



ガスメーカーの大陽日酸が提案する『AM Advanced Solution』
本ペーパーでは、産業ガスメーカーの知見より現在の AM プロセスの問題点 およびその解決策を提示します。
第1章 緒言にて大陽日酸・AM概要の説明およびAMプロセス中の不純物や 雰囲気ガス種に関しての問題提起を行います。
第2章 雰囲気ガス中および金属粉末中の不純物、雰囲気ガス種がAMプロセスに与える影響を紹介し、それらの最適化の重要性を説明します。
第3章 現在大陽日酸がご提案しているソリューションを紹介します。
このカタログについて
| ドキュメント名 | 産業ガスメーカーから見たAMプロセスの問題点とその解決策 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 6.4Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 日本酸素株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
表紙
Additvive Manufacturing ホワイトペーパー 公開版
Gas Technologies
×
Additive Manufacturing
金属AMにおける
雰囲気ガスの影響
著者:大陽日酸株式会社 R&Dユニット AM先端技術プロジェクト 大野 雄史
Page2
目次
本ペーパーでは、産業ガスメーカーの知見より現在の AMプロセスの問題点
およびその解決策を提示します。
第1章 緒言にて大陽日酸・AM概要の説明およびAMプロセス中の不純物や
要 旨 雰囲気ガス種に関しての問題提起を行います。
第2章 雰囲気ガス中および金属粉末中の不純物、雰囲気ガス種がAMプロセス
に与える影響を紹介し、それらの最適化の重要性を説明します。
第3章 現在大陽日酸がご提案しているソリューションを紹介します。
p03 レーザ照射時のスパッタ発生量
p04 造形物中の空孔率
Ti造形 p04 造形物中の含有酸素濃度
雰囲気ガス純度
p05 ブリスター及びTIP 発生
Al 造形
雰囲気ガス純度
金属粉末の水分
p08 粉末流動性
p09 粉末酸化及び吸湿
粉末特性
保管雰囲気の影響
p10 パウダー保管
p11 雰囲気ガスの循環精製
大陽日酸の p12 造形雰囲気の最適化
ガスソリューション p12 供給ガスの高純度化
p13 造形雰囲気の酸素・水分対策
p15 不純物の常時監視
Additive Manufacturing ホワイトペーパー 公開版
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
Page3
緒言
AM Advanced Solution
大陽日酸について
大陽日酸は 100 年以上に渡って、様々な種類の産業ガスおよびガス技術ソリューションを提供しており、
緒 言 世界4位の産業ガスメーカーです。これまで培ってきたガスの制御技術を活かし、溶接・熱処理やエレ
クトロニクスの分野において、品質管理に貢献する数々のソリューションを提供しています。特に溶接
分野においては、シールドガスや不純物が溶接焼け・スパッタ発生・溶け込み等の溶接特性に及ぼす影
響を解明し、材質・用途に応じて数多くの混合ガスや溶接周辺機器の開発・販売を行ってきました。
I AMの概要
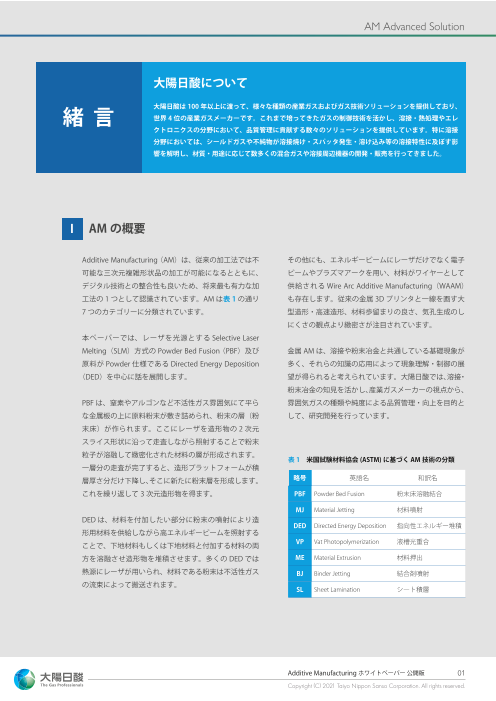
Additive Manufacturing( AM)は、従来の加工法では不 その他にも、エネルギービームにレーザだけでなく電子
可能な三次元複雑形状品の加工が可能になるとともに、 ビームやプラズマアークを用い、材料がワイヤーとして
デジタル技術との整合性も良いため、将来最も有力な加 供給されるWire Arc Additive Manufacturing(WAAM)
工法の 1つとして認識されています。AMは表 1の通り も存在します。従来の金属 3Dプリンタと一線を画す大
7つのカテゴリーに分類されています。 型造形・高速造形、材料歩留まりの良さ、気孔生成のし
にくさの観点より緻密さが注目されています。
本ペーパーでは、レーザを光源とする Selective Laser
Melting(SLM)方式の Powder Bed Fusion( PBF)及び 金属 AMは、溶接や粉末冶金と共通している基礎現象が
原料が Powder 仕様である Directed Energy Deposition 多く、それらの知識の応用によって現象理解・制御の展
(DED)を中心に話を展開します。 望が得られると考えられています。大陽日酸では、溶接・
粉末冶金の知見を活かし、産業ガスメーカーの視点から、
PBF は、窒素やアルゴンなど不活性ガス雰囲気にて平ら 雰囲気ガスの種類や純度による品質管理・向上を目的と
な金属板の上に原料粉末が敷き詰められ、粉末の層(粉 して、研究開発を行っています。
末床)が作られます。ここにレーザを造形物の 2次元
スライス形状に沿って走査しながら照射することで粉末
粒子が溶融して緻密化された材料の層が形成されます。 表 1 米国試験材料協会 (ASTM) に基づく AM技術の分類
一層分の走査が完了すると、造形プラットフォームが積
層厚さ分だけ下降し、そこに新たに粉末層を形成します。 略号 英語名 和訳名
これを繰り返して 3次元造形物を得ます。 PBF Powder Bed Fusion 粉末床溶融結合
MJ Material Jetting 材料噴射
DED は、材料を付加したい部分に粉末の噴射により造
