



目的に応じて選べる精密スピンドルユニットSIGMAシリーズ
●精密スピンドルユニットSIGMAシリーズは目的に応じて選べる以下の種類があります。
・コレットチャック式切削用スピンドルユニット
・砥石フランジ式研削用スピンドルユニット
・砥石軸(クィル軸)交換式内径研削用スピンドルユニット
・コレットチャック式内径研削用スピンドルユニット
・スクロールチャック式切削用ワークスピンドルユニット
◆詳細はカタログをダウンロードしてご覧ください。
このカタログについて
| ドキュメント名 | 精密スピンドルユニット シグマシリーズ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.2Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社テクノナカニシ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ



このカタログの内容
Page1
精密スピンドルユニット シグマシリーズ
Page2
精密スピンドルユニット SIGMAシリーズ 製品特徴
●精密スピンドルユニットSIGMAシリーズは目的に応じて選べる以下の種類があります。
・ コレットチャック式切削用スピンドルユニット
・ 砥石フランジ式研削用スピンドルユニット
・ 砥石軸(クィル軸)交換式内径研削用スピンドルユニット
・ コレットチャック式内径研削用スピンドルユニット
・ スクロールチャック式切削用ワークスピンドルユニット
スピンドルユニットに使用するベアリングは、基本仕様では国産精密アンギュラーベアリングとなっております。
標準仕様以上の回転速度が必要な場合、ご相談をお願いいたします。
●錆対策として基本的にステンレス材を使用しております。軸はSUS-420J2を焼入れ研削仕上げし、筐体や構成部品は基本的に
ステンレス材を使用し、研削仕上げしています。
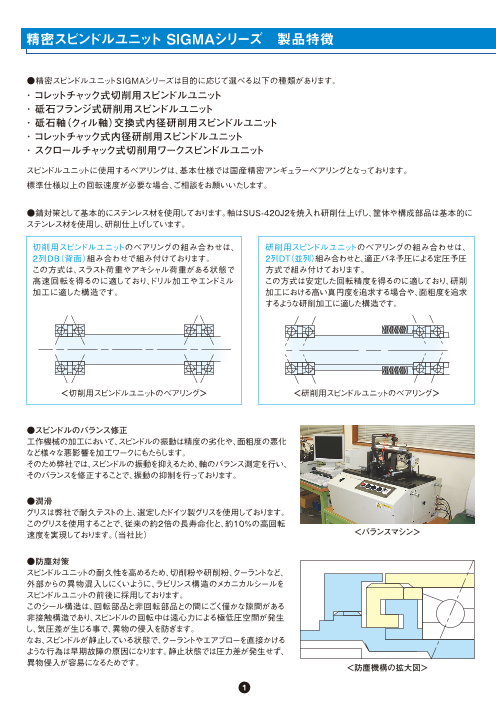
切削用スピンドルユニットのベアリングの組み合わせは、 研削用スピンドルユニットのベアリングの組み合わせは、
2列DB(背面)組み合わせで組み付けております。 2列DT(並列)組み合わせと、適正バネ予圧による定圧予圧
この方式は、スラスト荷重やアキシャル荷重がある状態で 方式で組み付けております。
高速回転を得るのに適しており、ドリル加工やエンドミル この方式は安定した回転精度を得るのに適しており、研削
加工に適した構造です。 加工における高い真円度を追求する場合や、面粗度を追求
するような研削加工に適した構造です。
<切削用スピンドルユニットのベアリング> <研削用スピンドルユニットのベアリング>
●スピンドルのバランス修正
工作機械の加工において、スピンドルの振動は精度の劣化や、面粗度の悪化
など様々な悪影響を加工ワークにもたらします。
そのため弊社では、スピンドルの振動を抑えるため、軸のバランス測定を行い、
そのバランスを修正することで、振動の抑制を行っております。
●潤滑
グリスは弊社で耐久テストの上、選定したドイツ製グリスを使用しております。
このグリスを使用することで、従来の約2倍の長寿命化と、約10%の高回転
速度を実現しております。(当社比) <バランスマシン>
●防塵対策
スピンドルユニットの耐久性を高めるため、切削粉や研削粉、クーラントなど、
外部からの異物混入しにくいように、ラビリンス構造のメカニカルシールを
スピンドルユニットの前後に採用しております。
このシール構造は、回転部品と非回転部品との間にごく僅かな隙間がある
非接触構造であり、スピンドルの回転中は遠心力による極低圧空間が発生
し、気圧差が生じる事で、異物の侵入を防ぎます。
なお、スピンドルが静止している状態で、クーラントやエアブローを直接かける
ような行為は早期故障の原因になります。静止状態では圧力差が発生せず、
異物侵入が容易になるためです。 <防塵機構の拡大図>
1
Page3
精密スピンドルユニット SIGMAシリーズ 製品特徴
