


磨きレス・鏡面加工を機上で実現するPCDエンドミルシリーズ、調質鋼~焼入れ鋼の長時間仕上げ加工に最適なcBNエンドミルシリーズのご紹介。PR動画にて加工事例も是非ご覧ください。
関連メディア
このカタログについて
| ドキュメント名 | 【注目度NO.1】磨きレス・鏡面加工/高硬度材の長時間仕上げ加工【PCD・cBNエンドミルシリーズ】 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.7Mb |
| 取り扱い企業 | 日進工具株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
本社・東京営業所
〒140-0014 東京都品川区大井 1-28-1 住友不動産大井町駅前ビル 6F
TEL. 03-3774-2459 FAX. 03-3774-2460
仙台営業所
TEL. 022-341-5528 FAX. 022-341-5529
長野営業所
TEL. 0268-28-5720 FAX. 0268-28-5717
名古屋営業所
TEL. 052-414-6110 FAX. 052-414-6120
大阪営業所
TEL. 06-6534-4621 FAX. 06-6534-4530
福岡営業所
TEL. 092-260-8550 FAX. 092-481-3378
111-16-22 表紙 1-4 4C CMYK
Page2
PCDエンドミルシリーズ PCD End Mill Series PCDRB
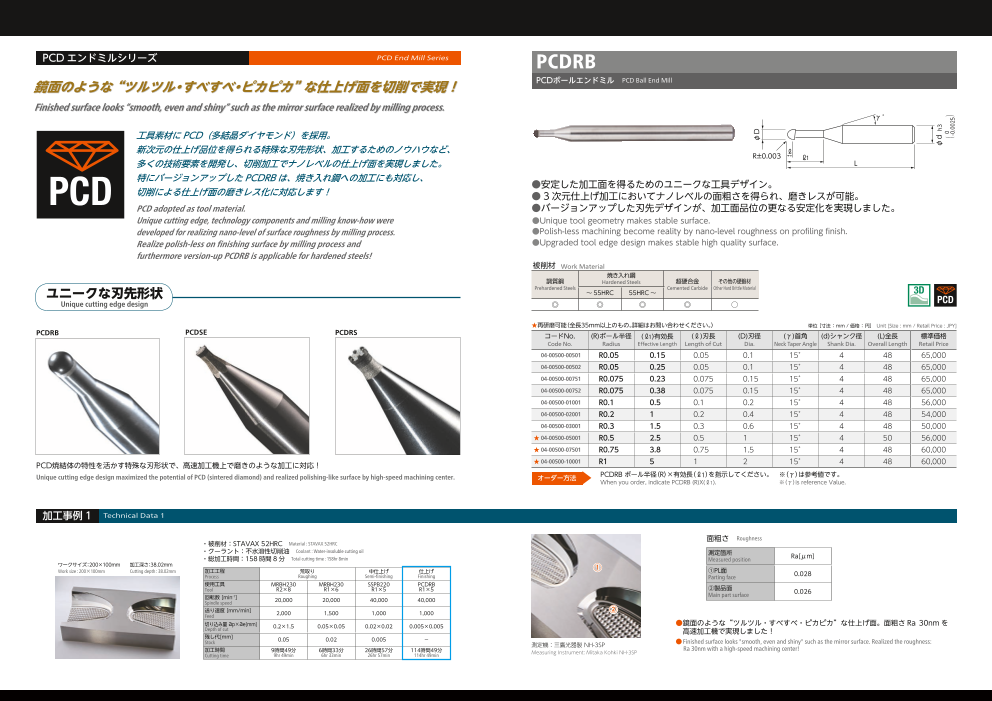
鏡面のような“ ツルツル・すべすべ・ピカピカ” な仕上げ面を切削で実現! PCDボールエンドミル PCD Ball End Mill
Finished surface looks “smooth, even and shiny” such as the mirror surface realized by milling process.
γ°
工具素材に PCD(多結晶ダイヤモンド)を採用。
新次元の仕上げ品位を得られる特殊な刃先形状、加工するためのノウハウなど、 ℓ
R±0.003
多くの技術要素を開発し、切削加工でナノレベルの仕上げ面を実現しました。 ℓ1 L
特にバージョンアップした PCDRBは、焼き入れ鋼への加工にも対応し、 ●安定した加工面を得るためのユニークな工具デザイン。
切削による仕上げ面の磨きレス化に対応します! ● 3 次元仕上げ加工においてナノレベルの面粗さを得られ、磨きレスが可能。
PCD adopted as tool material. ●バージョンアップした刃先デザインが、加工面品位の更なる安定化を実現しました。
Unique cutting edge, technology components and milling know-how were ●Unique tool geometry makes stable surface.
developed for realizing nano-level of surface roughness by milling process. ●Polish-less machining become reality by nano-level roughness on profiling finish.
Realize polish-less on finishing surface by milling process and ●Upgraded tool edge design makes stable high quality surface.
furthermore version-up PCDRB is applicable for hardened steels!
被削材 Work Material
焼き入れ鋼
調質鋼 Hardened Steels 超硬合金 その他の硬脆材
ユニークな刃先形状 Prehardened Steels Cemented Carbide Other Hard Brittle Material〜 55HRC 55HRC 〜
Unique cutting edge design ◎ ◎ ◎ ◎ ○
★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY]
PCDRB PCDSE PCDRS コードNo. (R)ボール半径 (ℓ1)有効長 (ℓ)刃長 (D)刃径 (γ)首角 (d)シャンク径 (L)全長 標準価格
Code No. Radius Effective Length Length of Cut Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
04-00500-00501 R0.05 0.15 0.05 0.1 15゜ 4 48 65,000
04-00500-00502 R0.05 0.25 0.05 0.1 15゜ 4 48 65,000
04-00500-00751 R0.075 0.23 0.075 0.15 15゜ 4 48 65,000
04-00500-00752 R0.075 0.38 0.075 0.15 15゜ 4 48 65,000
04-00500-01001 R0.1 0.5 0.1 0.2 15゜ 4 48 56,000
04-00500-02001 R0.2 1 0.2 0.4 15゜ 4 48 54,000
04-00500-03001 R0.3 1.5 0.3 0.6 15゜ 4 48 50,000
★ 04-00500-05001 R0.5 2.5 0.5 1 15゜ 4 50 56,000
★ 04-00500-07501 R0.75 3.8 0.75 1.5 15゜ 4 48 60,000
PCD焼結体の特性を活かす特殊な刃形状で、高速加工機上で磨きのような加工に対応! ★ 04-00500-10001 R1 5 1 2 15゜ 4 48 60,000
Unique cutting edge design maximized the potential of PCD (sintered diamond) and realized polishing-like surface by high-speed machining center. オーダー方法 PCDRB ボール半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。When you order, indicate PCDRB (R)X(ℓ1). ※(γ)is reference Value.
加工事例 1 Technical Data 1
面粗さ Roughness
・被削材:STAVAX 52HRC Material : STAVAX 52HRC
・クーラント:不水溶性切削油 Coolant : Water-insoluble cutting oil 測定箇所
・総加工時間:158 時間 8 分 Total cutting time : 158hr 8min Measured position Ra[μm]
ワークサイズ:200×100mm 加工深さ:38.02mm
Work size : 200×100mm Cutting depth : 38.02mm 加工工程 荒取り 中仕上げ 仕上げ ① ①PL面
Process Roughing Semi-finishing Finishing Parting face 0.028
使用工具 MRBH230 MRBH230 SSPB220 PCDRB
Tool R2×8 R1×6 R1×5 R1×5 ②製品面
回転数 [min-1] Main part surface
0.026
Spindle speed 20,000 20,000 40,000 40,000
送り速度 [mm/min] ②
Feed 2,000 1,500 1,000 1,000
切り込み量 ap×ae[mm] 0.2×1.5 0.05×0.05 0.02×0.02 0.005×0.005 ● 鏡面のような“ツルツル・すべすべ・ピカピカ”な仕上げ面。面粗さ Ra 30nm を Depth of cut 高速加工機で実現しました!
残し代[mm]
Stock 0.05 0.02 0.005 − 測定機:三鷹光器製 NH-3SP ●Finished surface looks "smooth, even and shiny" such as the mirror surface. Realized the roughness:
加工時間 9時間49分 6時間33分 26時間57分 114時間49分
9hr 49min 6hr 33min 26hr 57min 114hr 49min Measuring Instrument: Mitaka Kohki NH-3SP
Ra 30nm with a high-speed machining center!
Cutting time
φD
φd h3
( 0-0.0025)
Page3
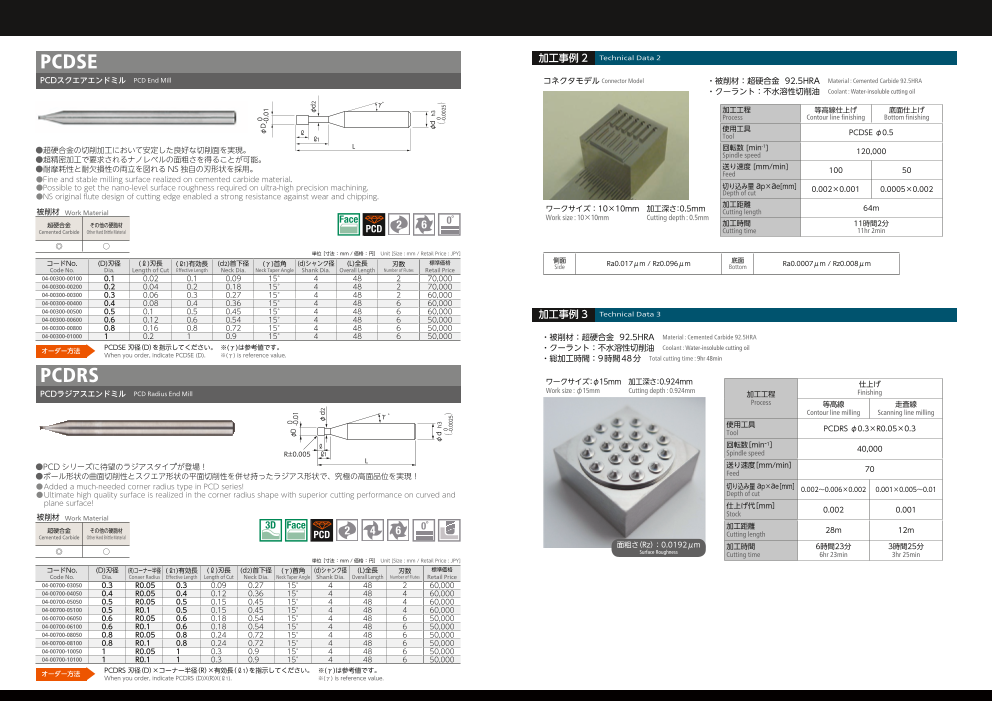
PCDSE 加工事例 2 Technical Data 2
PCDスクエアエンドミル PCD End Mill コネクタモデル Connector Model ・被削材:超硬合金 92.5HRA Material : Cemented Carbide 92.5HRA
・クーラント:不水溶性切削油 Coolant : Water-insoluble cutting oil
γ°
加工工程 等高線仕上げ 底面仕上げ
Process Contour line finishing Bottom finishing
ℓ 使用工具Tool PCDSE φ0.5ℓ1
●超硬合金の切削加工において安定した良好な切削面を実現。 L 回転数 [min-1] 120,000
●超精密加工で要求されるナノレベルの面粗さを得ることが可能。 Spindle speed
●耐摩耗性と耐欠損性の両立を図れる NS 独自の刃形状を採用。 送り速度 [mm/min]
Feed 100 50
●Fine and stable milling surface realized on cemented carbide material.
