


大型部品向け省エネ誘導金型技術 / 複合材の電磁誘導溶着技術のご紹介です
○大型部品向け省エネ誘導金型技術
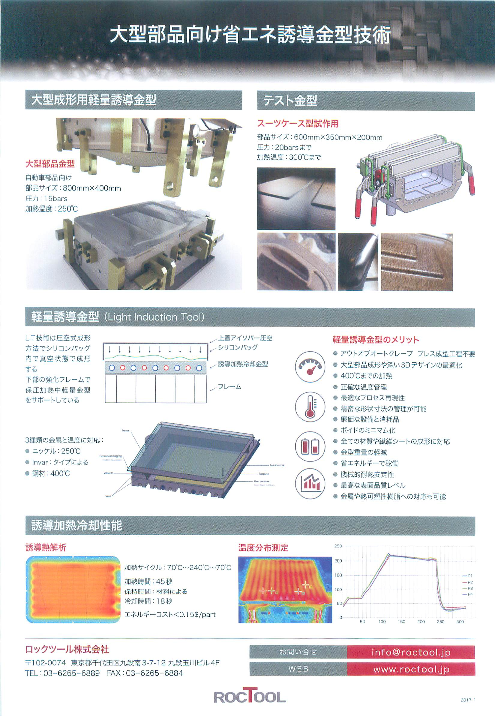
大型成形用軽量誘導型
テスト金型
軽壜誘導金型
○複合材の電磁誘導溶着技術
複合材の誘導溶着技術
テスト金型
複合材誘導溶着パラメータ
◆詳細はカタログをダウンロードしてご覧下さい。
このカタログについて
| ドキュメント名 | 大型部品向け省エネ誘導金型技術 / 複合材の電磁誘導溶着技術 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.8Mb |
| 登録カテゴリ | |
| 取り扱い企業 | ロックツール株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ



このカタログの内容
Page1
犬 。■型部品向け省エネ誘導金金型技術■
六型成形用軽量誘導金型 テス 卜金型
スーツケース型試作用
A・L-l鐘, 部品サイズ:600mm×350mmIilif H’ } 圧力:20ba「sまで
加熱温度:300℃まで
:i讓fi1lIi;|靜山 雰例一 ,P
部品サイズ:800mm×
圧力:15bars ~ 雷
加熱温度 :250℃ 宛~
FYT〔
L塾 蕊認:1F雨
I
③ 腫懲一
F可
鑓 鯵. 、戸 」【
畠 國鷲 『
軽壜誘導金型(Lig城lnductionTool)
UT技術は圧空式成形 〆上蕊アイソバー圧空 軽量誘導金型のメリット
方法でシリコンバツグ ’111,lI11l 一シリコンバッグ
⑨アウトオブオートクレーププレス成型工程不要
内で真空状態で成形
一誘導加熱冷却金型 ⑨大型部品成形や深い3Dデザインの最適化
する ○○○Oooobo
●400℃までの加熱
下部の強化フレームで
保圧加熱中軽景余型 ヱーフレーム ②正確な温度管理
をサポートしている ●最適なプロセス再現性
●精密な形状寸法の管理が可能
●廉価な設備と消耗品
③ボイドのミニマム化
3種類の金属と温度に対応I ⑭全ての材質や繊維シートの成形に対応
●ニッケル:250°C ●金型重量の軽減
「nt、
●lnvar:タイプによる
R山内 EUnD2nJ ③省エネルギーで稼働
。鋼材:400℃ I。 、機械的耐熱安定性
●最高な表面品質レベル
●金属や熱可塑性樹脂への対応も可能
誘導加熱 都性能
誘導熱解析 温度分布測定 250
鋒 堂二s一二200
●
加熱サイクル:70℃~240℃~70℃
150 □I
加熱時間:45秒 :杉
目医
100
保持時間:材料による 峠i糸 P4
冷却時間:18秒 50
I エネルギーコスト<015$/part 虹再 【】達。圓 ■&■P 501001502002503DO
ロックツール株式会社 お問い合せ info@roctoolJp
〒102-0074束京都千代田区九段南3-7-12九段玉川ビル4F
WEB
TEL:03-6265-688gFAXD3-6265-6884 www,roctooljp
、ごmOL 20171
露遮唾画
(、■
番、
Page2
複合材の電磁誘導溶着技術,’
IEPご可
複合材の誘導溶着技術 テスト金型
型の長さ500mm
--《 q、凸已斤■・1 1種=
I / ノ
複合材誘導溶着パラメータ 温度領域
PEKK+CFの2部品の複合材の誘導溶着 金型の温度分布
、加熱冷却サイクル:80℃~350℃~80℃ Time=602
⑤加熱時間:30秒
●保持時間15秒
●冷却時間:130秒
⑪誘導出力:85kW ■
、冷却水量:7L/分、20℃
④誘導溶着長さ:500mm
、金型鋼材:12343、P20、など
L
窪零=--