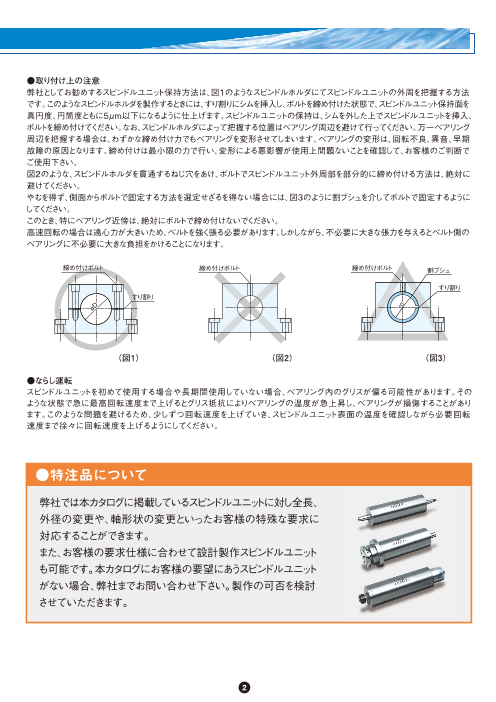
●取り付け上の注意
弊社としてお勧めするスピンドルユニット保持方法は、図1のようなスピンドルホルダにてスピンドルユニットの外周を把握する方法
です。このようなスピンドルホルダを製作するときには、すり割りにシムを挿入し、ボルトを締め付けた状態で、スピンドルユニット保持面を
真円度、円筒度ともに5μm以下になるように仕上げます。スピンドルユニットの保持は、シムを外した上でスピンドルユニットを挿入、
ボルトを締め付けてください。なお、スピンドルホルダによって把握する位置はベアリング周辺を避けて行ってください。万一ベアリング
周辺を把握する場合は、わずかな締め付け力でもベアリングを変形させてしまいます。ベアリングの変形は、回転不良、異音、早期
故障の原因となります。締め付けは最小限の力で行い、変形による悪影響が使用上問題ないことを確認して、お客様のご判断で
ご使用下さい。
図2のような、スピンドルホルダを貫通するねじ穴をあけ、ボルトでスピンドルユニット外周部を部分的に締め付ける方法は、絶対に
避けてください。
やむを得ず、側面からボルトで固定する方法を選定せざるを得ない場合には、図3のように割ブシュを介してボルトで固定するように
してください。
このとき、特にベアリング近傍は、絶対にボルトで締め付けないでください。
高速回転の場合は遠心力が大きいため、ベルトを強く張る必要があります。しかしながら、不必要に大きな張力を与えるとベルト側の
ベアリングに不必要に大きな負担をかけることになります。
締め付けボルト 締め付けボルト 締め付けボルト 割ブシュ
すり割り
すり割り
D øDø
(図1) (図2) (図3)
●ならし運転
スピンドルユニットを初めて使用する場合や長期間使用していない場合、ベアリング内のグリスが偏る可能性があります。その
ような状態で急に最高回転速度まで上げるとグリス抵抗によりベアリングの温度が急上昇し、ベアリングが損傷することがあり
ます。このような問題を避けるため、少しずつ回転速度を上げていき、スピンドルユニット表面の温度を確認しながら必要回転
速度まで徐々に回転速度を上げるようにしてください。
●特注品について
弊社では本カタログに掲載しているスピンドルユニットに対し全長、
外径の変更や、軸形状の変更といったお客様の特殊な要求に
対応することができます。
また、お客様の要求仕様に合わせて設計製作スピンドルユニット
も可能です。本カタログにお客様の要望にあうスピンドルユニット
がない場合、弊社までお問い合わせ下さい。製作の可否を検討
させていただきます。
2
Page4
3
SCCシリーズ 極細コレットチャック式切削用スピンドルユニット
【特徴】 小型専用機への搭載を目的に設計した極細の精密スピンドルユニットです。
コレットチャックにドリルやエンドミルなど切削工具や、軸付き砥石を把握して切削加工や研削加工するためのスピンドルユニットです。
高精度アンギュラーベアリングを2列DB(背面)組み合わせて使用しており、小径でありながらスラスト荷重やアキシアル荷重の存在下での加工にも使用できます。
コレットチャックはREGO社製を使用します。コレットチャックは付属しておりませんので、別途ご注文ください。コレットチャックの型番は、次のようにご指示ください。
(例)ER8タイプコレットチャックの把握径φ3の場合 → ER8-3.0
Dカット
L1 L Lp
標準付属品:チャックナット・スパナ
最高回転速度 チャック取付 REGO製コレットチャック型 番 テーパ面 øD L øD1 L1 øDp Lp ベアリング 価 格
min-1 ※1 静的振れ精度(mm) 型番 把握径
SCC020080 45,000 0.001 20 80 12 16.3 5 15 ER 8 0.5-5.0 706C ¥90,000
SCC023080 40,000 0.001 23 80 12 16.3 6 18 ER 8 0.5-5.0 707C ¥94,000