●Possible to get the nano-level surface roughness required on ultra-high precision machining. 切り込み量 ap×ae[mm] 0.002×0.001 0.0005×0.002
●NS original flute design of cutting edge enabled a strong resistance against wear and chipping. Depth of cut
被削材 Work Material ワークサイズ:10×10mm 加工深さ:0.5mm
加工距離
Cutting length 64m
Work size : 10×10mm Cutting depth : 0.5mm
超硬合金 その他の硬脆材 加工時間 11時間2分
Cemented Carbide Other Hard Brittle Material Cutting time 11hr 2min
◎ ○
単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY]
コードNo. (D)刃径 (ℓ)刃長 (ℓ1)有効長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 刃数 標準価格 側面 Ra0.017μm / Rz0.096μm 底面 Ra0.0007μm / Rz0.008μm
Code No. Dia. Length of Cut Effective Length Neck Dia. Neck Taper Angle Shank Dia. Overall Length Number of Flutes Retail Price Side Bottom
04-00300-00100 0.1 0.02 0.1 0.09 15° 4 48 2 70,000
04-00300-00200 0.2 0.04 0.2 0.18 15° 4 48 2 70,000
04-00300-00300 0.3 0.06 0.3 0.27 15° 4 48 2 60,000
04-00300-00400 0.4 0.08 0.4 0.36 15° 4 48 6 60,000
04-00300-00500 0.5 0.1 0.5 0.45 15° 4 48 6 60,000 加工事例 3 Technical Data 3
04-00300-00600 0.6 0.12 0.6 0.54 15° 4 48 6 50,000
04-00300-00800 0.8 0.16 0.8 0.72 15° 4 48 6 50,000
04-00300-01000 1 0.2 1 0.9 15° 4 48 6 50,000 ・被削材:超硬合金 92.5HRA Material : Cemented Carbide 92.5HRA
オーダー方法 PCDSE 刃径(D)を指示してください。 ※(γ)は参考値です。 ・クーラント:不水溶性切削油 Coolant : Water-insoluble cutting oilWhen you order, indicate PCDSE (D). ※(γ) is reference value. ・総加工時間:9時間48分 Total cutting time : 9hr 48min
PCDRS ワークサイズ:φ15mm 加工深さ:0.924mm 仕上げ
PCDラジアスエンドミル PCD Radius End Mill Work size : φ15mm Cutting depth : 0.924mm 加工工程 Finishing
Process 等高線 走査線
γ° Contour line milling Scanning line milling
使用工具
Tool PCDRS φ0.3×R0.05×0.3
ℓ 回転数[min-1]
Spindle speed 40,000R±0.005 ℓ1
L
●PCD シリーズに待望のラジアスタイプが登場! 送り速度[mm/min] 70
●ボール形状の曲面切削性とスクエア形状の平面切削性を併せ持ったラジアス形状で、究極の高面品位を実現! Feed
●Added a much-needed corner radius type in PCD series! 切り込み量 ap×ae[mm] 0.002〜0.006×0.002 0.001×0.005〜0.01
●Ultimate high quality surface is realized in the corner radius shape with superior cutting performance on curved and Depth of cut
plane surface! 仕上げ代[mm] 0.002 0.001
被削材 StockWork Material
超硬合金 その他の硬脆材 加工距離
Cemented Carbide Other Hard Brittle Material Cutting length
28m 12m
面粗さ(Rz):0.0192μm
◎ ○ 加工時間 6時間23分 3時間25分Surface Roughness Cutting time 6hr 23min 3hr 25min
単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY]
コードNo. (D)刃径 (R)コーナー半径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 刃数 標準価格
Code No. Dia. Conaer Radius Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Number of Flutes Retail Price
04-00700-03050 0.3 R0.05 0.3 0.09 0.27 15° 4 48 2 60,000
04-00700-04050 0.4 R0.05 0.4 0.12 0.36 15° 4 48 4 60,000
04-00700-05050 0.5 R0.05 0.5 0.15 0.45 15° 4 48 4 60,000
04-00700-05100 0.5 R0.1 0.5 0.15 0.45 15° 4 48 4 60,000
04-00700-06050 0.6 R0.05 0.6 0.18 0.54 15° 4 48 6 50,000
04-00700-06100 0.6 R0.1 0.6 0.18 0.54 15° 4 48 6 50,000
04-00700-08050 0.8 R0.05 0.8 0.24 0.72 15° 4 48 6 50,000
04-00700-08100 0.8 R0.1 0.8 0.24 0.72 15° 4 48 6 50,000
04-00700-10050 1 R0.05 1 0.3 0.9 15° 4 48 6 50,000
04-00700-10100 1 R0.1 1 0.3 0.9 15° 4 48 6 50,000
オーダー方法 PCDRS 刃径(D)×コーナー半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。When you order, indicate PCDRS (D)X(R)X(ℓ1). ※(γ) is reference value.
φD 0-0.01
φd2
φd2
φd h3
φd h3 ( 0
( 0
-0.0025)
-0.0025)
Page4
PCDRB PCDRS
切削条件参考表 Recommended Milling Conditions 切削条件参考表 Recommended Milling Conditions
被削材 調質鋼・焼き入れ鋼・ハイス 被削材 超硬合金Prehardened Steels・Hardened Steels・High Speed Tool Steels 超硬合金 Work Material Cemented Carbide
Work Material (〜68HRC) Cemented Carbide
(R)コーナー半径 (ℓ1)有効長 回転数 送り速度 仕上げ切り込み量
回転数 送り速度 取り代 切り込み量 回転数 送り速度 取り代 切り込み量 (D)刃径 Spindle Speed Feed Depth of Cut for FinishDia. Corner Effective Rサイズ 有効長 Spindle Speed Feed Stock Depth of Cut Spindle Speed Feed Stock Depth of Cut Radius Length min-1 mm/min ap mm ae mm
Radius Effective Length
min-1 mm/min mm ap mm ae mm min-1 mm/min mm ap mm ae mm 0.3 R0.05 0.3 50,000 50 0.001 0.005
0.15 40,000 50 0.001 0.001 0.001 40,000 50 0.001 0.001 0.001
0.05 0.4 R0.05 0.4 50,000 100 0.001 0.01
0.25 40,000 25 0.001 0.001 0.001 40,000 25 0.001 0.001 0.001 R0.05 0.5 50,000 100 0.001 0.01
0.23 40,000 100 0.001 0.001 0.001 40,000 100 0.001 0.001 0.001 0.5
0.075 R0.1 0.5 50,000 150 0.001 0.015
0.38 40,000 50 0.001 0.001 0.001 40,000 50 0.001 0.001 0.001 R0.05 0.6 50,000 100 0.001 0.01
0.1 0.5 40,000 100 0.001 0.001 0.001 40,000 100 0.001 0.001 0.001 0.6 R0.1 0.6 50,000 150 0.001 0.015
0.2 1 40,000 200 0.002 0.002 0.002 40,000 150 0.002 0.001 0.002 R0.05 0.8 50,000 150 0.001 0.015
0.3 1.5 40,000 400 0.003 0.003 0.003 40,000 200 0.002 0.002 0.002 0.8 R0.1 0.8 50,000 200 0.001 0.03
0.5 2.5 40,000 500 0.005 0.005 0.005 40,000 300 0.003 0.003 0.003 R0.05 1 50,000 150 0.001 0.015
0.75 3.8 40,000 600 0.005 0.005 0.005 40,000 400 0.004 0.004 0.004 1 R0.1 1 50,000 200 0.001 0.03
1 5 40,000 800 0.005 0.005 0.005 40,000 500 0.005 0.005 0.005 ※工 具の欠損や折損、加工精度の低下に繋がるため、工具の回転振れ量を最小に抑えてください。
※ 切り込み量の ap は軸方向の切り込み量、ae は半径方向の切り込み量を示します。 ※ 切込み量 ap が極小のため、加工前に主軸の伸縮量や機械の特性を把握してから加工することを
※ 切り込み量は最大値になります。機械剛性や主軸剛性、要求精度などに合わせて調整してください。 お奨めします。
※ 仕上げ代が加工面に対して均一になるよう、前加工(中仕上げ)時にご注意ください。 備 考 ※不 水溶性切削油をお奨めします。
※ 加工中の潤滑性、排出性が低下しないよう、クーラントが加工点まで到達するように注意してください。 Notes
※ コーナー部、溝加工など、負荷が高くなる加工箇所では、特に条件設定やツールパスに注意してください。 ※ Minimal tool runout is required to avoid the tool breakage and to increase the work accuracy.※ Due to infinitesimal Depth of Cut (ap), recommend to assess the machine characters, such as
※ 不水溶性切削油をお奨めします。 expansion of the spindle and others before using the tool.
備 考 a a ※ Water-insoluble cutting fluid is recommended.Notes ※ p: Axial Depth of Cut, e: Radial Depth of Cut.
※ Described Depth of Cut is max value. Adjust it depending on machine rigidity, main spindle rigidty, and required
precision.
※ Obtain uniform stock amount on the cutting surface in the pre-stage cutting (semi-finishing).
※ In order to perform lubricity and chip flow well, coolant must be always reached cutting points.
※ Careful set up for milling condition and tool path are required especially when operate with high cutting load
such as corner area and slotting.
※ Water-insoluble cutting fluid is recommended.
PCDSE
切削条件参考表 Recommended Milling Conditions
被削材 超硬合金
Work Material Cemented Carbide
回転数 送り速度 切り込み量
刃径 Spindle Speed Feed Depth of Cut
Dia. min-1 mm/min ap mm
0.1 40,000 25 0.0002
0.2 40,000 25 0.0002
0.3 40,000 25 0.0002 Attention on Safety
0.4 40,000 50 0.0005
0.5 40,000 50 0.0005
0.6 40,000 50 0.0005
0.8 40,000 50 0.0005
1 40,000 50 0.0005
※工具の欠損や折損、加工精度の低下に繋がるため、工具の回転振れ量を最小に抑えてください。
※切込み量apが極小のため、加工前に主軸の伸縮量や機械の特性を把握してから加工することをお奨めします。
※不水溶性切削油をお奨めします。
※切り込み量の ap は深さ方向の切り込み量を示します。備 考
Notes ※Minimum tool runout is required to avoid the tool breakage and to increase the work accuracy.
※D ue to infinitesimal Depth of Cut (ap), recommend to assess the machine characters, such as expansion of the
spindle and others before using the tool.
※Water-insoluble cutting fluid is recommended. 31
※ap : Axial Depth of Cut.
18 11
Page5
本社・東京営業所
〒140-0014 東京都品川区大井 1-28-1 住友不動産大井町駅前ビル 6F
TEL. 03-3774-2459 FAX. 03-3774-2460
仙台営業所
TEL. 022-341-5528 FAX. 022-341-5529
長野営業所
TEL. 0268-28-5720 FAX. 0268-28-5717
名古屋営業所
TEL. 052-414-6110 FAX. 052-414-6120
大阪営業所
TEL. 06-6534-4621 FAX. 06-6534-4530
福岡営業所
TEL. 092-260-8550 FAX. 092-481-3378
111-16-22 表紙 1-4 4C CMYK
Page6
CBN END MILL SERIES Vol.3
CBN エンドミル シリーズ Vol.3 New
本社・東京営業所
〒140-0014 東京都品川区大井1-28-1 住友不動産大井町駅前ビル6F
TEL. 03-3774-2459 FAX. 03-3774-2460
仙台営業所
TEL. 022-341-5528 FAX. 022-341-5529
長野営業所
TEL. 0268-28-5720 FAX. 0268-28-5717
名古屋営業所
TEL. 052-414-6110 FAX. 052-414-6120
大阪営業所
TEL. 06-6534-4621 FAX. 06-6534-4530
福岡営業所
TEL. 092-260-8550 FAX. 092-481-3378
Page7
CBN エンドミルシリーズ CBN End Mill Series SHPR400
New CBNスーパーハイプレシジョンラジアスエンドミル 切削抵抗を軽減させる
高硬度材の長時間仕上げ加工に最適! CBN Super High Precision Radius End Mill 新刃形状焼入れ鋼の仕上げ加工に最適なCBNエンドミル! New tool design for reducing cutting resistance
The optimal choice of CBN end mill for finishing on hardened steels!Suitable for long finishing operation in hardened steels R加工精度がレベルアップする新設計の4枚刃ラジアスエンドミル登場!
Cutting accuracy has leveled up by new designed 4-Flute corner radius end mills!
CBN エンドミルシリーズ ●切削抵抗の軽減、仕上げ精度の向上に成功した新刃形状を開発!
New tool design has been developed to reduce the cutting resistance and upgrade the finishing accuracy!
CBN End Mill Series ●φ0.1から4枚刃!微細切削での加工能率アップと寿命の更なる安定性を実現!Realized 4-Flute type from φ0.1! Achieved higher efficient machining and more stable tool life in micro machining!
●シャンク径公差は -0.001mmから -0.003mmの2μm範囲で、超高精度タイプの焼きばめホ
ルダにも対応。
工具素材にダイヤモンドに次ぐ硬さをもつ CBN 焼結体を採用したエンドミル! The shank diameter accuracy is 2μm (-0.001 ~ -0.003), and also supports high precision shrink fit holders.