DED Directed Energy Deposition 指向性エネルギー堆積
形用材料を供給しながら高エネルギービームを照射する
ことで、下地材料もしくは下地材料と付加する材料の両 VP Vat Photopolymerization 液槽光重合
方を溶融させ造形物を堆積させます。多くの DED では ME Material Extrusion 材料押出
熱源にレーザが用いられ、材料である粉末は不活性ガス BJ Binder Jetting 結合剤噴射
の流束によって搬送されます。 SL Sheet Lamination シート積層
Additive Manufacturing ホワイトペーパー 公開版 01
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
Page4
AM Advanced Solution
II 産業ガスメーカー視点での AMの課題
前述した AMのプロセスにおいて、造形物の酸化を防止 図 1 各種酸素濃度における造形物焼け具合
する目的で雰囲気ガスもしくは局所シールドガスに不活 a)酸素濃度 5ppm b)酸素濃度 1500ppm
性ガスが使用されています。
a)
現在、金属 AMの領域では、造形パラメータの最適化や
金属組織及び造形特性への影響調査、AM用合金開発な
どが積極的に進んでいる一方で、雰囲気ガス種の影響や
AMプロセス中に侵入する不純物、粉末劣化が造形物に b)
及ぼす影響に関しての調査はあまり進んでいません。し
かし、図 1の造形物の焼けや図 2の粉末劣化から確認
できるようにその影響は無視できないものです。
図 2 大気保管された AlSi7Mg 粉末( 空調管理有)
本ペーパーではこうした点も含め、AMにおけるガスの
影響について調査した結果をご紹介いたします。
Additive Manufacturing ホワイトペーパー 公開版 02
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
Page5
Ti 造形―雰囲気ガス純度、‐ レーザ照射時のスパッタ発生量
AM Advanced Solution
問題提起 不純物がAM造形物にもたらす影響
雰囲気ガスの純度(酸素・水分)や種類
及び金属粉末に付着する水分
I Ti 造形における雰囲気ガス純度の影響 1)
a)スパッタ発生量に対する酸素の影響 図 3 金属粉末及びスパッタに含有する酸素濃度
0.35
PBF 方式を模擬した基礎評価装置を用いて、酸素濃度を
変化させた各不活性ガス雰囲気で粉末床へのレーザ照射 0.3
を実施し、スパッタ発生状況の観察を行いました。
0.25
いずれの雰囲気においても、レーザ照射によってスパッ 0.2
タの発生が確認されました。図 3は原料粉末及びス 0.15
パッタの酸素濃度を示しています。原料粉末の酸素濃
度が 0.12wt% であるのに対し、スパッタの酸素濃度は 0.1
0.26wt%と、2倍以上の数値を示しています。Ti は酸素 0.05
との反応性が高く、Ti 合金スパッタは雰囲気中の微量酸
0
素と反応して酸化物を生成します。これにより、スパッ 原料粉末 スパッタ
タ中の酸素含有量が増加したと考えられます。
図 4では、雰囲気中の酸素濃度増加に伴い、スパッタ 図 4 各種酸素濃度におけるスパッタ発生状況
発生量が明らかに増加しています。レーザ条件によるス Ar (<50ppmO2) Ar (1.0%O2) Ar (5.0%O2)
パッタ発生制御の可能性も報告されていますが 2)3)、そ
の条件が造形物特性を考えたうえのプロセスウィンドウ
に適合するとは限りません。雰囲気ガスを活用したス
パッタ発生抑制が重要であると言えます。
造形雰囲気:アルゴンガスベースで 3条件
a)酸素 50ppm未満、 b)酸素1.0%、c)酸素 5.0%
Additive Manufacturing ホワイトペーパー 公開版 03
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
O濃度[%]
Page6
‐ 造形物中の空孔率、‐ 造形物中の含有酸素濃度
AM Advanced Solution
b) 空孔率に対する酸素・水分の影響 図 5 雰囲気中の各酸素・水分濃度における
造形物中の空孔率(例)
造形雰囲気中の酸素濃度及び水分濃度を変化させた各不
活性ガス雰囲気で、一般的な PBF 式プリンタを用い造 含有水分
形した一例を示します。 1,892ppm
-15℃DP
図 5では造形雰囲気中の酸素濃度の増加、また造形雰
空孔率 0.06% 空孔率 0.20%
囲気中の水分濃度の増加によって造形物中の空孔が増加
し、酸素・水分双方が高い条件で造形物内の空孔率が最
も高くなっています。これは前述した造形雰囲気中の不 188ppm
-40℃DP
純物がスパッタ・ヒュームを活性化させ、レーザの減衰
が生じたことや、ヒューム活性化によりメルトプールの 空孔率 0.00% 空孔率 0.05%
荒れが生じたことに起因していると考えられます。この
5 ppm 3,000 ppm
結果をふまえ造形物の相対密度向上の観点より、造形雰 含有酸素
囲気中の不純物低減は、AMプロセスにおける重要な管
理要素であるといえます。
c) 含有酸素濃度に対する酸素・水分の影響 図 6 雰囲気中の各酸素・水分濃度における
造形物含有酸素濃度
図 6では、造形雰囲気中の酸素濃度・水分濃度の増加 0.20
に伴い、造形物中の含有酸素濃度が上昇しています。驚 0.18
くことに造形雰囲気中の酸素濃度より水分濃度の方が造 0.16