SCC025100 32,500 0.001 25 100 19 19 8 24 ER11 0.5-7.0 7900C ¥104,000
SCC030100 30 100 ¥114,000
29,000 0.001 19 19 10 25 ER11 0.5-7.0 7901C
SCC030120 30 120 ¥120,000
※1 使用する工具やプーリ、及びベルトのテンションなど、外部からの要因により影響します。
NR-303P プーリスピンドルユニット
(50)工具入れ込み長さ 標準付属品:チャックナット・スパナ
(82.8) 13.5
R3 型 番 最高回転速度
チャック取付 ナカニシ製 コレットチャック
テーパ面 価 格
min-1 ※1 静的振れ精度(mm) 型番 把握径
NR-303P 30,000 0.002 CHK 0.5-6.0 ¥60,000
<オプション> ※1 使用する工具やプーリ、及びベルトのテンションなど、
22 30 ・ メタルソー専用軸(ナカニシ製 KCH-03): 内径φ6.0 x 外径φ30mm用 外部からの要因により影響します。
クランプ推奨範囲 ・ 砥石軸(ナカニシ製 AGM-03): 内径φ5.0mm 砥石用
(16.9) 76.6 (19.7) ・ 砥石フランジ(ナカニシ製 EGF-19): φ19.05 x φ40 x 7mm 砥石用
ø22.8 0-0.01
øD1
ø15.9
ø25
øøDD
øDp
Page5
4
SCCシリーズ コレットチャック式切削用スピンドルユニット
【特徴】 ドリルやエンドミルなど切削工具をコレットチャックで把握して使用するためのスピンドルユニットです。
高精度アンギュラーベアリングを2列DB(背面)組み合わせて使用しており、ドリル加工やエンドミル加工などのスラスト荷重やアキシアル荷重の存在下での加工に向く構造です。
コレットチャックはREGO社製を使用します。コレットチャックは付属しておりませんので、別途ご注文ください。コレットチャックの型番は、次のようにご指示ください。
(例)ER11タイプコレットチャックの把握径φ3の場合 → ER11-3.0
キー溝
Lp1
L1 L Lp
標準付属品:チャックナット・スパナ
最高回転速度 チャック取付 REGO製コレットチャック ベアリング型 番 テーパ面 øD L øD1 L1 øDp Lp Lp1 価 格
min-1※1 静的振れ精度(mm) 型番 把握径 チャック側 プーリ側
SCC040120 40 120 ¥174,000
29,500 0.001 28 28.3 12 25 1 ER16 0.5-10 7903C 7902C
SCC040160 40 160 ¥184,000
SCC050160 50 160 ¥222,000
20,500 0.001 34 30.7 15 31 1 ER20 1.0-13 7905C 7904C
SCC050200 50 200 ¥234,000
SCC060160 60 160 ¥252,000
18,000 0.001 42 31.7 16 33 1 ER25 1.0-16 7906C 7905C
SCC060200 60 200 ¥265,000
SCC070200 70 200 ¥324,000
15,500 0.001 42 31.7 20 41 1 ER25 1.0-16 7907C 7906C
SCC070250 70 250 ¥341,000
SCC080200 80 200 ¥384,000
13,000 0.001 50 44.7 25 51 1 ER32 2.0-20 7008C 7007C
SCC080250 80 250 ¥403,000
SCC090200 90 200 ¥468,000
11,500 0.001 63 51.7 32 65 1 ER40 2.0-20 7009C 7008C
SCC090250 90 250 ¥492,000
SCC100250 10,500 0.001 100 250 63 51.7 35 71 1 ER40 2.0-20 7010C 7009C ¥540,000