●φ0.1からφ3まで、全109サイズをランナップ。
高硬度で耐熱性のある CBN 焼結体の特性を活かすユニークな工具形状! Line up from φ0.1~φ3, total 109 sizes.
高硬度材の仕上げ加工時に長寿命で安定した仕上げ面が得られます。
The hardness of CBN material is next to diamond which is adopted for the tool. 加工の“出来”は、工具の“出来”で決まる! Machining accuracy is determined by tool.
Unique tool design maximized the performance of CBN material as high hardness and high heat resistance.
・刃径公差 0~-0.005(D≦1)/0~-0.007(D>1)
Stable finishing surface and long tool life are realized on hardened steels. Diameter Tolerance 0 ~ -0.005 (D 1) / 0 ~ -0.007 D 1
精 度 ≦ ( > )・コーナー半径公差 ±0.002 高精度仕様!
Accuracy Corner R Tolerance ±0.002 High accuracy design!
・シャンク径公差 -0.001~-0.003
Shank Tolerance -0.001 ~ -0.003
CBN 工具とコーテッド超硬工具の寿命比較
Tool life comparison of CBN end mill and coated carbide end mill. 形 状 ・切削抵抗を軽減させる刃先設計Tool design for reducing cutting resistance 加工の精度と速さが向上!
SKD11 60HRC 仕上げ面粗さの比較検証 Shape ・φ0.1から4枚刃を採用 Upgraded machining precision and speed!Comparison of finishing surface roughness on SKD11 60HRC. Adopting 4-Flute type from φ0.1
使用工具:ボールエンドミル R0.5
Tool : Ball End Mill R0.5 CBN工具 コーテッド超硬工具
CBN Tool ●切削抵抗を軽減させる新刃形状 Coated Tool New tool design for reducing cutting resistance
1 個目 ・被削材:DC5360HRC Material : DC53 60HRC0.9μm 1.0μm ワーク側にかかるZ方向への力 Received force on the top of the material
1st Pocket ・クーラント:オイルミスト Coolant : Oil mist
10 個目 1.4 使用工具サイズ1.0μm 6.2μm 1.2 Tool size φ1×R0.1×310th Pocket 1 1.21 回転数[min-1] 40,000
20 個目 0.8 Spindle speed
14mm角 0.620th Pocket 1.2μm ― 0.59 送り速度[mm/min]0.4 Feed 1,600
ポケット加工 30個目 0.21.0μm ― 切込み量ap×a0 e[mm] 0.02×0.130th Pocket Depth of cutPocket Size : 14x14mm SHPR400 従来品
Conventional tool
CBN工具は30個加工しても安定した面粗さが得られています!
CBN end mill continues to perform with stable finishing surface even after machining 30 pieces. 加工精度が向上します! Upgraded machining accuracy!
●他社同等品との寿命比較 Comparison to other brand
加工形状に合わせて選べる豊富なラインナップ Selectable variation based on work profile. ・被削材:DC5360HRC Material : DC53 60HRC 仕上げ加工後の工具損耗状態
・クーラント:オイルミスト Coolant : Oil mist Finishing tool wear
スクエア ボール ラジアス
エンドミル エンドミル エンドミル 使用工具サイズ SHPR400 他社品 Other brandφ1×R0.1×3
Square End Mill Ball End Mill Radius End Mill Tool size
回転数[min-1]
Spindle speed 40,000
送り速度[mm/min] 底刃
Feed 1,600 End profile
切込み量ap×ae[mm] 0.02×0.1
Depth of cut
8時間加工後まだ使用可能 約7時間で欠損
Available to continuous use after 8 hours machining Breakage after 7 hours machining
SSE400 SSPB220 SSB200 NewR0.1~3 SSF120
SMEZ120 φ0.1 SMB120 SFB200 R0.1~1 SSR200 SHR320 SHPR400 φ0.2 ~2
φ0.03 ~ 0.1 SSE600 R0.01 ~ 0.05 R0.1 ~1 SSPBL220 φ0.1 ~ 2 φ0.5 ~2 φ0.1 ~3
φ0.2 ~1 SSPBTN220
SSBL200 (平面加工用) 外周
R0.1 ~1 R0.05 ~1 (for Face Milling) 仕上げ加工の高能率化を図りながらも、しっかり Peripheral flute
SSPB220 ▶ P.9
▶ P.4 ▶ P.5 ▶ P.7 ▶ P.8 SSPBL220 ▶ P.10 SSB200 ▶ P.13SSBL200 ▶ P.14 ▶ P.22 ▶ P.26 ▶ P.27 ▶ P.30
刃先は守られます!
SSPBTN220 ▶ P.11 New tool design realized high efficient finishing, but protect cutting edge!
2 3
負荷[N]
Load
Page8
SMEZ120 特許取得 PAT.No.5177982 SSE400
極微細加工用 CBN エンドミル“マイクロエッジZ” CBNスクエアエンドミル
CBN “MICRO EDGE Z” CBN Square End Mill
γ°
γ°
ℓ
ℓ ℓ1
L ●高硬度材への隅エッジ部の加工が可能。 L
●NS独自の多刃形状を採用し、耐摩耗性をアップ!
●Possible to machine the corner edge of hardened steels.
●Intensified wear resistance by NS original design of cutting edge.
●NSの加工技術と厳選されたCBN素材とのマッチングでシャープエッジを実現。
●刃径精度±2μm。 被削材Work Material
●シャンク径公差 h3(0~-0.0025)。
炭素鋼 合金鋼・工具鋼 調質鋼 焼入れ鋼●NS engineering technology and selected CBN material realize sharp edge. ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂
Carbon Steels Alloy Steels・ Prehardened Hardened Steels●Tolerance of flute diameter is ±2μm. Tool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin
●Tolerance of shank diameter is h3 (0~-0.0025). 〜55HRC 55HRC〜
○ ◎ ◎
被削材Work Material 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
炭素鋼 合金鋼・工具鋼 調質鋼 焼入れ鋼 ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂 コードNo. (D)刃径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格
Carbon Steels Alloy Steels・ Prehardened Hardened SteelsTool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin〜55HRC 55HRC〜 Code No. Dia. Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
◎ ◎ ◎ 01-00440-01002 0.1 0.2 0.04 0.075 15° 4 53 33,000
01-00440-01005 0.5 0.04 0.08 15° 4 53 35,000
単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
オーダー方法 SSE400刃径(D)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。
コードNo. (D)刃径 (ℓ)刃長 (γ)首角 (d)シャンク径 (L)全長 標準価格 Whenyouorder,indicateSSE400(D)×(ℓ1). ※(γ)isreferencevalue.
Code No. Dia. Length of Cut Neck Taper Angle Shank Dia. Overall Length Retail Price ●切削条件表はP.6に記載●RecommendedMillingConditionsareshownonpageP.6.
01-00480-00030 0.03 0.03 15° 4 50 60,000
01-00480-00040 0.04 0.04 15° 4 50 50,000 SSE600
01-00480-00050 0.05 0.05 15° 4 50 45,000
01-00480-00060 0.06 0.06 15° 4 50 42,000 CBNスクエアエンドミル
CBN Square End Mill
01-00480-00070 0.07 0.07 15° 4 50 42,000
●高硬度材への隅エッジ部の加工が可能。 加工事例
01-00480-00080 0.08 0.08 15° 4 50 39,000 ●NS独自の多刃形状を採用し、耐摩耗性をアップ! Work Sample Data
P.6
01-00480-00090 0.09 0.09 15° 4 50 39,000 ●Possible to machine the corner edge of hardened steels.
●Intensified wear resistance by NS original design of cutting edge!
01-00480-00100 0.1 0.1 15° 4 50 34,000
被削材
オーダー方法 SMEZ120刃径(D)を指示してください。 ※(γ)は参考値です。
Work Material
Whenyouorder,indicateSMEZ120(D). ※(γ)isreferencevalue. 炭素鋼 合金鋼・工具鋼 調質鋼 焼入れ鋼Hardened Steels ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂
Carbon Steels Alloy Steels・ Prehardened Tool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin〜55HRC 55HRC〜
○ ◎ ◎
SMEZ120 ★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
コードNo. (D)刃径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格
Code No. Dia. Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
01-00450-02004
0.2 0.4 0.08 0.175 15° 4 53 31,000
01-00450-02010 1 0.08 0.175 15° 4 53 32,500
01-00450-03005
0.3 0.5 0.12 0.275 15° 4 49 31,000
01-00450-03015 1.5 0.12 0.275 15° 4 50 32,000
01-00450-04008
0.4 0.8 0.16 0.37 15° 4 49 29,500
01-00450-04020 2 0.16 0.37 15° 4 50 31,000
★ 01-00450-05010 1 0.2 0.46 15° 4 49 25,600
CBNマイクロエッジZ特殊刃形状 0.5★ 01-00450-05025 2.5 0.2 0.46 15° 4 50 28,000
CBNMicroEdgeZoriginalflutedesign.
★ 01-00450-06012
0.6 1.2 0.24 0.56 15° 4 49 25,600
★ 01-00450-06030 3 0.24 0.56 15° 4 50 28,000
★ 01-00450-08015
0.8 1.5 0.32 0.76 15° 4 49 25,600
★ 01-00450-08040 4 0.32 0.76 15° 4 52 28,000
★ 01-00450-10020
1 2 0.4 0.95 15° 4 49 23,000
★ 01-00450-10050 5 0.4 0.95 15° 4 52 25,400
オーダー方法 SSE600刃径(D)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。Whenyouorder,indicateSSE600(D)×(ℓ1). ※(γ)isreferencevalue.
●切削条件表はP.6に記載
4 ●RecommendedMillingConditionsareshownonpageP.6. 5
φD±0.002
φd h3
( 0-0.0025 )
φD 0-0.01
φd2
φd h4
Page9
SSE400 ·SSE600 SMB120
切削条件参考表 極微細加工用 CBN ボールエンドミル“CBN マイクロボール”Recommended Milling Conditions CBN Ball End Mill for precision machining “CBN Micro Ball”
焼入れ鋼 焼入れ鋼 ハイス γ°
被削材 Hardened Steels Hardened Steels High Speed Tool Steels
Work Material HPM-38・STAVAX・SKD61 SKD11 SKH ℓ
(〜55HRC) (〜62HRC) (〜65HRC)
R±0.002 L
切込み量 送り速度 回転数 切込み量 送り速度 回転数 切込み量 送り速度 回転数 ●世界初!CBN素材のマイクロボールエンドミル。
刃径 有効長 Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed ●微細切削加工分野の新たな領域を開拓。
Dia. Effective ●Rサイズ R0.01より標準化を実現。Length apmm aemm mm/min min-1 apmm aemm mm/min min-1 apmm aemm mm/min min-1 ●CBN素材の特長を最大限に活かしたシャープエッジを実現。
●調質鋼から焼入れ鋼(60HRC以上)まで、長時間の加工が可能。
0.1 0.2 0.001 0.002 250 40,000 0.001 0.002 200 40,000 0.001 0.002 150 40,000 ●The world’s first CBN Micro Ball End Mill.0.5 0.001 0.002 200 40,000 0.001 0.002 150 40,000 0.001 0.001 100 40,000 ●CBN Micro Ball develops new machining capability in high-precision technology.●Standarized sizes from R0.01.