複合材.部品の温度分布
k
▲_一二▲ l 宙云
,Inc=6湯
「 鮭 、/勺二,:>基′ .J=〆夛 z篝;1墓蕊; P,
I
『 j鼻臺iii霧ii
四一
口田内P学F
Z篝 藝二Fj;/
頤
・日 ダニ
マミーニ■碑
4』蛸
一一
●
口■D 鑿蕊議iil 1 '潔&ii篝i鑿鑿il篝驫 !i議議 ■P 館IYtiij ,目蝋蝋ilii: 。参I/' -コ
ロックツール株式会社 お問い合せ info@roctooLjp
〒102-0074東京都千代田区九段南3-7-12九段玉川ピル4F
TEL:03-6265-6889mX:03-6265-6884 W 日露濁露耀露 wwWroctoolJp
魔odibolL
2017.
C
■ ℃
0000000 000000
05050一つ0, 0505 的500
列332215 4332ウ』115
砲座
Page3
2 系統誘導加熱ハイブリッド成形技術
‐、ロ
(lnductionDuaIHybridsystemlDH技技術)
 ̄
戸1
百曲
〔 鍵朧嚇rCoW 直型
出成形機
I |騨鰯膜 i…<雲霧灘iiifi三,鵬『
議執…ト 合材用薙直
グラファイト放熱加熱 レスシステム 鑿
……寸 誘導加熱金型
誘導回路クイック
Table180r・ctaticn
コネクションシステム 「霊露艤臘よる
L、 -P
几
Process
FullhybriclatioiT i鰯11Iff趣1割--憲懲:'‘
罷思F-審=←鋼
苞
ステージ1 -……-Ah ステージ2
1,貝 40s 5s墨 図眼 5屑 3○s
瀞i>舗謙卜>蕊蝋ィ蹴噸>イ覇剛Ⅱ鯵鼎 驚|蕊プiレスii1夢覺鵜囑尉>鬮鬮> 冷却STEP2 熟議;iVlil
Composite
グラファイト600℃
’ヂー ̄■ ̄■ ̄■‐ ̄ ̄・ロ--- ̄ ̄ ̄ ̄、・・・ ̄ ̄ ̄ ̄ ̄-- ̄■ ̄'■・=コーーーh
prelheating (対応可能プロセス(プレス、射出ハイブリッド成形)1,-----F----■--------------=-----■----津'
←■ ̄ ̄ ̄面面一再 ̄ ̄-戸~ ̄戸一一一~f
Il--------《ステーション搬送ロボット】
1
イング ||
誘導イン 誘導加熱装通
ション ~ゴー翻露W’
wタコ乃虹 || 型冷却用
加熱装i置用 パイロステーション 給排水
Airパージ機
|面7露頭
114
誘導グラファイトからの放射熱により複合材を直接
加熱することでオーバーモールド品質が向上する 驚WI辻I鰯EI 川÷iiii:;LL 満 、1厘 ̄
型内誘導加熱とグラファイト放射加熱の 型潟應;ヨ11定熱砺対
同時加熱時間:39秒(20℃~200℃) :BWWm11繕製;
Timestep国
>
A TbyplB
0k浬。)目亟】 談ロセスiZ》,(り戦卜讃鯏驚卜 PrOo感溶M息iFit
[墜璽Bl鑑
hdfro4nPv1、rjw告Gf ターゲットグラファイI、加熱温度E蝋1W$鰹
複合材料部品の薄肉化 不備加熱不要で材料投入
〈1,mm厚)
ステ ステーション間での
し 軽量で高鋼性な複合部品
温度維持
部品取り出し 潟摩
ヒートステーシ言
I 没入 高加飾性亀高機能性 1分以内の鱗形サイクル
NI
KI
省エネルギー性 2時エ程削減の可能性
製品取り出し温度ゴ 1装置で2つの
多様噸形状に対応
Iiグラファイト誘鱒加熱 放射加熱中 グラファイト誘鰯加熱 金型同時運用
ロックツール株式会社 総闘い合憧 …」info@roCtooLjP
〒102-0074束京都千代田区九段南3-7-12九段玉川ビル4F
TELD3-6265-688gFAX:03-6265-6884 WE巨圏一、、’wwwroctooL加
ROI[;ibOL 2017.