SCC110300 9,500 0.001 110 300 78 69.1 40 81 1 ER50 3.0-26 7011C 7010C ¥624,000
SCC120300 9,000 0.001 120 300 78 69.1 45 91 1 ER50 4.0-34 7012C 7011C ¥756,000
※1 使用する工具やプーリ、及びベルトのテンションなど、外部からの要因により影響します。
øD1
øøDD
øDp
Page6
5
SGSシリーズ 砥石フランジ式研削用スピンドルユニット
【特徴】 外径研削や平面研削、比較的径の大きい内径研削に使用するためのスピンドルユニットです。
高精度アンギュラーベアリングを2列DT(並列)組み合わせて使用しており、バネによる適正予圧を与えることで、安定した高速回転を可能にしました。
適正砥石周速度になるようにモータの回転速度やプーリサイズを調整してご使用ください。
プーリ軸側は、ストレート軸の製作も可能です。ストレート軸が必要な場合はお問い合わせください。
テーパ
L2 Lp1
L1 L Lp
標準付属品: プーリ
型 番 最高回転速度
フランジ取付面 外径研削用
静的振れ精度 øD L øD1 L1 L2 テーパ øDp Lp Lp1 内径研削用 平面研削用 ベアリング 価 格
min-1 ※3 (mm) 砥石フランジ 砥石フランジ
SGS050160 50 160 ¥203,000
15,000 0.002 13.5 28 2 1/5 48 41 6 SGF050A SGF050B 7905C
SGS050200 50 200 ¥214,000
SGS060160 60 160 ¥223,000
13,000 0.002 15.5 33 2 1/8 54 51 6 SGF060A SGF060B 7906C
SGS060200 60 200 ¥235,000
SGS070200 70 200 ¥288,000
12,000 0.002 23.5 47 3 1/8 63 62 7 SGF070A SGF070B 7006C
SGS070250 70 250 ¥302,000
SGS080200 80 200 ¥354,000
10,500 0.003 27.5 55 3 1/8 72 87 7 SGF080A SGF080B 7007C
SGS080250 80 250 ¥372,000
SGS090200 90 200 ¥444,000
9,500 0.003 32 62 5 1/8 72 87 7 SGF090A SGF090B 7008C
SGS090250 90 250 ¥467,000
SGS100250 8,500 0.003 100 250 37 65 8 1/5 80 113 8 SGF100A SGF100B 7009C ¥480,000
SGS110300 7,500 0.003 110 300 47 67 10 1/4 80 113 8 SGF110A SGF110B 7010C ¥594,000
※1 回転方向は、プーリ側から見て、左回転(反時計方向)が標準仕様となります。右回転(時計方向)も製作致します。詳しくはお問い合わせ下さい。
※2 砥石周辺の寸法はフランジの頁を参照のこと
※3 使用する砥石やベルトのテンションなど、外部からの要因により影響します。
øD1
øøDD
øDp
Page7
6
SGSシリーズ 内径研削用フランジ SGSシリーズ 外径研削用フランジ
バランスウェイト
バランスウェイト
K
K
Lg
L1
Lg
L1
型 番 L1 Lg øD1 øD2 G1 G2 K 価 格 型 番 L1 Lg øD1 øD2 G1 G2 K 価 格
(MAX) (MAX)
SGF050A 36 13 19.05 49 M18 x 1.5 M13 x 1 M5 ¥52,500 SGF050B 36 13 19.05 59 M18 x 1.5 M13 x 1 M5 ¥56,500