0.4 0.003 0.002 400 40,000 0.002 0.002 300 40,000 0.002 0.002 200 40,000 ●Realized sharp edge by maximizing features of CBN.0.2 ●Long machining on pre-hardened to high-hardened steels (60HRC~).1 0.003 0.002 300 40,000 0.002 0.002 200 40,000 0.002 0.002 100 40,000
0.3 0.5 0.005 0.003 600 40,000 0.004 0.003 400 40,000 0.003 0.003 400 40,0001.5 0.005 0.002 500 40,000 0.004 0.002 300 40,000 0.003 0.002 200 40,000 被削材Work Material 焼入れ鋼
0.4 0.8 0.007 0.004 700 40,000 0.005 0.003 600 40,000 0.003 0.003 600 40,000
炭素鋼 合金鋼・工具鋼 調質鋼 ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂
Carbon Steels Alloy Steels・ Prehardened Hardened SteelsTool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin2 0.007 0.003 600 40,000 0.005 0.002 400 40,000 0.003 0.002 400 40,000 〜55HRC 55HRC〜
1 0.01 0.005 800 40,000 0.007 0.003 700 40,000 0.005 0.003 600 40,000 ◎ ◎ ◎0.5 2.5 0.01 0.004 800 40,000 0.007 0.002 500 40,000 0.005 0.002 400 40,000 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
0.6 1.2 0.01 0.005 800 40,000 0.007 0.003 700 40,000 0.005 0.003 600 40,000
コードNo. (R)ボール半径 (ℓ)刃長 (D)刃径 (γ)首角 (d)シャンク径 (L)全長 標準価格
3 0.01 0.004 800 40,000 0.007 0.002 500 40,000 0.005 0.002 400 40,000 Code No. Radius Length of Cut Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
1.5 0.01 0.005 800 40,000 0.007 0.004 800 40,000 0.005 0.004 700 40,000 01-00460-00010 R0.01 0.02 0.02 15° 4 50 72,0000.8 01-00460-000153.5 0.01 0.004 800 40,000 0.007 0.003 600 40,000 0.005 0.003 500 40,000 R0.015 0.03 0.03 15° 4 50 62,000
01-00460-00020 R0.02 0.04 0.04 15° 4 50 51,600
1 2 0.01 0.006 800 40,000 0.007 0.006 800 40,000 0.005 0.006 800 40,000 01-00460-00025 R0.025 0.05 0.05 15° 4 50 47,4005 0.01 0.005 800 40,000 0.007 0.005 600 40,000 0.005 0.005 600 40,000 01-00460-00030 R0.03 0.06 0.06 15° 4 50 43,200
※切込み量は等高線仕上げ加工を行う場合の最大値です。 01-00460-00040 R0.04 0.08 0.08 15° 4 50 39,600
※切込み量のapは軸方向の切込み深さ、aeは半径方向の切込み深さを示します。 01-00460-00050 R0.05 0.1 0.1 15° 4 50 36,000
※オイルミストクーラントをご使用ください。
※工具突出し量は必要以上に出さないでください。 オーダー方法 SMB120ボール半径(R)を指示してください。 ※(γ)は参考値です。Whenyouorder,indicateSMB120(R). ※(γ)isreferencevalue.
※チャッキングの振れは極力抑えてください。(可能ならば使用される回転数での動的振れ精度を確認してください。) ●切削条件表はP.15に記載
※底面仕上げ加工を行う場合、送り速度は切削条件参考表の50%程度、切込み量apはφ0.1:0.001mm、φ0.2・ ●RecommendedMillingConditionsareshownonpageP.15.
備 考 φ0.3:~0.002mm、φ0.4 ~φ1:~0.003mm、切込み量aeは刃径×0.05mmを参考値としてください。
Notes ※Depth of Cut is the maximum effective value for the contour line tool path. 加工事例 1 Work Sample Data 1
※ap: Axial Depth of Cut, ae: Radial Depth of Cut. ・被削材:STAVAX52HRC Material : STAVAX 52HRC
※Recommended oil mist coolant. NS文字加工NS Logo ・クーラント:オイルミスト Coolant : Oil mist
※Minimize a possible tool overhang length. ・総加工時間:1時間 50分 Total cutting time : 1hr 50min
※Minimize chucking runout. (Recommend to measure actual runout of activated spindle speed.) 摩耗量 加工工程 荒取り 仕上げ
※For the reference value, when finishing process of bottom surface, reduce the feed approx. 50% of the recommended Wear rate 1.83μm Cutting process Roughing Finishing
milling conditions and Depth of Cut (ap): 0.001mm for Dia. 0.1mm, up to 0.002mm for Dia. 0.2mm and 0.3mm, for Dia. 0.4 使用工具
to 1mm, up to 0.003mm, (ae): Dia. x 0.05mm. Tools SMB120R0.05
回転数[min-1]
Spindle speed 80,000
送り速度[mm/min]
Feed 200 50
加工事例 1 Work Sample Data 1 R15mm 切削前 切削後 切込み量ap×ae[μm] 2×5 2×2 ●荒取り・仕上げを同一工
Before machining After machining Depth of cut 具で行いました。
流路モデル Flow Channel Model 加工距離 Fullprocessdoneby
1.9mm Cutting length
7.7m
・被削材:HAP4064HRC Material : HAP40 64HRC onetool.
・クーラント:オイルミスト Coolant : Oil mist
・総加工時間:7時間 30分 Total cutting time : 7hr 30min 加工事例 2 Work Sample Data 2
工程 大荒取り 荒取り(2本) 中仕上げ 等高線仕上げ 底面仕上げ ・被削材:PD61360HRC Material : PD613 60HRC
Process Pre-roughing Roughing (2 pcs) Semi-finishing Contour line finishing Bottom finishing レンズアレイモデル Lens Array Model ・クーラント:オイルミスト Coolant : Oil mist
使用工具 MHRH430 MHRH430 SSR200 ・総加工時間:4時間 Total cutting time : 4hr
Tool φ2.5×8 φ1×4 φ1×R0.02×1 SSE600 φ1×2 摩耗量 加工工程 荒取り 仕上げ
回転数[min-1] Wear rate 3.33μm8,000 20,000 30,000 Cutting process Roughing FinishingSpindle speed 使用工具
送り速度[mm/min] SMB120R0.03
Feed 1,000 600 300 90
Tools
回転数[min-1]
切込み量ap×ae[mm] 0.005×0.01〜 Spindle speed 80,000
Depth of cut 0.03×0.75 0.02×0.3 0.005×0.005 0.001×0.5
ワークサイズ:40×20mm(加工深さ0.5mm) 0.05 送り速度[mm/min]Feed 50 30
Work size:40×20mm Cutting depth:0.5mm 加工時間 13分 1時間44分 1時間18分 4時間15分Cutting time 13min 1hr44min 1hr18min 4hr15min R1.02mm 切削前 切削後 切込み量ap×ae[μm] ●荒取り・仕上げを同一工
Before machining After machining Depth of cut 1×2 1×1 具で行いました。
加工距離 10.4m Fullprocessdoneby0.48mm Cutting length onetool.
6 7
0.029mm 0.05mm
φD
φd h3
( 0-0.0025 )
Page10
SFB200 特許取得 PAT.No.3759098 SSPB220
CBNスーパーフィニッシュボールエンドミル CBNスーパースパイラルボールエンドミル
CBN Super Finish Ball End Mill CBN Super Spiral Ball End Mill
γ° γ°
ℓ ℓ
R±0.003 ℓ1 L ●刃先の切れ味を向上させるスパイラルボール形状を採用しました。 R±0.003(R≦1) ℓ1R±0.005(R>1) L
●新発想の刃形状でR中心部まで切れ味が抜群。 ●刃先の耐チッピング性を向上させる刃先形状を採用しました。
●60HRCの焼入れ鋼で連続10時間以上の仕上げ加工を実現。 ●外周刃が加工面へ接触すると、切削抵抗の増加からビビリ振動が発生し、
●加工面精度 Rz1.0μmが長時間持続。 工具寿命や加工面品位に影響を与えます。
●金型の磨き加工時間を大幅に削減。 強めのバックテーパー形状を採用することで、この影響を軽減できます。
●Sharpened edge at R-center improves shearing ability. ●R3まで規格が拡大し、更に加工範囲が広がります。
●Continuous 10 hours machining on hardened steel of 60HRC. ●Adopted spiral ball shape to improve sharpness of cutting edge.
●Long-lasting high surface accuracy Rz1.0μm. ●Adopted cutting edge shape to improve the chipping resistance of cutting
●Save significant time at polishing process. edge.
●When peripheral cutting edge makes contact with cutting surface, vibration
被削材Work Material occurs by an increase in cutting resistance and it affects tool life and cutting surface quality.T he influence can be reduced by adoption of the strong
炭素鋼 合金鋼・工具鋼 調質鋼 焼入れ鋼・ Hardened Steels ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂
back taper shape.
●Enlarged standard tool size up to R3 to extend application range.
Carbon Steels Alloy Steels Prehardened Tool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin〜55HRC 55HRC〜 被削材
◎ ◎ ◎ Work Material
炭素鋼 合金鋼・工具鋼 調質鋼 焼入れ鋼
Alloy Steels・ Prehardened Hardened Steels ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂
★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY] Carbon Steels Tool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin〜55HRC 55HRC〜
コードNo. (R)ボール半径 (ℓ1)有効長 (ℓ)刃長 (D)刃径 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 ◎ ◎ ◎
Code No. Radius Effective Length Length of Cut Dia. Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
01-00500-00100 R0.1 0.5 0.15 0.2 0.19 12° 4 50 39,300 ★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
★ 01-00500-00200 R0.2 1 0.3 0.4 0.37 12° 4 50 36,000 コードNo. (R)ボール半径 (ℓ1)有効長 (ℓ)刃長 (D)刃径 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格
★ 01-00500-00250 R0.25 1.25 0.38 0.5 0.46 12° 4 50 36,000 Code No. Radius Effective Length Length of Cut Dia. Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
★ 01-00500-00300 R0.3 1.5 0.5 0.6 0.56 12° 4 50 32,900 01-00505-00101
R0.1 0.3 0.15 0.2 0.19 15° 4 50 30,500★ 01-00500-00400 R0.4 2 0.6 0.8 0.76 12° 4 50 34,800 01-00505-00100 0.6 0.15 0.2 0.19 15° 4 50 31,500
★ 01-00500-00500 R0.5 2.5 0.7 1 0.95 12° 4 50 31,700 01-00505-00150 0.3 0.23 0.3 0.28 15° 4 50 30,000
★ 01-00500-00600 R0.6 3 0.8 1.2 1.15 12° 4 50 33,600 01-00505-00151 R0.15 0.5 0.23 0.3 0.28 15° 4 50 30,500
★ 01-00500-00700 R0.7 3.5 1 1.4 1.35 12° 4 52 35,800 01-00505-00152 0.75 0.23 0.3 0.28 15° 4 50 31,000
★ 01-00500-00750 R0.75 3.8 1 1.5 1.45 12° 4 52 33,400 01-00505-00201 0.5 0.3 0.4 0.37 15° 4 50 27,100
★ 01-00505-0020201-00500-00800 R0.8 4 1 1.6 1.55 12° 4 52 35,300 R0.2 0.75 0.3 0.4 0.37 15° 4 50 27,600
R0.9 4.5 1.2 1.8 1.75 12° 4 52 35,000 01-00505-00203★ 1 0.3 0.4 0.37 15° 4 50 28,10001-00500-00900
01-00505-00200
R1 5 1.2 2 1.94 12° 4 52 30,000 1.2 0.3 0.4 0.37 15° 4 50 28,600★ 01-00500-01000
01-00505-00251 R0.25 1 0.38 0.5 0.46 15° 4 50 28,100
オーダー方法 SFB200ボール半径(R)を指示してください。 ※(γ)は参考値です。 ★ 01-00505-00301Whenyouorder,indicateSFB200(R). ※(γ)isreferencevalue. R0.3 1.2 0.5 0.6 0.56 15° 4 50 25,900
●切削条件表はP.15に記載 ★ 01-00505-00300 1.5 0.5 0.6 0.56 15° 4 50 26,400
●RecommendedMillingConditionsareshownonpageP.15. 加工事例 1 Work Sample Data 1 ★ 01-00505-00401 R0.4 1.6 0.6 0.8 0.76 15° 4 50 25,900リフレクター Cutting Example 1 : Reflector ★ 01-00505-00400 2 0.6 0.8 0.76 15° 4 50 26,400
・被削材:ELMAX60HRC Material : ELMAX 60HRC ★ 01-00505-00501 R0.5 2 0.7 1 0.95 15° 4 50 25,900・クーラント:オイルミスト Coolant : Oil mist ★ 01-00505-00500 2.5 0.7 1 0.95 15° 4 50 26,400
・総加工時間:19時間 10分 Total cutting time : 19hr 10min ★ 01-00505-00601 R0.6 2.4 0.8 1.2 1.15 15° 4 50 27,000加工工程 荒取り 中仕上げ 仕上げ ★ 01-00505-00600
Cutting process Roughing Semi-finishing Finishing 3 0.8 1.2 1.15 15° 4 50 27,500
使用工具
Tool MSBH230R0.2
SSBL200 ★ 01-00505-00751 3 1 1.5 1.45 15° 4 52 27,000
R0.2×1.2 SFB200R0.2 R0.75
回転数[min-1] ★ 01-00505-00750 3.8 1 1.5 1.45 15° 4 52 27,500
Spindle speed 40,000 ★ 01-00505-01000 R1 4 1.2 2 1.94 15° 4 52 27,500送り速度[mm/min]
Feed 800 700 400 ★ 01-00505-01001 5 1.2 2 1.94 15° 4 52 27,500
切込み量ap×ae[mm] ★ 01-00505-01506
Depth of cut 0.015×0.05 0.005×0.01 0.004×0.002
★ R1.5
6 1.8 3 2.85 12° 6 50 29,000
ワークサイズ:縦20×横20(mm) 加工時間 3時間23分 2時間10分 13時間37分 01-00505-01509 9 1.8 3 2.85 12° 6 70 30,000
Cutting time 3hr 23min 2hr 10min 13hr 37min
Work size : 20×20mm ★ 01-00505-02008 R2 8 2.4 4 3.8 12° 6 50 35,000
SFB200 長さ=299.582μmPt=122.504nmスケール=200.000nm ★ 01-00505-02012 12 2.4 4 3.8 12° 6 70 36,000 Length Scale
新発想・新形状の採用で R中心 ★ 01-00505-02510 R2.5 10 3 5 4.8 12° 6 60 41,000
刃の切れ味が抜群です。長時間 ★ 01-00505-02515 15 3 5 4.8 12° 6 80 42,000
の超精密仕上げ加工に最適です。 ★ 01-00505-03012 R3 12 3.6 6 5.8 − 6 60 48,000Sharp tooth edge guarantees long and
consistent accuracy. ★ 01-00505-03018 18 3.6 6 5.8 − 6 80 49,000Rz79.6nm
Ra13.1nm オーダー方法 SSPB220ボール半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。Whenyouorder,indicateSSPB220(R)×(ℓ1). ※(γ)isreferencevalue.