形物中酸素濃度に対し大きな影響を及ぼすことが確認さ 0.14
0.12
れました。チタン合金では Grade5・Grade23 等で酸素
0.10
濃度が厳しく規定されており、造形雰囲気中不純物の影 0.08
響を無視することはできません。また、ヒューム・スパッ 0.06
タの増加に伴い、リサイクル粉末の酸素濃度およびリサ 0.04
イクル可能回数にも影響を与えることが考えられます。 0.02
金属酸化の観点からも、雰囲気中の酸素そして水分管理 0.00
a b c d
5ppmO2 3000ppmO2 5ppmO2 3000ppmO2
の必要性が浮き彫りになりました。 -40℃Dp -40℃Dp -15℃Dp -15℃Dp
造形雰囲気:アルゴンガスベースで 4条件
a)酸素 5ppm -40℃Dp b)酸素 3000ppm -40℃Dp
c)酸素 5ppm -15℃Dp d)酸素 3000ppm -15℃Dp
Additive Manufacturing ホワイトペーパー 公開版 04
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
O濃度 [wt%]
Page7
Al 造形―雰囲気ガス純度・金粉末の水分、‐ ブリスター及びTIP 発生
AM Advanced Solution
II Al 造形における雰囲気ガス純度及び金粉末に付着する水分の影響
a)ブリスター及び TIP 概要 図 7 AlSi7Mg 造形物表面に熱処理後生じたブリスター
アルミニウム及びアルミニウム合金の代表的な欠陥の1
つに熱処理後に発生する Blister と呼ばれる合金表面の
膨れが挙げられます(図 7)。内在水素及び雰囲気から
吸収された水素の内圧によって発生する表面欠陥です。
また表面の膨れまで進行しなくても Thermal Induced
Porosity(TIP)と呼ばれるミクロポアが熱処理によって
発生し、合金の機械的特性を低下させます 4) 5)。主にダ
イカスト材等で問題となりやすい欠陥で、図 8のよう 図 8 AlSi10Mg 造形物の熱処理後生じた TIP6)
に AM造形物でも同様の現象が確認されています 6)。 AlSi10Mg 造形物 SEM画像
a)造形まま素材 b)溶体化処理材
Blister 及び TIP 発生には、アルミニウム合金中への水 a) b)
素の溶解度が大きく影響すると考えられています。図 9
は各種金属中における水素溶解度の温度依存性を示して
います 7)。アルミニウムに着目すると、液相アルミニウ
ムが固相アルミニウムになると水素溶解度が大きく減少
していることが分かります。更にAMは急冷凝固プロセ
スであることから水素の過飽和固溶体が生成しやすく、 図 9 各種金属中での水素の溶解度 7)
熱処理を施すと過飽和に固溶した水素がガス化、オスト
ワルド効果により集合し Porosity が発生すると考えら
れます。AMプロセスでは熱源による超高温化で水の分
解反応が進行し、水素が発生するとされています。
2Al + 3H2O ⇒ Al2O3 + 3H2
また、上記の反応式の通りアルミニウムは水と反応して
水素を発生し、造形雰囲気中及び金属粉末に付着してい
る水分が水素ガスの発生源になっていると推察します。
そこで今回造形雰囲気中の不純物(酸素・水分)及び金
属粉末に付着する水分が Al 造形物中の TIP の発生や造
形特性に与える影響を調査しました。
Additive Manufacturing ホワイトペーパー 公開版 05
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
Page8
AM Advanced Solution
b)ブ リスター・TIP 発生に対する 図 10 雰囲気中の各酸素・水分濃度における造形物含有水素
雰囲気ガス純度・金属粉末に付着する 濃度
水分影響 7.5
7
造形雰囲気中の酸素濃度及び水分濃度を変化させた各
不活性ガス雰囲気で、一般的な PBF 式プリンタを用い、 6.5
造形した一例を示します。
6
5.53
まず、TIP の原因とされる水素の造形物中の含有量に関 5.5
して調査しました。図 10では造形雰囲気の不純物の増 5.00
5
加に伴い、造形物中の含有水素濃度が増加しています。 4.67
雰囲気酸素増加で約 7%、雰囲気水分増加で約 20%の 4.5
含有水素濃度増加が確認され、特に水分の影響が大きい 4
ことが分かりました。図 11のように粉末を乾燥処理し 10ppmO2 1500ppO2 10ppmO2
10ppmH2O 10ppmH2O 1500ppmH2O
た場合、含有水素濃度が約 33%と大きく減少していま
す。双方の結果より造形雰囲気中及び金属粉末に付着す 図 11 粉末乾燥処理の有無における造形物含有水素濃度
る水分は、水分解及び Al との反応により水素発生に繋 7.5
がり、造形物の含有水素濃度に大きな影響を及ぼしたと 6.97
7
推察されます。材料中の水素は、多くの金属において遅
れ破壊などの原因となるため、雰囲気および粉末に付着 6.5
する水分の管理は極めて重要といえます。
6
続いて、Al 造形物の線膨張率と熱処理後の造形物内部 5.5
に発生したミクロポアの有無により、TIP 発生を評価し
5
ました。今回の調査では、TIP 評価では一般的に挙げら 4.67
れる体積膨張測定 6)を取り入れながら、Al 合金におけ 4.5
る T6 相当温度(溶体化温度)まで造形物を昇温、1時
4
間保持後、室温まで降温させて残留した線膨張とミクロ 非乾燥粉末使用 乾燥粉末使用