SGF060A 47 19 31.75 59 M30 x 1.5 M20 x 1.5 M6 ¥56,500 SGF060B 47 19 31.75 68 M30 x 1.5 M20 x 1.5 M6 ¥60,000
SGF070A 60 25 38.1 69 M38 x 1.5 M26 x 1.5 M10 ¥62,500 SGF070B 60 25 38.1 89 M38 x 1.5 M26 x 1.5 M10 ¥68,500
SGF080A 73 32 50.8 79 M50 x 2.0 M30 x 1.5 M12 ¥68,500 SGF080B 73 32 50.8 115 M50 x 2.0 M40 x 1.5 M12 ¥73,500
SGF090A 83 38 50.8 89 M50 x 2.0 M38 x 1.5 M12 ¥72,000 SGF090B 83 38 50.8 129 M50 x 2.0 M40 x 1.5 M12 ¥77,000
SGF100A 84 38 50.8 98 M50 x 2.0 M38 x 1.5 M12 ¥81,500 SGF100B 84 38 50.8 139 M50 x 2.0 M40 x 1.5 M12 ¥84,000
SGF110A 87 38 76.2 108 M75 x 2.0 M60 x 1.5 M12 ¥87,500 SGF110B 87 38 76.2 159 M75 x 2.0 M60 x 1.5 M12 ¥91,000
øD2
G1
G2
øD1
øD2
G1
G2
øD1
Page8
7
SGEシリーズ 砥石軸( クィル軸)交換式内径研削用スピンドルユニット
【特徴】 軸無し砥石を交換式の砥石軸に装着して内径研削するためのスピンドルユニットです。
高精度アンギュラーベアリングを2列DT(並列)組み合わせて使用しており、バネによる適正予圧を与えることで、安定した高速回転を可能にしました。
プーリ軸側は、ストレート軸の製作も可能です。ストレート軸が必要な場合はお問い合わせ下さい。
L2
Lp1
M
L1 L Lp
標準付属品:プーリ・スパナ
型 番 最高回転速度
クィル軸取付面
静的振れ精度 øD L øD1 øD2 L1 L2 M øDp Lp Lp1 ベアリング 価 格
min-1 ※1 (mm)
SGE040120 40 120 ¥194,000
44,500 0.001 15 6 9 9 M5x0.8 20 27 3 7901C
SGE040160 40 160 ¥204,000
SGE050160 50 160 ¥248,000
37,500 0.001 19 8 9.5 12 M6x1 25 33 3 7902C
SGE050200 50 200 ¥260,000
SGE060160 60 160 ¥280,000
34,500 0.001 22 10 9.5 15 M8x1.25 32 39 4 7903C
SGE060200 60 200 ¥295,000
SGE070200 70 200 ¥363,000
24,000 0.001 30 12 10 18 M10x1.5 40 49 4 7905C
SGE070250 70 250 ¥381,000
SGE080200 80 200 ¥431,000
21,000 0.001 35 16 18 24 M12x1.75 45 60 5 7906C
SGE080250 80 250 ¥454,000
SGE090200 90 200 ¥535,000
16,500 0.001 41 20 20 30 M16x2 60 85 5 7007C
SGE090250 90 250 ¥563,000
SGE100250 15,000 0.001 100 250 47 20 22 30 M16x2 60 85 5 7008C ¥619,000
SGE110300 13,500 0.001 110 300 53 25 24 37.5 M20x2.5 72 111 6 7009C ¥715,000
※1 装着するクィル軸や使用する砥石、及びベルトのテンションなど、外部からの要因により影響します。
øD1
øD2
øøDD
øDp
Page9