●切削条件表はP.16に記載
8 ●RecommendedMillingConditionsareshownonpageP.16. 9
φD
φd2
φd h4
φD
φd 2
φd h4
Page11
SSPBL220 SSPBTN220
CBNスーパースパイラルロングネックボールエンドミル CBNスーパースパイラルロングテーパーネックボールエンドミル
CBN Super Spiral Long Neck Ball End Mill CBN Super Spiral Long Taper Neck Ball End Mill
θ° γ°
γ°
ℓ
ℓ2
ℓ
R±0.003 ℓ1 R±0.003
ℓ1
L ●高剛性化を可能にするテーパーネック形状を採用した CBNロング L
●SSPB220の有効長を更に延長した規格が標準化しました。 ネックボールエンドミル。
●切れ味と耐チッピング性を両立させたスパイラルボール形状と、強めの ●切れ味を向上させたスパイラルボール形状と合わせて、深部の仕上
バックテーパー形状の採用で、SSPB220の特長を活かしながら、更に げ加工で精度・能率が向上します。
深部の仕上げ加工に対応します。 ●To realize more rigid, CBN long neck ball end mill with taper neck are
●Added longer effective length type to SSPB220 series. adopted.
●Realized deeper milling by adoption of spiral ball shape and strong back ●Both efficiency and accuracy are increasing by taper neck design and
taper shape to improve both sharpness and the chipping resistance of spiral ball shape with improved sharpness in finish machining on deep
cutting edges. milling.
被削材Work Material 被削材Work Material
炭素鋼 合金鋼・工具鋼 調質鋼 焼入れ鋼Hardened Steels ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂 炭素鋼
合金鋼・工具鋼 調質鋼 焼入れ鋼
Hardened Steels ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂
Carbon Steels Alloy Steels・ Prehardened Tool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin Carbon Steels
Alloy Steels・ Prehardened Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin
〜55HRC 55HRC〜 Tool Steels Steels 〜55HRC 55HRC〜
◎ ◎ ◎ ◎ ◎ ◎
★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY] ★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
コードNo. (R)ボール半径 (ℓ1)有効長 (ℓ)刃長 (D)刃径 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 コードNo. (R)ボール半径 (θ)首角 (ℓ1)有効長 (α)有効勾配角 (d1)首元径 (ℓ)刃長 (ℓ2)首下長 (γ)首角 (d)シャンク径 (L)全長 標準価格
Code No. Radius Effective Length Length of Cut Dia. Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price Code No. Radius Neck Taper Angle Effective Length Effective Inclined Angle Neck Dia. Length of Cut Under Neck Taper Length Neck Taper Angle Shank Dia. Overall Length Retail Price
01-00506-00101 R0.1 1 0.15 0.2 0.19 15° 4 50 33,000 01-00507-01020 30′ 1.5 0°15′ 0.22 0.15 0.25 15° 4 50 38,000
01-00506-00151 0.9 0.23 0.3 0.28 15° 4 50 31,500 01-00507-01021 2 0°15′ 0.22 0.15 0.25 15° 4 50 38,500R0.15
01-00506-00152 1.5 0.23 0.3 0.28 15° 4 50 31,500 01-00507-01030 1° 1.5 0°45′ 0.24 0.15 0.25 15° 4 50 38,000
01-00506-00201 2 0.3 0.4 0.37 15° 4 50 30,000 01-00507-01031 R0.1 2 0°45′ 0.25 0.15 0.25 15° 4 50 38,500R0.2
01-00506-00202 3 0.3 0.4 0.37 15° 4 52 30,000 01-00507-01040 1°30′ 1.5 1°15′ 0.27 0.15 0.25 15° 4 50 38,000
01-00506-00251 1.5 0.38 0.5 0.46 15° 4 50 29,000 01-00507-01041 2 1°15′ 0.29 0.15 0.25 15° 4 50 38,500
R0.25 2.5 0.38 0.5 0.46 15° 4 50 29,000 01-00507-01050 2° 1.5 1°45′ 0.29 0.15 0.25 15° 4 50 38,00001-00506-00252
01-00507-01051 2 1°45′ 0.32 0.15 0.25 15° 4 50 38,500
01-00506-00253 3.5 0.38 0.5 0.46 15° 4 52 29,000
01-00507-01520 2 0°16′ 0.32 0.23 0.38 15° 4 50 36,000
★ 01-00506-00301 3 0.5 0.6 0.56 15° 4 50 28,000 30′
01-00507-01521 3 0°16′ 0.33 0.23 0.38 15° 4 52 36,500
★ 01-00506-00302
R0.3 4 0.5 0.6 0.56 15° 4 53 28,000 01-00507-01530 1° 2 0°46′ 0.35 0.23 0.38 15° 4 50 36,000★ 01-00506-00303 5 0.5 0.6 0.56 15° 4 53 28,500 01-00507-01531
R0.15 3 0°46′ 0.38 0.23 0.38 15° 4 52 36,500★ 01-00506-00304 6 0.5 0.6 0.56 15° 4 53 28,500 01-00507-01540
1°30′ 2 1°16′ 0.39 0.23 0.38 15° 4 50 36,000★ 01-00506-00401
R0.4 4 0.6 0.8 0.76 15° 4 53 28,000 01-00507-01541 3 1°16′ 0.43 0.23 0.38 15° 4 52 36,500
★ 01-00506-00402 6 0.6 0.8 0.76 15° 4 53 28,000 01-00507-01550
2° 2 1°46′ 0.42 0.23 0.38 15° 4 50 36,000★ 01-00506-00501 4 0.7 1 0.95 15° 4 51 28,000 01-00507-01551 3 1°46′ 0.48 0.23 0.38 15° 4 52 36,500
★ 01-00506-00502 6 0.7 1 0.95 15° 4 53 28,000 01-00507-02020 30′ 3 0°18′ 0.43 0.3 0.5 15° 4 50 34,500R0.5
★ 01-00506-00503 8 0.7 1 0.95 15° 4 53 28,500 01-00507-02021 4 0°18′ 0.44 0.3 0.5 15° 4 52 35,000
★ 01-00506-00504 10 0.7 1 0.95 15° 4 53 28,500 01-00507-02030 1° 3 0°48′ 0.48 0.3 0.5 15° 4 50 34,500
★ 01-00506-00601 R0.6 6 0.8 1.2 1.15 15° 4 53 29,000 01-00507-02031 R0.2 4 0°48′ 0.51 0.3 0.5 15° 4 52 35,000
★ 01-00506-00751 7.5 1 1.5 1.45 15° 4 52 29,000 01-00507-02040 1°30′ 3 1°18′ 0.53 0.3 0.5 15° 4 50 34,500
★ 01-00507-0204101-00506-00752 R0.75 10 1 1.5 1.45 15° 4 52 29,000 4 1°18′ 0.58 0.3 0.5 15° 4 52 35,000
15 1 1.5 1.45 15° 4 52 29,000 01-00507-02050★ 2° 3 1°48′ 0.58 0.3 0.5 15° 4 50 34,50001-00506-00753
01-00507-02051
6 1.2 2 1.94 15° 4 53 29,000 4 1°48′ 0.64 0.3 0.5 15° 4 52 35,000★ 01-00506-01001
01-00507-02520
30′ 4 0°18′ 0.54 0.38 0.62 15° 4 52 33,500★ 01-00506-01002 8 1.2 2 1.94 15° 4 53 29,000
01-00507-02521 5 0°18′ 0.55 0.38 0.62 15° 4 52 34,000
★ 01-00506-01003 R1 10 1.2 2 1.94 15° 4 53 29,500 01-00507-02530
1° 4 0°48′ 0.61 0.38 0.62 15° 4 52 33,500★ 01-00506-01004 14 1.2 2 1.94 15° 4 53 29,500 01-00507-02531
R0.25 5 0°48′ 0.64 0.38 0.62 15° 4 52 34,000★ 01-00506-01005 20 1.2 2 1.94 15° 4 53 29,500 01-00507-02540
1°30′ 4 1°18′ 0.67 0.38 0.62 15° 4 52 33,500
オーダー方法 SSPBL220ボール半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。 01-00507-02541 5 1°18′ 0.72 0.38 0.62 15° 4 52 34,000Whenyouorder,indicateSSPBL220(R)×(ℓ1). ※(γ)isreferencevalue. 01-00507-02550
●切削条件表はP.17に記載 2° 4 1°48′ 0.74 0.38 0.62 15° 4 52 33,500
●RecommendedMillingConditionsareshownonpageP.17. 01-00507-02551 5 1°48′ 0.8 0.38 0.62 15° 4 52 34,000
オーダー方法 SSPBTN220ボール半径(R)×首角(θ)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。Whenyouorder,indicateSSPBTN220(R)×(θ)×(ℓ1). ※(γ)isreferencevalue.
●切削条件表はP.18に記載
10 ●RecommendedMillingConditionsareshownonpageP.18. 11
φD
φd2
φd h4
d1
φd h4
Page12
SSPBTN220 SSB200
CBNスーパースパイラルロングテーパーネックボールエンドミル CBNスーパースピードボールエンドミル
CBN Super Spiral Long Taper Neck Ball End Mill CBN Super Speed Ball End Mill
γ°
有効勾配角(α)
Effective Inclined Angle
ℓ
R±0.003 ℓ1 L
d1 ●CBNの長寿命・高精度と超硬の使い易さを両立した高能率 CBN
ボールエンドミル。
θ° ●超硬の仕上げと同等の切り込みが可能。
ℓ1 α° ●独自の刃形状によりR精度±0.003・耐チッピング性能が UP!
●R刃と外周刃のつなぎが、スムーズな段差の無い形状。
R ●~68HRCの高硬度材まで加工可能!
●This CBN Ball End Mill has realized both advantages of CBN and 加工事例
Carbide. Technical Data P.37
●Depth of Cut can be increased at the equivalent level to Carbide.
●Unique flute design with R-accuracy ±0.003 prevents chipping!
★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY] ●Flute is smoothly tangent from straight line to R-curve.
●Applicable for hardened materials up to 68HRC!