ポアを確認しました。図12では造形雰囲気の不純物(酸
素・水分)の増加に伴い、降温後の線膨張率が増加し 図 12 雰囲気中の酸素・水分濃度における造形物の熱処理
ています。雰囲気酸素増加で 120%、雰囲気水分増加で による線膨張率変化
300%の増加が確認され、特に水分の影響が顕著である 7.0
10ppm O2 10ppm H2 O
ことが明らかになりました。 1500ppm O2 10ppm H2 O
6.0 10ppm O2 1500ppm H2 O
5.0
1. 造形雰囲気:アルゴンガスベースで 3条件
a) 酸素 10ppm 水分 10ppm b) 酸素 1500ppm 水分 10ppm 4.0
c) 酸素 10ppm 水分 1500ppm
※粉末は全て水分付着が少ない乾燥粉末を使用
3.0
2. 金属粉末付着の水分濃度 : 2 条件 1.75%
a) 非乾燥粉末使用 b) 乾燥粉末使用 2.0
※造形雰囲気は双方低酸素・低露点雰囲気 0.95%
(酸素 10ppm 水分 10ppm)で実施
1.0
0.43%
0.0
0 100 200 300 400 500 600
温度 [℃]
Additive Manufacturing ホワイトペーパー 公開版 06
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
線膨張 [%] H濃度 [ppm] H濃度 [ppm]
Page9
AM Advanced Solution
図 13に示す造形物内部のミクロポアに関しても同様の 図 13 粉末乾燥処理の有無における熱処理後造形物断面
傾向であり、雰囲気中の水分の多い条件では多数のミク
10ppmO2 1500ppmO2 10ppmO2
ロポアが確認されました。図 14では金属粉末への付着 10ppmH2O 10ppmH2O 1500ppmH2O
水分量を減少させる乾燥処理により、降温後に残存する
線膨張率が約 1/10 と大きく減少しています。また図 15
の通り、熱処理後の造形物におけるミクロポア発生も殆
ど確認されませんでした。
図 12・14 の結果より、造形雰囲気中の水分及び金属粉
末に付着する水分は、TIP 発生へ大きい寄与度を持つこ
とが分かりました。更に、図10・11の結果を踏まえると、
造形雰囲気中の水分また金属粉末に付着する水分が造形
物中の水素含有量を増加させ、その結果 TIP の発生に繋
がったと推察されます。TIP 発生の観点からも雰囲気中
の不純物(酸素・水分)の管理、金属粉末の水分管理が
非常に重要であるといえます。 図 14 粉末乾燥処理の有無における造形物の熱処理による
線膨張率変化
7.0
6.0
5.0 4.46%
4.0
3.0
2.0
1.0
0.43%
0.0
0 100 200 300 400 500 600
温度 [℃ ]
図 15 粉末乾燥処理の有無における熱処理後造形物断面
乾燥粉末使用 非乾燥粉末使用
Additive Manufacturing ホワイトペーパー 公開版 07
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
線膨張 [%]
Page10
粉末特性―保管雰囲気の影響、‐ 粉末流動性
AM Advanced Solution
Ⅲ 粉末劣化に対する保管雰囲気の影響
大陽日酸は、ナノ粒子の製造・開発を通じて、金属粉末 表 3 各種粉末保管条件における粉末流動性
の各種評価技術を保有しています。SEMによる粒子サ パウダー保管条件 パウダー特性
イズ・形状・サテライト等の調査、粒度分布・球形度・ 保管方法 保管期間 評価 流動性 *
流動度・タップ密度・安息角・不純物濃度・粒子表面積 a) 開封直後 直後 ○ 15.5 秒
等種々の物性値が評価可能です。表 2は異なるメーカー b) 大気保管 1 ヶ月 × -
品を比較評価した結果です。酸素濃度は単体での含有量 c) キャビネット保管 1 ヶ月 ◎ 12.5 秒
の規格が無く、最低と最高では 2倍以上の濃度差があ * JIS Z2502 規格
* ホールフローメーターで流動度測定
ります。また球形度も、製造元によって 1.5 倍程度の差
があるなど各社の粉末特性は大きく異なっています。使
用回数・保管環境による特性劣化も加わり、粉末特性の
バラツキが更に大きくなることが想定されます。高品質
の造形を安定的に行うためには、適切な金属粉末の選定
及び管理が必要となります。そこで、金属粉末の保管環
境が粉末特性に及ぼす影響について調査しました。
a) 粉末流動性に対する保管雰囲気の影響
まず、粉末の流動性に及ぼす影響に関して調査しました。
表 3は、各種条件で保管された Al 合金粉末を測定した
結果を示しています。粉末保管の条件は 3種類で、a)
粉末容器開封直後、b)開封後大気(空調管理有)保管 1ヶ
月、c)開封後不活性雰囲気保管 1ヶ月です。粉末容器
開封直後の粉末と比較し、1ヶ月大気保管した粉末は流
動性が明らかに悪化していることが分かります。
表 2 当社で実施した各社金属粉末の物性比較(アルミ粉末)
A B C D E
SEM × 150
SEM × 1500
D10 17.81μm 9.32μm 11.64μm 17.70μm 15.42μm
D50 32.41μm 15.05μm 24.03μm 25.39μm 24.05μm
D90 62.89μm 26.59μm 41.82μm 41.48μm 39.38μm
球形度 平均値:0.52 平均値:0.65 平均値:0.74 平均値:0.73 平均値:0.74