8
SGEシリーズ スピンドルユニット用 砥石軸(クィル軸)
【特徴】 SGEスピンドルユニット用砥石軸(クィル軸)は基本的には本図を参考にしてユーザ様にて製作してください。
弊社にご依頼いただければ特注製作をすることも可能です。その場合、寸法d3, d4, ℓ3, ℓ4, g3(又はd3, ℓ3, g4)をご指示の上、お問い合わせください。
なお、弊社で製作する砥石軸は、基本的にSKS材で製作し、焼き入れ後、研削仕上げを行います。
ℓ3 ℓ2 ℓ1 g2
G
ℓ4 G ℓ3
G
S
対象スピンドルユニット
型 番 d1 d2 g1 g2 ℓ 1 ℓ 2 S
主部外径 5 6 8 10 12 14 16 18 21 24 29
d3
SGE040□□□ 15 6 M5 x 0.8 8 8 5 13 最大長さ 25 30 35 40 50 60 65 70 80 90 100
SGE050□□□ 19 8 M6 x 1 10 10 5 14 ℓ 3
SGE060□□□ 21 10 M8 x 1.25 11 13 6 17 ※ この寸法はあくまでも目安です
SGE070□□□ 30 12 M10 x 1.5 14 15 7 24
SGE080□□□ 35 16 M12 x 1.75 18 21 7 30
SGE090□□□ 41 20 M16 x 2.0 18 27 8 36
SGE100□□□ 47 20 M16 x 2.0 18 27 8 41
SGE110□□□ 53 25 M20 x 2.5 20 33 9 46
g3
d4
d3
g1
d2
d1
g4
d3
Page10
9
SGCシリーズ コレットチャック式内径研削用スピンドルユニット
【特徴】 軸付き砥石をコレットチャックで把握して内径研削をするためのスピンドルユニットです。
高精度アンギュラーベアリングを2列DT(並列)組み合わせて使用しており、バネによる適正予圧を与えることで、安定した高速回転を可能にしました。
プーリ軸側は、ストレート軸の製作も可能です。ストレート軸が必要な場合はお問い合わせください。
コレットチャックはREGO社製を使用します。コレットチャックは付属しておりませんので、別途ご注文ください。コレットチャックの型番は、次のようにご指示ください。
(例)ER11タイプコレットチャックの把握径φ3の場合 → ER11-3.0
Lp1
L1 L Lp
標準付属品:プーリ・チャックナット・スパナ
最高回転速度 チャック取付 REGO製コレットチャック型 番 テーパ面 øD L øD1 L1 øDp Lp Lp1 ベアリング 価 格
min-1 ※1 静的振れ精度(mm) 型番 把握径
SGC030100 30 100 ¥131,000
50,500 0.001 16 19.8 16 23 3 ER11 0.5-7.0 7900C
SGC030120 30 120 ¥139,000
SGC040120 40 120 ¥200,000
44,500 0.001 19 21.1 20 27 3 ER11 0.5-7.0 7901C
SGC040160 40 160 ¥210,000
SGC050160 50 160 ¥256,000
37,500 0.001 22 28.3 25 33 3 ER16 0.5-10 7902C
SGC050200 50 200 ¥270,000
SGC060160 60 160 ¥289,000
34,500 0.001 28 28.3 32 39 4 ER16 0.5-10 7903C
SGC060200 60 200 ¥304,000
SGC070200 70 200 ¥371,000
24,000 0.001 34 30.7 40 49 4 ER20 1.0-13 7905C
SGC070250 70 250 ¥390,000
SGC080200 80 200 ¥440,000
21,000 0.001 42 31.7 45 60 5 ER25 1.0-16 7906C
SGC080250 80 250 ¥463,000