コードNo. (R)ボール半径 (θ)首角 (ℓ1)有効長 (α)有効勾配角 (d1)首元径 (ℓ)刃長 (ℓ2)首下長 (γ)首角 (d)シャンク径 (L)全長 標準価格
Code No. Radius Neck Taper Angle Effective Length Effective Inclined Angle Neck Dia. Length of Cut Under Neck Taper Length Neck Taper Angle Shank Dia. Overall Length Retail Price 被削材Work Material
★ 01-00507-03020 30′ 5 0°18′ 0.65 0.5 0.75 15° 4 53 32,500 炭素鋼
合金鋼・工具鋼 調質鋼 焼入れ鋼
Hardened Steels ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂
★ 01-00507-03021 6 0°18′ 0.66 0.5 0.75 15° 4 53 33,000 Carbon Steels Alloy Steels・ Prehardened Tool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin〜55HRC 55HRC〜
★ 01-00507-03030 1° 5 0°48′ 0.74 0.5 0.75 15° 4 53 32,500 ◎ ◎ ◎★ 01-00507-03031 R0.3 6 0°48′ 0.76 0.5 0.75 15° 4 53 33,000★ 01-00507-03040 5 1°18′ 0.82 0.5 0.75 15° 4 53 32,500 ★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
★ 1°30′01-00507-03041 6 1°18′ 0.86 0.5 0.75 15° 4 53 33,000 コードNo. (R)ボール半径 (ℓ1)有効長 (ℓ)刃長 (D)刃径 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格
★ 01-00507-03050 5 1°48′ 0.9 0.5 0.75 15° 4 53 32,500 Code No. Radius Effective Length Length of Cut Dia. Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
★ 2°01-00507-03051 6 1°48′ 0.96 0.5 0.75 15° 4 53 33,000 01-00510-00100 R0.1 0.3 0.15 0.2 0.19 15° 4 50 26,000
★ 01-00507-05020 30′ 8 0°21′ 1.1 0.7 1.25 15° 4 53 32,000 01-00510-00150 0.3 0.23 0.3 0.28 15° 4 50 26,000★ 01-00507-05021 10 0°21′ 1.12 0.7 1.25 15° 4 53 32,500 01-00510-00151 R0.15 0.5 0.23 0.3 0.28 15° 4 50 26,000
★ 01-00507-05030 1° 8 0°51′ 1.23 0.7 1.25 15° 4 53 32,000 01-00510-00152 0.75 0.23 0.3 0.28 15° 4 50 26,500★ 01-00507-05031 R0.5 10 0°51′ 1.29 0.7 1.25 15° 4 53 32,500 01-00510-00200★ 01-00507-05040 1°30′ 8 1°21′ 1.36 0.7 1.25 15° 4 53 32,000
★ 0.5 0.3 0.4 0.37 15° 4 50 25,000
★ 01-00507-05041 10 1°21′ 1.45 0.7 1.25 15° 4 53 32,500 ★ 01-00510-00201 R0.2 0.75 0.3 0.4 0.37 15° 4 50 25,500
★ 01-00507-05050 2° 8 1°51′ 1.49 0.7 1.25 15° 4 53 32,000
★ 01-00510-00202 1 0.3 0.4 0.37 15° 4 50 25,500
★ 01-00507-05051 10 1°51′ 1.62 0.7 1.25 15° 4 53 32,500 ★ 01-00510-00250 R0.25 1 0.38 0.5 0.46 15° 4 50 25,000
★ 01-00507-07520 10 0°22′ 1.62 1 1.9 15° 4 52 33,500 ★ 01-00510-00300 R0.3 1.5 0.5 0.6 0.56 15° 4 50 24,000
★ 30′01-00507-07521 15 0°22′ 1.69 1 1.9 15° 4 52 34,000 ★ 01-00510-00400 R0.4 2 0.6 0.8 0.76 15° 4 50 24,000
★ 01-00507-07530 1° 10 0°52′ 1.78 1 1.9 15° 4 52 33,500 ★ 01-00510-00500 R0.5 2.5 0.7 1 0.95 15° 4 50 24,000★ 01-00507-07531 R0.75 15 0°52′ 1.94 1 1.9 15° 4 52 34,000 ★ 01-00510-00600 R0.6 3 0.8 1.2 1.15 15° 4 50 25,000★ 01-00507-07540 1°30′ 10 1°22′ 1.95 1 1.9 15° 4 52 33,500 ★ 01-00510-00750 R0.75 3.8 1 1.5 1.45 15° 4 52 25,000★ 01-00507-07541 15 1°22′ 2.18 1 1.9 15° 4 52 34,000 ★ 01-00510-01001
★ 01-00507-07550 10 1°52′ 2.11 1 1.9 15° 4 52 33,500 R1
4 1.2 2 1.94 15° 4 52 25,000
2° ★ 01-00510-01000 5 1.2 2 1.94 15° 4 52 25,000★ 01-00507-07551 15 1°52′ 2.43 1 1.9 15° 4 52 34,000
★ 01-00507-10020 30′ 16 0°24′ 2.21 1.2 2.5 15° 4 53 33,500 オーダー方法
SSB200ボール半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。
Whenyouorder,indicateSSB200(R)×(ℓ1). ※(γ)isreferencevalue.
★ 01-00507-10021 20 0°24′ 2.27 1.2 2.5 15° 4 53 34,000 ●切削条件表はP.20に記載
★ 01-00507-10030 16 0°54′ 2.48 1.2 2.5 15° 4 53 33,500 ●RecommendedMillingConditionsareshownonpageP.20.
★ 1°01-00507-10031 R1 20 0°54′ 2.6 1.2 2.5 15° 4 53 34,000★ 01-00507-10040 1°30′ 16 1°24′ 2.74 1.2 2.5 15° 4 53 33,500
SSB200
★ 01-00507-10041 20 1°24′ 2.93 1.2 2.5 15° 4 53 34,000
★ 01-00507-10050 2° 16 1°54′ 3 1.2 2.5 15° 4 53 33,500★ 01-00507-10051 20 1°54′ 3.26 1.2 2.5 15° 4 53 34,000
オーダー方法 SSPBTN220ボール半径(R)×首角(θ)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。Whenyouorder,indicateSSPBTN220(R)×(θ)×(ℓ1). ※(γ)isreferencevalue.
●切削条件表はP.18に記載
●RecommendedMillingConditionsareshownonpageP.18.
切りくず排出性が非常に良好で、切込み量
を超硬(仕上げ)と同等に多くとることが
可能で高能率な加工に最適です。
Bigger cutting depth was realized with better chip disposal.
12 13
φD
φd 2
φd h4
Page13
SSBL200 SMB120
CBNスーパースピードロングネックボールエンドミル
CBN Super Speed Long Neck Ball End Mill 切削条件参考表 Recommended Milling Conditions
γ° 焼入れ鋼被削材 Hardened Steels
Work Material STAVAX・SKD11・PD613
(〜62HRC)
ℓ
R±0.003 ℓ1 L 切込み量 送り速度 アプローチ速度 回転数
Rサイズ Depth of Cut Feed Approaching Feed Spindle Speed
Radius
●深彫り加工に対応。ロングネックタイプをシリーズ化!全25サイズ! apmm aemm mm/min mm/min min-1
●有効長が10mmまで。今までのCBN工具に比べ、より深い加工に対応。
●CBNの長寿命と、ロングネックにより新たな加工領域を実現。 0.01 0.0005 0.001 5 3 80,000
●極小径サイズ R0.05から規格化! 0.02 0.001 0.001 30 5 80,000
●独自の刃形状によりR精度±0.003、耐チッピング性能がUP! 0.03 0.001 0.002 70 10 80,000
●Lineup of CBN tool with long neck applicable to deep milling, available 25 sizes in total.
●Enables milling more deeply by long effective length up to 10mm comparing with 0.04 0.002 0.003 100 30 80,000
conventional CBN tools.
●Enables wider application for milling by long neck in addition to long life and accurate 0.05 0.002 0.005 200 30 80,000
finishing.
●Standardized in R0.05 at smallest. ※切込み量の、apは軸方向の切込み深さ、aeはピックフィードを示します。
●Unique flute design with R-accuracy ±0.003 prevents chipping! ※工具の着脱やプリセット時には細心の注意を払ってください。
※オイルミストクーラントをご使用ください。
被削材Work Material ※チャッキングの振れは極力抑えてください。
炭素鋼 合金鋼・工具鋼 調質鋼 焼入れ鋼 ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂 (可能ならば使用される回転数での動的振れ精度を確認してください。)
Carbon Steels Alloy Steels・ Prehardened Hardened SteelsTool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin ※アプローチ角は3 以゚下にしてください。〜55HRC 55HRC〜 備 考 ※切込み量の増加は工具折損の要因となります。特にapの数値には気を付けてください。
◎ ◎ ◎ Notes ※Depth of Cut:ap=Axial Depth of Cut / ae=Radial Depth of Cut.
※Handle with care when exchanging and presetting tool.
★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY] ※We recommend using oil mist coolant.
※Minimize chucking runout.
コードNo. (R)ボール半径 (ℓ1)有効長 (ℓ)刃長 (D)刃径 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 (Recommend to measure actual runout at activated spindle speed.)
Code No. Radius Effective Length Length of Cut Dia. Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price ※Tool approaching angle must be 3 degrees or below.
※Increase of Depth of Cut may cause a tool breakage, especially careful for Axial Depth of Cut.
01-00511-00051
R0.05 0.3 0.08 0.1 0.09 15° 4 50 38,200
01-00511-00052 0.5 0.08 0.1 0.09 15° 4 50 39,800
01-00511-00075
R0.075 0.45 0.12 0.15 0.14 15° 4 50 38,200
01-00511-00076 0.75 0.12 0.15 0.14 15° 4 50 39,800 SFB200
01-00511-00101
R0.1 0.6 0.15 0.2 0.19 15° 4 50 28,600
01-00511-00102 1 0.15 0.2 0.19 15° 4 50 30,000 切削条件参考表 Recommended Milling Conditions
01-00511-00151
R0.15 0.9 0.23 0.3 0.28 15° 4 50 28,600
01-00511-00152 1.5 0.23 0.3 0.28 15° 4 50 30,000 調質鋼・焼入れ鋼・ハイス
Prehardened Steels Hardened Steels High Speed Tool Steels
★ 01-00511-00201
R0.2 1.2 0.3 0.4 0.37 15° 4 50 26,000
被削材 ・ ・
Work Material NAK・SKD・SKH・HAP
★ 01-00511-00202 2 0.3 0.4 0.37 15° 4 50 27,600 (〜68HRC)
★ 01-00511-00251
R0.25 1.5 0.38 0.5 0.46 15° 4 50 26,000 通常条件 高速条件
★ 01-00511-00252 2.5 0.38 0.5 0.46 15° 4 50 27,600 切込み量 Normal Speed High Speed
★ 01-00511-00301 3 0.5 0.6 0.56 15° 4 50 25,600 Rサイズ Depth of Cut 送り速度 回転数 送り速度 回転数Radius Feed Spindle Speed Feed Spindle Speed
★ 01-00511-00302 R0.3 4 0.5 0.6 0.56 15° 4 52 25,600
-1 -1
★ 01-00511-00303 5 0.5 0.6 0.56 15° 4 52 26,000 apmm aemm mm/min min mm/min min
★ 01-00511-00401 R0.4 4 0.6 0.8 0.76 12° 4 53 25,600 0.1~0.2 0.005 0.01 600 1,500
★ 01-00511-00501 4 0.7 1 0.95 12° 4 53 25,600 0.25~0.3 0.01 0.01 800 2,000
★ 01-00511-00502 5 0.7 1 0.95 12° 4 53 25,600 0.4~0.6 0.01 0.02 1,200 20,000 3,000 50,000
★ 01-00511-00504 R0.5 6 0.7 1 0.95 15° 4 53 25,600 0.7~0.8 0.01 0.02 1,600 4,000
★ 01-00511-00506 8 0.7 1 0.95 15° 4 53 26,000 0.9~1 0.02 0.05 2,000 5,000
★ 01-00511-00508 10 0.7 1 0.95 15° 4 53 26,600 ※超精密仕上げ加工用のエンドミルです。超硬工具での仕上げ加工後にご使用ください。
★ 01-00511-00751 R0.75 7.5 1 1.5 1.45 15° 4 52 27,600 ※切込み量は、切削条件参考表の数値以内で、一定にしてご使用ください。
★ 01-00511-01001 6 1.2 2 1.94 15° 4 52 25,000 ※コーナー部の加工では、特に条件設定(ツールパスなど)に注意してください。※オイルミストクーラントをご使用ください。
★ 01-00511-01003 R1 8 1.2 2 1.94 15° 4 52 27,600 備 考 ※ミーリングチャック、機械は、出来るだけ精度の高いものをお奨めします。
★ 01-00511-01005 10 1.2 2 1.94 15° 4 52 27,600 Notes ※SFB200 is a Super-Finish Ball End Mill recommended to use after the finish process of carbide end mill.