中央値:0.53 中央値:0.68 中央値:0.80 中央値:0.79 中央値:0.80
O濃度 0.1183% 0.0549% 0.0502% 0.0585% 0.0549%
C 濃度 0.00122% 0.001242% 0.002003% 0.001212% 0.005935%
水分濃度 0.0165% 0.0149% 0.0144% 0.0150% 0.0162%
かさ密度 1.34g/cm3 1.40g/cm3 1.49g/cm3 1.44g/cm3 1.36g/cm3
タップ密度 1.57/1.63/1.64 1.59/1.67/1.68 1.65/1.70/1.71 1.64/1.66/1.66 1.55/1.64/1.65
(10/50/100 回) (g/cm3) (g/cm3) (g/cm3) (g/cm3) (g/cm3)
Additive Manufacturing ホワイトペーパー 公開版 08
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
Page11
‐ 粉末酸化及び吸湿
AM Advanced Solution
上記に対して、1か月不活性ガス雰囲気で保管した粉末 図 16 開封後 Al 合金粉末の含有酸素濃度の経時変化
は流動性の維持に留まらず、明確な流動性向上が確認さ 0.08
れました。粉末の含有水分の差異や粒子表面に形成され
る酸化膜の差異が粒子間の摩擦力の違いに繋がり、流動
0.075
性に影響したと推察されます。
0.07
b) 粉末酸化及び吸湿に対する保管雰囲気の
影響
0.065
図16では開封直後は0.067%程度の含有酸素濃度であっ
た粉末が、2週間後には 0.07%、約 60 日後には 0.075%
0.06
を超えていることが確認されます。ここから、金属粉末 0 20 40 60 80
開封からの経過時間 [日]
の大気保管は金属酸化を促進することが分かりました。
金属粉末の含有酸素濃度は造形物のそれに直結するた
め、粉末保管環境の管理は重要であるといえます。 図 17 乾燥処理後 Al 合金粉末の含有水分濃度の経時変化
図 17では乾燥直後の粉末と比較して、大気保管 1h で 160
10% 程度、24h で 50%以上も含有水分濃度の増加が確 150
認されました。粉末酸化と比較して水分吸着はかなり短 140
い時間で起こることが明らかになりました。 130
120
図 18では保管雰囲気の水分量増加に伴い、金属粉末の 110
100
含有水分量も増加しています。露点が 10℃の雰囲気保
90
管粉末では 5日で 50%以上、露点 20℃の雰囲気保管粉
80
末では 100%以上も含有水分濃度が上昇することが確認
70
されました。一方、露点 -60℃の雰囲気保管粉末では 5
60
日で 10%以下に抑えられており、粉末保管環境が粉末 0 5 10 15 20 25
特性に大きく影響することが明らかになりました。 乾燥処理からの経過時間 [h]
日本の場合、冬は露点 -5℃程度、春秋は露点 10℃程度
図 18 各種露点の雰囲気において乾燥粉末を 5日間保管し
で夏は露点 20℃以上と大気に含まれる水分量は年間を た際の含有水分濃度の経時変化
通し大きく変動します。粉末を一定の環境下で適切な保
250%
管をしていない場合、図 18の結果より粉末の水分濃度
も季節によって大きく変動すると考えられます。粉末含 206.56%
200%
有水分は造形物の酸素濃度、Al 合金における TIP や強度
154.14%
低下、リコート性低下など品質面に影響を及ぼします。 150%
これらは、日本の AM業界でよく聞かれる「夏と冬で造
100.00% 107.32%
形物の出来が違う・特性が違う・同じ物が出来ない」現 100%
象の大きな原因の 1つと推測されます。よって造形物
50%
の品質保証の観点からも、適切な粉末保管環境を確保す
ることが重要と言えます。
0%
乾燥処理後 - 60℃Dp 10℃Dp 20℃Dp
Additive Manufacturing ホワイトペーパー 公開版 09
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
粉末含有水分上昇率 [%] 水分濃度 [ppm] 水分濃度 [ppm]
Page12
大陽日酸のガスソリューション、‐ パウダー保管
AM Advanced Solution
3DPro® 大陽日酸の 前章にて、造形雰囲気及び金属粉末に付着する不純物が与える
造形特性劣化影響と、その管理の重要性を述べました。
ガスソリューション 本章ではAMの課題に対するソリューションをご紹介します。
I 3DPro® Powder Dry Cabinet
による乾燥雰囲気での保管
金属粉末の酸化・吸湿に対する 図20 Powder Dry Cabinet 庫内の酸素濃度・露点
ソリューションである金属材料乾燥保管 25 0
キャビネットをご紹介します。 O2濃度
20 露点 -10
-20
図 19は AM用金属パウダーの専用キャビネットです。 15
-30
庫内の酸素濃度及び露点を管理することで、酸化や水分 10
-40
吸着を防止して造形品質を維持します。当キャビネット
5 -50
は、庫内雰囲気の不活性ガス置換および低酸素濃度・低
0 -60
露点環境を実現します。図 20の通り、庫内の酸素濃度 0 5 10 15 20 25
は保管後 1h で 1%未満まで、最終的に 20ppm程度ま 時間 [h]
で低下させることが可能です。水分濃度は、保管後 1h