噸》
』、
①」。》⑩」ロロF可』
Page4
肉
Ⅶ
錘
鷲 アルミニウムマグネシウム誘導加熱鍵錬術
「
I
巴
油温調成形V夢 スプレ≠腱諜議jiiI霧i、瀬騒鰯露iiロ熱1性能
型内の成形面裏に埋め込まれた熱電対とlRカメラを利用して、
スプレーによる冷却からの再加熱の状態を測定した。
TImestePs 油温調された金型と誘導加熱金型とその温度変化をグラフ化した。
。
PIIlllM]
●価
'-
OpgnIng
lnductionheatIng
j1二K ロswitchedon 11! lnductionheating
Oilheatinc EM
IED
瞳 鰯
灘
SF 1.M瞳3110m i壁ii 1回 I随1%鶏 山゛’ 『!
Exlr3Ctlol1 GICBinm 鱗
IRカメラ 温度分布測定
IdlOblIOpm
鐘; 【」 rT年誘導簿
パーへ 油 l識
SI1myIn9
0
/,  ̄ 言
。□
成形表面へのアクティブな加熱 誘導加熱のメリット 11噸1,
。
M
■ 曙
誘導加熱による連続加熱が ③サイクルタイム '1/
スプレーによる成形面の 、プロセスの再現性
OC V
低温化を防ぐ r ⑥金型へのストレス低減化
③クリーンなシステムの安全性 Oピ l V
l-0-=1,:
Ⅱ
.
ロ。
OIpgoso特600070cロ“10011□【工
TInlb⑪ 、蕊
ロックツール誘導システムは、成形面の温度回復にかかる時間を大幅に短縮した.
04mm簿凛〆叡鰯繭澱-議譲iii 繊来成形万涜醗聯騒誘蕊鰯熟成鯵
「田口 従来成形方法(油温調):250℃
AverageCWIetImG5Us
-FixedsideMoMeBvemgGnxe目Bidc
鱒鱸
馳ィ蕊侭
Partn.1Mo[dTelnp:230℃ iiIIWl W1,
90010501200135015001650iBOO
Time[s】
急サイクルの安定化にH寺間がかかる
⑨低い温度で女定(~170℃)
(
urE Partnc14MoIdTemp.:185℃聡③スプレーによる冷却からの再加熱効果が弱い
ROCTOOL(誘導カロ熱〕 :金型温度350℃
Ave「agecycIsIme5s臼
N田砲 ̄マコーで ̄
庁L(
一FixedSide・McbiIeGve畑口onxedsidB
蝿
頃 1
1
PartnG6MoldTemp:230℃ iWIi
I16DI
■
d
■■
轡 1000110012001300MOO1500160C
TimB<s)
がP
②高温度で安定、射出時温度の最適化350°C
HeatandcoollayoutwithRocTool3iTech Partno43MoldTemp.・230℃ ③安定した品質の高再現性
ロックツール株式会社 ‘籍問い膏瞳 info、roctooljp
〒102-0074束京都千代田区九段南3-7-12九段玉川ビル4F 8
WEB
TEL:03-6265-6889RAiX:03-6265-6884 www、roGtoolJp
魔odmt]。!_
20171
h鴬藝
■Ⅱ●1-4
l
母油匹弗 叩●、0-可
BI 00000000
! 00000h
97月】3197臼
33333222
尺》3197貝
22211l
(。.)。」三2口QEE
[。.|①』コー鞄』⑩二一』』筐
0 7
0 0
竺口賃三三口■毎込む』
1
111
の』。]、』の口行痘の』