※Cutting depth must be fixed all through the milling process according to the recommended milling conditions.
オーダー方法 SSBL200ボール半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。 ※Pay a special attention when choosing tool path and deciding a milling condition for corner milling.Whenyouorder,indicateSSBL200(R)×(ℓ1). ※(γ)isreferencevalue. ※We recommend using oil mist coolant.
●切削条件表はP.21に記載 ※Machine, tool chuck must be sufficiently accurate.
●RecommendedMillingConditionsareshownonpageP.21.
14 15
φD
φd2
φd h4
Page14
SSPB220 SSPBL220
切削条件参考表 Recommended Milling Conditions 切削条件参考表 Recommended Milling Conditions
調質鋼・焼入れ鋼 焼入れ鋼 ハイス 調質鋼・焼入れ鋼 焼入れ鋼 ハイス
被削材 Prehardened Steels・Hardened Steels Hardened Steels High Speed Tool Steels 被削材 Prehardened Steels・Hardened Steels Hardened Steels High Speed Tool Steels
Work Material NAK80・STAVAX・SKD61 SKD11・ELMAX SKH・HAP Work Material NAK80・STAVAX・SKD61 SKD11・ELMAX SKH・HAP
(〜52HRC) (〜62HRC) (〜68HRC) (〜52HRC) (〜62HRC) (〜68HRC)
切込み量 送り速度 回転数 切込み量 送り速度 回転数 切込み量 送り速度 回転数 切込み量 送り速度 回転数 切込み量 送り速度 回転数 切込み量 送り速度 回転数
Rサイズ 有効長 Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed Rサイズ 有効長 Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed
Radius Effective Radius Effective Length apmm aemm mm/min min-1 apmm aemm mm/min min-1 apmm aemm mm/min min-1 Length apmm aemm mm/min min-1 apmm aemm mm/min min-1 apmm aemm mm/min min-1
0.1 0.3 0.005 0.005 600 40,000 0.005 0.005 450 40,000 0.003 0.003 300 40,000 0.1 1 0.005 0.005 200 40,000 0.005 0.005 150 40,000 0.003 0.003 100 40,0000.6 0.005 0.005 500 40,000 0.005 0.005 350 40,000 0.003 0.003 250 40,000 0.9 0.005 0.005 600 40,000 0.005 0.005 400 40,000 0.003 0.005 300 40,000
0.3 0.005 0.005 800 40,000 0.005 0.005 600 40,000 0.003 0.003 450 40,000 0.15 1.5 0.005 0.005 320 40,000 0.005 0.005 240 40,000 0.003 0.005 160 40,000
0.15 0.5 0.005 0.005 750 40,000 0.005 0.005 550 40,000 0.003 0.003 400 40,000 0.2 2 0.005 0.01 500 40,000 0.005 0.01 400 40,000 0.005 0.005 320 40,0000.75 0.005 0.005 700 40,000 0.005 0.005 500 40,000 0.003 0.003 400 40,000 3 0.005 0.005 250 40,000 0.005 0.005 200 40,000 0.003 0.005 120 40,000
0.5 0.005 0.01 1,200 40,000 0.005 0.01 900 40,000 0.005 0.005 600 40,000 1.5 0.01 0.01 1,200 40,000 0.01 0.01 1,000 40,000 0.005 0.01 600 40,000
0.2 0.75 0.005 0.01 1,100 40,000 0.005 0.01 850 40,000 0.005 0.005 550 40,000 0.25 2.5 0.01 0.01 720 40,000 0.01 0.01 600 40,000 0.005 0.01 480 40,0001 0.005 0.01 1,000 40,000 0.005 0.01 800 40,000 0.005 0.005 500 40,000 3.5 0.01 0.01 400 36,000 0.005 0.01 320 36,000 0.005 0.005 240 36,000
1.2 0.005 0.01 1,000 40,000 0.005 0.01 800 40,000 0.005 0.005 500 40,000 3 0.01 0.02 1,200 40,000 0.01 0.02 800 40,000 0.01 0.01 600 40,000
0.25 1 0.01 0.01 1,200 40,000 0.01 0.01 1,000 40,000 0.005 0.005 700 40,000 4 0.01 0.01 540 36,000 0.01 0.01 400 36,000 0.005 0.01 320 36,000
0.3 1.2 0.01 0.02 1,800 40,000 0.01 0.02 1,500 40,000 0.005 0.01 1,000 40,000
0.3 5 0.01 0.01 360 30,000 0.005 0.01 320 30,000 0.005 0.005 240 30,000
1.5 0.01 0.02 1,500 40,000 0.01 0.02 1,200 40,000 0.005 0.01 800 40,000 6 0.005 0.005 240 24,000 0.005 0.005 200 24,000 0.003 0.003 160 24,000
0.4 1.6 0.01 0.02 1,800 40,000 0.01 0.02 1,500 40,000 0.005 0.01 1,000 40,000 4 0.01 0.015 1,000 40,000 0.01 0.015 800 40,000 0.005 0.01 600 40,0002 0.01 0.02 1,500 40,000 0.01 0.02 1,200 40,000 0.005 0.01 800 40,000 0.4 6 0.005 0.01 720 30,000 0.005 0.01 540 30,000 0.005 0.005 400 30,000
0.5 2 0.02 0.04 2,500 40,000 0.02 0.03 1,800 40,000 0.01 0.02 1,200 40,000 4 0.02 0.03 1,600 40,000 0.02 0.02 1,200 40,000 0.01 0.015 800 40,0002.5 0.02 0.04 2,000 40,000 0.02 0.03 1,500 40,000 0.01 0.02 1,000 40,000 6 0.015 0.02 1,200 30,000 0.015 0.015 900 30,000 0.01 0.01 600 30,000
0.6 2.4 0.02 0.04 2,500 40,000 0.02 0.03 2,000 40,000 0.01 0.02 1,500 40,000
0.5 8 0.01 0.015 720 20,000 0.01 0.01 540 20,000 0.005 0.01 400 20,000
3 0.02 0.04 2,500 40,000 0.02 0.03 2,000 40,000 0.01 0.02 1,500 40,000 10 0.01 0.01 540 16,000 0.005 0.01 400 16,000 0.005 0.005 300 16,000
0.75 3 0.03 0.05 3,000 40,000 0.03 0.05 3,000 40,000 0.02 0.03 2,000 30,000 0.6 6 0.02 0.02 1,400 32,000 0.015 0.02 1,000 32,000 0.01 0.015 720 32,0003.8 0.03 0.05 3,000 40,000 0.03 0.05 3,000 40,000 0.02 0.03 2,000 30,000 7.5 0.02 0.03 1,600 32,000 0.015 0.03 1,400 32,000 0.01 0.01 1,000 32,000
1 4 0.05 0.1 3,000 30,000 0.03 0.05 3,000 30,000 0.03 0.03 2,000 25,000 0.75 10 0.015 0.02 900 20,000 0.01 0.02 720 20,000 0.01 0.01 540 20,0005 0.05 0.1 3,000 30,000 0.03 0.05 3,000 30,000 0.03 0.03 2,000 25,000 15 0.01 0.02 480 12,000 0.01 0.01 400 12,000 0.005 0.01 300 12,000
1.5 6 0.08 0.15 2,300 20,000 0.05 0.075 2,100 20,000 0.04 0.06 1,300 15,000 6 0.03 0.05 2,400 40,000 0.03 0.03 2,000 40,000 0.02 0.02 1,600 40,0009 0.06 0.12 2,200 20,000 0.04 0.06 2,000 20,000 0.04 0.05 1,200 15,000 8 0.03 0.03 2,000 36,000 0.02 0.03 1,400 36,000 0.01 0.02 1,000 36,000
2 8 0.1 0.18 2,300 17,000 0.06 0.09 2,100 15,000 0.05 0.07 1,300 12,000 1 10 0.02 0.03 1,600 32,000 0.015 0.03 800 32,000 0.01 0.015 600 32,00012 0.08 0.15 2,000 17,000 0.05 0.08 1,700 15,000 0.04 0.06 1,200 12,000 14 0.02 0.02 900 20,000 0.01 0.02 720 20,000 0.01 0.01 540 20,000
2.5 10 0.11 0.21 2,200 13,000 0.08 0.12 1,800 12,000 0.07 0.1 1,300 11,000 20 0.02 0.02 360 8,000 0.01 0.02 320 8,000 0.01 0.01 240 8,00015 0.1 0.18 1,900 13,000 0.06 0.1 1,500 12,000 0.06 0.08 1,100 11,000 ※切込み量は、中仕上げ・仕上げ加工を行う場合の最大値です。機械剛性や要求精度などに合わせて調整してください。
3 12 0.13 0.24 2,000 10,000 0.09 0.15 1,600 10,000 0.08 0.12 1,200 10,000 ※仕上げ代が加工面に対して均一になるよう、前加工(中仕上げ)時にご注意ください。18 0.11 0.21 1,700 10,000 0.08 0.12 1,400 10,000 0.07 0.1 1,000 10,000 ※ ビビリが発生する場合は、回転数と送り速度を同じ割合で下げてください。また、主軸回転数が足りない場合も同様
に同じ割合で下げてください。
※切込み量は、中仕上げ・仕上げ加工を行う場合の最大値です。機械剛性や要求精度などに合わせて調整してください。 ※コーナー部等負荷が高くなる加工箇所では、特に条件設定やツールパスなどに注意してください。
※仕上げ代が加工面に対して均一になるよう、前加工(中仕上げ)時に注意してください。 ※深い部分を加工する際は、クーラントの給油および切りくずの排出性に十分注意してください。
※コーナー部等負荷が高くなる加工箇所では、条件設定やツールパスなどに注意してください。 備 考 ※オイルミストクーラントをお奨めします。
※高品位な加工面を求める場合、加工条件で切込み量を70%、送り速度を70%程度に調整して加工を行ってください。 Notes ※ Max. Depth of Cut for semi-finishing and finishing. Adjust milling conditions depending on the rigidity of the machine and
※クーラントはオイルミストをお奨めします。 desired accuracy.
備 考 ※加工機械の都合で回転数を調整する場合、同じ割合で送り速度を調整してください。 ※Obtain uniform stock amount on the cutting surface in the pre-stage cutting (semi-finishing).
Notes ※ Max. Depth of Cut for semi-finishing and finishing. Adjust milling conditions depending on the rigidity of the machine and ※Reduce both spindle speed and feed at same rate for chattering and also for insufficient spindle speed of a machine.
desired accuracy. ※R equired careful set up of milling conditions, tool path and etc. at cutting parts, such as corners where will become
※Obtain uniform stock amount on the cutting surface in the pre-stage cutting (semi-finishing). overloaded.
※Required careful set up of milling conditions, tool path and etc. at cutting parts, such as corners where will become overloaded. ※Coolant supply and chip disposal in the deep portion are very important.
※Adjust both Depth of Cut and feed rate at 70% of the recommended milling conditions for high quality milling surface. ※Oil mist coolant is recommended.
※Oil mist coolant is recommended.
※Adjust feed rate at same rate as spindle speed if necessary to adjust spindle speed from recommended milling conditions.