で -30℃ Dp(375ppm)程度まで、最終的に -70℃ Dp 図 21 保管庫内の露点比較( Powder Dry Cabinet / 他社製品)
(2.58ppm)程度まで低下させることが可能です。
0
Powder Dry
-10 Cabinet
図 21の通り従来の粉末保管庫と比較しても、露点の低 他社製品
下速度・到達露点双方での本製品の優位性が確認できま -20
す。また図 22は、金属粉末が入った一般的なポリエチ -30
レン容器の新品を蓋をした状態でパウダードライキャビ -40
ネットに 2週間、その後 20℃露点雰囲気に 2週間保管 -50
した際の露点を示します。粉末容器の蓋がされていても -60
0 5 10 15 20 25
パウダードライキャビネットでの保管は容器内部の露点 時間 [h]
を低下させ、粉末特性の劣化防止に効果的であること、
また大気中に保管した場合も、密封した容器でも透湿が
図 22 保管環境による粉末容器内露点比較
起こり粉末特性が劣化することが明らかになりました。
35
露点20℃雰囲気
25
15
図 19 Powder Dry Cabinet 外観 5
-5
-15
-25
-35
-45
-55 Powder Dry Cabinet
-65
0 10 20 30
測定後経過日数 [Day]
Additive Manufacturing ホワイトペーパー 公開版 10
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
粉末容器内露点 [℃ Dp] 露点 [℃] O2濃度 [%]
露点 [℃]
Page13
‐ 雰囲気ガスの循環精製
AM Advanced Solution
図 23は開封直後の粉末を 2週間大気保管した場合と、 図 23 各粉末保管環境における 2週間での含有水分濃度
弊社保管庫で 2週間保管した場合の含有水分濃度増加 の上昇率
割合を示しています。露点 20℃の大気保管粉末では含 350
有水分濃度上昇が 2週間で 180% 以上も確認された一
300
方で、保管庫保管粉末では 2週間で 22%減少しました。 288.2
これにより、弊社保管庫での粉末保管が粉末特性の維持・ 250
改善に効果的だと確認されました。
200
これは前章のとおり、水分吸着の速度は非常に早く数時 150
間で含有水分濃度は大きく上昇するため、優れた到達露
点だけでなく不活性ガスをパージする弊社キャビネット 100 100.0
78.0
の露点の低下速度の速さや庫内温度の昇温が影響してい
50
ると考えられます。庫内の露点・温度に加え、扉の開閉
動作も 3DPro® LINK により常時モニタリング可能となり 0
開封直後 Cabinet 20℃ DP
ます。また、安全対策として、作業者が保管庫扉を開け
る際には、不活性ガスの空気置換を行います。以上より、
弊社保管庫は金属粉末特性劣化防止への有効なソリュー
ションであると断言できます。
II 3DPro® Recirc Advanced Systemによる雰囲気ガスの循環精製
造形雰囲気中の酸素及び水分に対するソリューション
循環精製システム 3DPro® Recirc Advanced System 図 24 Recirc Advanced System外観
に関してご紹介します。
PBF 式金属 AM装置向けのアドオン型の雰囲気循環精製
システムとなります(図 24)。プリンタ内の雰囲気ガス
を循環精製することで、循環精製後のガスは数 ppmレ
ベルまで酸素・水分を除去可能です。一般的な PBF 式
SLMの造形雰囲気には 1000ppm以上の不純物(酸素・
水分)が含有されています。これは前章のとおり、種々
の造形特性を劣化させる不純物含有量であるためです。
Recirc Advanced System の使用により、造形特性の向
上及び安定化が期待されます。
当システムも後述する 3DPro® Link と接続することで常
時モニタリングが可能となり、不純物に対する非常に有
効なソリューションを提供します。
*当製品の詳細についてはお問い合わせください。
Additive Manufacturing ホワイトペーパー 公開版 11
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
粉末含有水分上昇率 [%]
Page14
‐ 造形雰囲気の最適化、‐ 供給ガスの高純度化
AM Advanced Solution
III 高 純度 PSA による不活性ガスパージ
造形雰囲気中の酸素及び水分に対するソリューション
高純度窒素発生システムHigh Purity PSA に関してご紹介します。
通常のプリンタに付属する窒素発生装置(PSA)の 図 26 PSA 使用時の造形雰囲気内酸素濃度比較(例)
純度は一般に 99.9%(3N)です。一方、本 PSA では 5000
99.999%(5N)の窒素を発生させることが可能です。 3N PSA
このため、造形雰囲気の不純物削減効果はもちろん、造 5N PSA
4000
形チャンバのパージ時間短縮に貢献します。
3000
図 26は 3N PSA と 5N PSA で造形チャンバ内のパージ
を実施した際の、造形雰囲気中酸素濃度の経時変化の一 2000
1500 ppm
例を示します。通常の 3N PSA では、0.1%( 1000ppm)
程度の不純物が含有しているため酸素濃度が 1000ppm 1000
1000 ppm
を下回らず、1500ppmを下回るのに 157 分を要しまし
た。一方、当社の 5N PSA の場合、70 分のパージ時間 0
0 1 2 3 4