※1 使用する軸付き砥石やベルトのテンションなど、外部からの要因により影響します。
øD1
øøDD
øDp
Page11
10
※1 使用する軸付き砥石やベルトのテンションなど、外部からの要因により影響します。
SCFシリーズ スクロールチャック式切削用ワークスピンドルユニット
【特徴】 精密・高速・軽切削加工の旋盤機に使用するワーク主軸スピンドルユニットです。
高精度アンギュラーベアリングを2列DB(背面)組み合わせて使用しており、切削加工時にかかるスラスト荷重やアキシアル荷重の存在下での加工に向く構造です。
把握側にはスクロールチャックを装着できるフランジがつきます。
ご発注時にご指定いただくスクロールチャックに合わせてフランジを製作いたします。
ødf
Lf
キー溝
Lp1
L1 L Lp
Lf1
最高回転速度 チャック取付端面 ベアリング型 番 振れ精度 øD L øDf Lf Lf1 ødf PCD øD1 L1 øDp Lp Lp1 価 格min-1※2 (mm) チャック側 プーリ側
SCF080250 80 250 ¥510,000
13,000 0.001 118 45 20 6 x M8ザグリ穴 100 40 5 25 51 1 7008C 7007C
SCF080300 80 300 ¥536,000
SCF090250 90 250 ¥598,000
11,500 0.001 128 45 20 6 x M8ザグリ穴 110 43 5 32 65 1 7009C 7008C
SCF090300 90 300 ¥628,000
SCF100300 10,500 0.001 100 300 138 50 25 6 x M10ザグリ穴 120 46 5 35 71 1 7010C 7009C ¥702,000
SCF110300 9,500 0.001 110 300 148 50 25 6 x M10ザグリ穴 130 50 5 40 81 1 7011C 7010C ¥814,000
SCF120300 9,000 0.001 120 300 168 55 30 6 x M12ザグリ穴 145 64 5 45 91 1 7012C 7011C ¥982,000
※1 砥石周辺の寸法はフランジの頁を参照のこと
※2 装着するチャックやプーリ、及びベルトのテンションなど、外部からの要因により影響します。
øøDD11
PPCCDD
øDf
øøDD
øDp
Page12
スピンドル生産設備の一部 精密スピンドルユニット シグマシリーズ
弊社では、より高精度のスピンドルユニットを製作するため、日々研鑚しております。日々のアイデアから独自のこだわりを加えた
専用機を自社にて開発・製作し使用しております。
センタ穴研削機(自社製作)
スピンドル仕上げ加工時に基準になる
センタ穴を研削加工することで、研削面や
ネジ研削面の真円度、円筒度、同軸度の
向上を図っています。
円筒研削盤
高剛性、高精度で定評あるTOYODA
(現在JTEKT)製汎用外径研削盤、
GOP32X500を使用しています。
砥石軸は静圧動圧を組み合わせた
ハイブリッドタイプの軸受けで、高剛性・
高減衰を実現。
スピンドルの高精度仕上げに貢献して
います。
▲ネジ研削盤(自社製作)
ベアリング内輪を締め付けるネジ部とベアリング嵌め合い面の
同軸度を上げることで、ベアリング締め付けネジがスピンドルを
ゆがめてしまうことを最小限に抑制します。
▲スピンドルハウジング仕上げ加工機(自社製作)
スピンドルハウジングのベアリング嵌め合い面の研削と、
ベアリング締め付けのためのネジ切削を一行程で仕上げます。
これにより、ベアリング嵌め合い面とネジ部の同軸度が限りなく
ゼロに近づきます。さらに、ドイツ製のチャックと、高精度振れ
▲真円度測定器 止め装置を組み合わせることで、チャック部近傍と、振れ止め
定期的に研削ワークに対し、真円度や同軸度の評価を行い、社内研削技術の向上を図って 装置近傍の二カ所で振れ精度を抑えることができ、二行程に
います。 分かれる前後ベアリング嵌め合い面の同軸度向上を図っています。
15.00.00.