で 1500ppmを下回り、180 分で 100ppm以下まで酸素 時間 [hrs]
濃度を低減することができます。
表 4 酸 素濃度 1500ppm到達までの
表 4の例に示すように、当社 5N PSA の使用は、パージ
パージ時間・ガス消費量比較(例)
時間の短縮及びそれに伴うガス使用量の削減にも繋がり
ます。当製品は、造形雰囲気の不純物に対する非常に有 所要時間 総ガス消費量
効なソリューションであり、かつ AMプロセスの生産性 3N PSA 2h17m 3008L
向上の一助を担えると考えています。 5N PSA 1h10m 2003L
49%削減 33%削減
図 25 High Purity PSA 外観
Additive Manufacturing ホワイトペーパー 公開版 12
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
酸素濃度 [ppm]
Page15
‐ 造形雰囲気の酸素・水分対策
AM Advanced Solution
IV 3DPro® Nanochem® による供給ガスの不純物除去
造形雰囲気中の酸素及び水分に対するソリューション
ガス精製システムNanochem® に関してご紹介します。
供給ガスライン中の酸素や水分等の不純物を除去し、超 図 27 Nanochem® 外観
高純度のガスをチャンバ内に供給可能です。精製能力の
一例を表 5に示します。
本製品(図 27)は、簡便にガス供給ラインに挿入する
ことが可能です。(前述した循環精製システムとは異な
り不純物吸着材の再生機能は無い)もともと大陽日酸の
基盤技術である溶接分野では、同様のインライン型のガ
ス精製器を世界各国で販売している実績があります。
図 28は Nanochem® の使用の有無による溶接部の焼け
具合の差異を示しています。当製品の使用が無い場合ガ
スの露点は -37.9℃ Dp で、溶接部には広く焼けが見ら
れました。一方、Nanochem®を使用するとガスの露点
は -81.6℃ Dp と超低露点まで低減され、ガスの焼けも
殆ど確認されませんでした。酸化低減により造形特性の
向上も期待され、造形雰囲気ガスへの適用だけでなく
WAAMや DEDの局所シールドガスの改質への適応も期 図 28 ガス精製有無による溶接部焼け比較
待されます。 a)Nanochem使用 焼け無 b)Nanochem不使用 焼け有
a) b)
溶接部材:SUS316L
シールドガス種:アルゴン
表 5 アルゴン精製能力例
不純物 出口ガス濃度 入口ガス濃度
(アルゴン中) (ppb) (ppm) 分析方法
水分 < 0.3 (LDL) 35 API - MS
酸素 < 0.14 (LDL) 1 API - MS
二酸化炭素 < 11 (LDL) 500 GC - DID
Additive Manufacturing ホワイトペーパー 公開版 13
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
Page16
AM Advanced Solution
V 3 DPro® Dry Gas Tube によるガス供給
造形雰囲気中の酸素及び水分に対するソリューション
ドライガスチューブに関してご紹介します。
本製品(図 29)は、独自の構造による柔軟性と酸素・ 図 29 3DPro® Dry Gas Tube
水分等不純物のバリア性に優れたガス供給チューブで
す。図 30は通常のラバーチューブと本製品を使用した
際に供給されるガスの露点を比較した結果です。チュー
ブの長さは 20m / 40m / 60m の 3 水準、供給ガスはア
ルゴンベースで -73.4℃ Dp( 1.55ppm)を使用しました。
いずれの条件でも、ドライガスチューブを使用した場合
は殆ど水分濃度の上昇は確認されませんでした。一方、
通常のラバーチューブの場合は吸湿が顕著で、ドライ
チューブ使用時と比較し 16.6 ~ 26.6 倍の吸湿が確認さ
れました。AMプロセスにおいて、比較的軽視されやす
いガスラインも造形結果に大きく影響を及ぼすことが明
確となりました。本製品は不純物のバリア性に優れ機動
図 30 ガスライン別の供給ガス露点比較
的な取り回しもしやすく、AM装置のガスラインとして
最適だといえます。
-40
-46.8 -44.7
126.7ppm
57.4ppm 73.7ppm
-63.4
-71.2 -68.7
7.70ppm
2.16ppm 3.13ppm
20M 40M 60M
チューブの長さ
ラバーチューブ Dry Gas Tube
Additive Manufacturing ホワイトペーパー 公開版 14
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
露点[ºC ] / 水分濃度[ppm]
Page17
‐ 不純物の常時監視
AM Advanced Solution
VI 3DPro®Link による AMスマートファクトリーのご提案
最後に、前述した AMプロセス中の不純物に対する
各種ソリューションの監視をする 3DPro® Link モニタリングシステムをご紹介します。
図 31は本システムの概略図を示しています。本システムは、ガス容器中の不純物・流量・圧力・消費を常時監視するこ
とができます。
また、前述のパウダードライキャビネットや循環精製システムと接続し、金属粉末の保管環境や造形雰囲気の不純物濃度
等の情報を IoT により取得します。3DPro® Link は、お客様の PCやタブレットなどのWebブラウザからリアルタイムで
確認することが可能です。これにより、造形品質の信頼性向上に繋がるとともに機器の運転状況を遠隔にて細かく把握で
き業務効率化に繋がります。また警報通知機能により、万一の機器の異常時にはお客様指定のメールアドレスや SMS に
自動送信可能です。AMプロセス生産性を追求するうえで、最適な監視システムといえます。
図 31 3DPro® Link モニタリングシステム概略図
Additive Manufacturing ホワイトペーパー 公開版 15
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
Page18
結論
AM Advanced Solution
本ペーパーでは、AMにおける造形雰囲気ガスの種類・純度、
結 論 原料金属粉末に付着する水分が造形物に対して与える影響を
調査し、以下の結論を得ました。
スパッタ量・造形物内空孔率・含有酸素濃度の低
雰囲気ガス中の不純物
結論 1 Ti 合金の造形 : → 減および、機械強度の低下と、シャルピー衝撃特
(酸素・水分)の低減
性の向上が認められた。
雰囲気ガス中の不純物
造形物含有水素濃度・熱処理後 TIP の低減、機械
結論 2 Al 合金の造形 : (酸素・水分)および金 →
的強度の向上が認められた。
属粉末付着水分の低減
粉末を大気保管した場合と比較し、粉末流動性の
低酸素・低露点の不活性
結論 3 金属粉末 : → 向上、含有酸素濃度・含有水分濃度上昇の抑制が
ガス雰囲気で保管
認められた。
今回の調査で得られた上記結論を踏まえ、
大陽日酸は下記のソリューションをご提案します。
3DPro® 大陽日酸のガスソリューションまとめ
結論 1 結論 2 結論 3
I 3DPro® Powder Dry Cabinet
II 3DPro® Recirc Advanced System
III 高純度 PSA
IV 3DPro® Nanochem®
V 3DPro® Dry Gas Tube
VI 3DPro® Link
Additive Manufacturing ホワイトペーパー 公開版 16
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.
Page19
参照、お問い合わせ
AM Advanced Solution
Reference
1) Hiroaki AMANO, Yusuke YAMAGUCHI, Tomoaki SASAKI, Toyoyuki SATO, Takuya ISHIMOTO and Takayoshi NAKANO: ス
マートプロセス学会誌 . 8 巻(2019)3号 p.102-105.
2) V. Gunenthiram, P. Peyre, M. Schneider, M. Dal, F. Coste, I. Koutiri and R Fabbro: J. Mater. Process. Tech., 251(2018)
376-386.
3) K. Mumtaz and N. Hopkinson: Rapid Prototyp. J., 16(2010)248-257.
4) H. Toda, H. Oogo, K. Horikawa, K. Uesugi, A. Takeuchi, Y. Suzuki, M. Nakazawa, Y. Aoki and M. Kobayashi: Metall. Mater.
Trans. A, 45A( 2014), 765‒776.
5) H. Su, T. Yoshimura, H. Toda, Md. S. Bhuiyan, K. Uesugi, A.Takeuchi, N. Sakaguchi and Y. Watanabe: Metall. Mater. Trans.
A, 47A( 2016), 6077‒6089.
6) Strumza, Einat& Hayun, S. & Barzilai, S. & Finkelstein, Yacov& David, Roey& Yeheskel, Ori.( 2019). In situ detection of
thermally induced porosity in additively manufactured and sintered objects. Journal of Materials Science. 54. 1-10.
10.1007/s10853-019-03452-5.
7) Aqida, S. & Ghazali, MohdImran & HASHIM, J..( 2012). Eff ects Of Porosity On Mechanical Properties Of Metal Matrix
Composite: An Overview. JurnalTeknologi. 40. 10.11113/jt.v40.395.
Contact
イノベーションユニット
3dpro@tn-sanso.co.jp
Author
大野 雄史
大陽日酸株式会社
R&Dユニット
AM先端技術プロジェクト 東北大学在学中に Additive Manufacturing と出会い、現
在は大陽日酸山梨研究所AM Advanced Roomにて雰囲気
ガス・AMプロセス中不純物を切り口に、造形品質向上
に向けた基礎研究・アプリケーション開発に従事。
Additive Manufacturing ホワイトペーパー 公開版 17
Copyright (C) 2021 Taiyo Nippon Sanso Corporation. All rights reserved.