16 17
Page15
SSPBTN220 SSPBTN220
切削条件参考表 Recommended Milling Conditions
調質鋼・焼入れ鋼 焼入れ鋼 ハイス 調質鋼・焼入れ鋼 焼入れ鋼 ハイス
被削材 Prehardened Steels・Hardened Steels Hardened Steels High Speed Tool Steels 被削材 Prehardened Steels・Hardened Steels Hardened Steels High Speed Tool Steels
Work Material NAK80・STAVAX・SKD61 SKD11・ELMAX SKH・HAP Work Material NAK80・STAVAX・SKD61 SKD11・ELMAX SKH・HAP
(〜52HRC) (〜62HRC) (〜68HRC) (〜52HRC) (〜62HRC) (〜68HRC)
首角 有効長 切込み量 送り速度 回転数 切込み量 送り速度 回転数 切込み量 送り速度 回転数 首角 有効長 切込み量 送り速度 回転数 切込み量 送り速度 回転数 切込み量 送り速度 回転数Rサイズ Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed Rサイズ Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed
Radius Neck Taper Effective Angle Length Radius
Neck Taper Effective
a a -1 a a -1 a a -1 Angle Lengthpmm emm mm/min min pmm emm mm/min min pmm emm mm/min min apmm aemm mm/min min-1 apmm aemm mm/min min-1 apmm aemm mm/min min-1
30′ 1.5 0.003 0.005 140 40,000 0.003 0.003 120 40,000 0.002 0.003 100 40,000 8 0.01 0.02 900 20,000 0.01 0.02 800 20,000 0.01 0.01 640 20,0002 0.003 0.003 120 40,000 0.002 0.003 100 40,000 0.002 0.002 80 40,000 30′ 10 0.01 0.02 720 16,000 0.005 0.01 640 16,000 0.005 0.005 480 16,000
1゜ 1.5 0.003 0.005 160 40,000 0.003 0.003 140 40,000 0.002 0.003 120 40,0002 0.003 0.003 140 40,000 0.002 0.003 120 40,000 0.002 0.002 90 40,000 1゜
8 0.01 0.02 1,000 20,000 0.01 0.02 900 20,000 0.01 0.01 800 20,000
0.1 10 0.01 0.02 800 16,000 0.005 0.01 720 16,000 0.005 0.005 640 16,000
1 3゚0′ 1.5 0.003 0.005 200 40,000 0.003 0.003 160 40,000 0.002 0.003 140 40,000
0.5
1 3゚0′ 8 0.01 0.02 1,200 20,000 0.01 0.02 1,000 20,000 0.01 0.01 900 20,0002 0.003 0.003 160 40,000 0.002 0.003 140 40,000 0.002 0.002 100 40,000 10 0.01 0.02 900 16,000 0.005 0.01 800 16,000 0.005 0.005 720 16,000
2゜ 1.5 0.003 0.005 240 40,000 0.003 0.003 200 40,000 0.002 0.003 160 40,000 8 0.01 0.02 1,400 20,000 0.01 0.02 1,200 20,000 0.01 0.01 1,000 20,0002 0.003 0.003 200 40,000 0.002 0.003 160 40,000 0.002 0.002 120 40,000 2゜ 10 0.01 0.02 1,000 16,000 0.005 0.01 900 16,000 0.005 0.005 800 16,000
30′ 2 0.005 0.005 200 40,000 0.005 0.005 160 40,000 0.003 0.005 120 40,000 30′ 10 0.02 0.02 800 16,000 0.015 0.02 900 16,000 0.01 0.015 600 16,0003 0.003 0.005 160 40,000 0.003 0.003 120 40,000 0.002 0.003 100 40,000 15 0.01 0.02 540 12,000 0.01 0.01 480 12,000 0.005 0.01 400 12,000
1゜ 2 0.005 0.005 240 40,000 0.005 0.005 200 40,000 0.003 0.005 160 40,000 10 0.02 0.02 900 16,000 0.015 0.02 1,000 16,000 0.01 0.015 720 16,000
0.15 3 0.003 0.005 200 40,000 0.003 0.003 160 40,000 0.002 0.003 120 40,000
1゜ 15 0.01 0.02 680 12,000 0.01 0.01 600 12,000 0.005 0.01 540 12,000
1 3゚0′ 2 0.005 0.005 320 40,000 0.005 0.005 240 40,000 0.003 0.005 200 40,000
0.75
1 3゚0′ 10 0.02 0.02 1,200 20,000 0.015 0.02 1,000 20,000 0.01 0.015 900 20,0003 0.003 0.005 240 40,000 0.003 0.003 200 40,000 0.002 0.003 160 40,000 15 0.01 0.02 900 16,000 0.01 0.01 800 16,000 0.005 0.01 720 16,000
2゜ 2 0.005 0.005 400 40,000 0.005 0.005 300 40,000 0.003 0.005 240 40,000 2゜ 10 0.02 0.02 1,400 20,000 0.015 0.02 1,200 20,000 0.01 0.015 1,000 20,0003 0.003 0.005 300 40,000 0.003 0.003 240 40,000 0.002 0.003 180 40,000 15 0.01 0.02 1,000 16,000 0.01 0.01 900 16,000 0.005 0.01 800 16,000
30′ 3 0.007 0.01 320 40,000 0.005 0.01 240 40,000 0.005 0.005 160 40,000 30′ 16 0.02 0.03 720 12,000 0.015 0.03 540 12,000 0.01 0.02 400 12,0004 0.005 0.005 240 36,000 0.005 0.005 180 36,000 0.003 0.005 120 36,000 20 0.02 0.02 400 8,000 0.01 0.02 360 8,000 0.01 0.01 240 8,000
1゜ 3 0.007 0.01 400 40,000 0.005 0.01 300 40,000 0.005 0.005 200 40,000 1゜ 16 0.02 0.03 1,000 16,000 0.015 0.03 800 16,000 0.01 0.02 600 16,000
0.2 4 0.005 0.005 320 36,000 0.005 0.005 240 36,000 0.003 0.005 160 36,000 1 20 0.02 0.02 600 12,000 0.01 0.02 540 12,000 0.01 0.01 400 12,000
1 3゚0′ 3 0.007 0.01 480 40,000 0.005 0.01 360 40,000 0.005 0.005 240 40,000 16 0.02 0.03 1,200 20,000 0.015 0.03 1,000 20,000 0.01 0.02 800 20,0004 0.005 0.005 400 36,000 0.005 0.005 320 36,000 0.003 0.005 200 36,000 1 3゚0′ 20 0.02 0.02 900 16,000 0.01 0.02 800 16,000 0.01 0.01 600 16,000
2゜ 3 0.007 0.01 540 40,000 0.005 0.01 400 40,000 0.005 0.005 300 40,000 16 0.02 0.03 1,400 20,000 0.015 0.03 1,200 20,000 0.01 0.02 1,000 20,0004 0.005 0.005 480 36,000 0.005 0.005 360 36,000 0.003 0.005 240 36,000 2゜ 20 0.02 0.02 1,000 16,000 0.01 0.02 900 16,000 0.01 0.01 800 16,000
30′ 4 0.01 0.01 400 36,000 0.005 0.01 320 36,000 0.005 0.005 240 36,0005 0.005 0.01 320 32,000 0.005 0.005 240 32,000 0.003 0.005 160 32,000 ※切 込み量は、中仕上げ・仕上げ加工を行う場合の最大値です。機械剛性や要求精度などに合わせて調整してください。
1゜ 4 0.01 0.01 480 36,000 0.005 0.01 400 36,000 0.005 0.005 300 36,000 ※仕上げ代が加工面に対して均一になるよう、前加工(中仕上げ)時にご注意ください。
0.25 5 0.005 0.01 400 32,000 0.005 0.005 320 32,000 0.003 0.005 240 32,000
※ビ ビリが発生する場合は、回転数と送り速度を同じ割合で下げてください。また、主軸回転数が足りない
1 3゚0′ 4 0.01 0.01 640 36,000 0.005 0.01 480 36,000 0.005 0.005 360 36,000
場合も同様に同じ割合で下げてください。
※コーナー部等負荷が高くなる加工箇所では、特に条件設定やツールパスなどに注意してください。
5 0.005 0.01 540 32,000 0.005 0.005 400 32,000 0.003 0.005 300 32,000 ※深い部分を加工する際は、クーラントの給油および切りくずの排出性に十分注意してください。
2゜ 4 0.01 0.01 720 36,000 0.005 0.01 540 36,000 0.005 0.005 400 36,000
備 考 ※オイルミストクーラントをお奨めします。
5 0.005 0.01 640 32,000 0.005 0.005 480 32,000 0.003 0.005 360 32,000 Notes ※M ax. Depth of Cut for semi-finishing and finishing. Adjust milling conditions depending on the rigidity of the machine and desired accuracy.
30′ 5 0.01 0.01 480 36,000 0.005 0.01 400 36,000 0.005 0.005 300 36,000
※Obtain uniform stock amount on the cutting surface in the pre-stage cutting (semi-finishing).
6 0.005 0.01 400 32,000 0.005 0.005 360 32,000 0.003 0.005 240 32,000 ※R educe both spindle speed and feed at same rate for chattering and also for insufficient spindle speed of a machine.
5 0.01 0.01 640 36,000 0.005 0.01 480 36,000 0.005 0.005 400 36,000 ※R equired careful set up of milling conditions, tool path and etc. at cutting parts, such as corners where will 1゜ 6 0.005 0.01 540 32,000 0.005 0.005 400 32,000 0.003 0.005 300 32,000 become overloaded.0.3 ※Coolant supply and chip disposal in the deep portion are very important.
1 3゚0′ 5 0.01 0.01 800 36,000 0.005 0.01 640 36,000 0.005 0.005 480 36,000
※Oil mist coolant is recommended.
6 0.005 0.01 720 32,000 0.005 0.005 540 32,000 0.003 0.005 400 32,000
2゜ 5 0.01 0.01 900 36,000 0.005 0.01 720 36,000 0.005 0.005 540 36,0006 0.005 0.01 800 32,000 0.005 0.005 640 32,000 0.003 0.005 480 32,000
18 19
Page16
SSB200 SSBL200
切削条件参考表 Recommended Milling Conditions 切削条件参考表 Recommended Milling Conditions
調質鋼・焼入れ鋼 焼入れ鋼 ハイス 調質鋼・焼入れ鋼 焼入れ鋼 ハイス
被削材 Prehardened Steels・Hardened Steels Hardened Steels High Speed Tool Steels 被削材 Prehardened Steels・Hardened Steels Hardened Steels High Speed Tool Steels
Work Material NAK80・STAVAX・SKD61 SKD11 SKH・HAP Work Material NAK80・STAVAX・SKD61 SKD11 SKH
(〜52HRC) (〜62HRC) (〜68HRC) (〜52HRC) (〜62HRC) (〜68HRC)
切込み量 送り速度 回転数 切込み量 送り速度 回転数 切込み量 送り速度 回転数 刃径と 切込み量 送り速度 回転数 切込み量 送り速度 回転数 切込み量 送り速度 回転数
Rサイズ 有効長 Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed Rサイズ 有効長 有効長 Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed Depth of Cut Feed Spindle Speed
Radius Effective Effective Length a Radiuspmm aemm mm/min min-1 apmm aemm mm/min min-1 apmm aemm mm/min min-1 Length の比L/D apmm aemm mm/min min-1 apmm aemm mm/min min-1 apmm aemm mm/min min-1
0.1 0.3 0.005 0.005 720 0.005 0.005 540 0.003 0.003 360 0.05 0.3 3 0.005 0.005 200 50,000 0.003 0.005 150 50,000 0.002 0.003 120 50,0000.3 0.005 0.01 1,400 0.005 0.01 800 0.005 0.005 500 0.5 5 0.003 0.003 120 50,000 0.003 0.003 100 50,000 0.002 0.003 80 50,000
0.15 0.5 0.005 0.005 1,200 0.005 0.005 640 0.003 0.005 460
0.75 0.005 0.005 1,000 0.005 0.005 540 0.003 0.005 400 0.075
0.45 3 0.005 0.005 300 50,000 0.003 0.005 200 50,000 0.002 0.003 150 50,000
0.75 5 0.003 0.003 200 50,000 0.003 0.003 150 50,000 0.002 0.003 100 50,000
0.5 0.01 0.01 1,800 0.01 0.01 1,200 0.005 0.01 640 0.1 0.6 3 0.005 0.005 500 50,000 0.005 0.005 380 50,000 0.003 0.003 280 50,0000.2 0.75 0.005 0.01 1,600 0.005 0.01 1,000 0.005 0.01 540 1 5 0.005 0.005 300 50,000 0.005 0.005 260 50,000 0.003 0.003 120 50,000
1 0.005 0.01 1,400 0.005 0.01 900 0.005 0.005 460 0.15 0.9 3 0.005 0.005 800 50,000 0.005 0.005 460 50,000 0.003 0.005 360 50,0000.25 1 0.015 0.015 1,800 50,000 0.01 0.015 1,500 50,000 0.01 0.01 1,100 50,000 1.5 5 0.005 0.005 480 50,000 0.005 0.005 320 50,000 0.003 0.005 280 50,000
0.3 1.5 0.02 0.03 2,000 0.01 0.02 2,000 0.01 0.02 1,500 1.2 3 0.005 0.01 1,200 50,000 0.005 0.01 820 50,000 0.005 0.005 580 50,000
0.4 2 0.03 0.05 2,000 0.02 0.03 2,000 0.01 0.03 1,500 0.2 2 5 0.005 0.01 620 50,000 0.005 0.01 580 50,000 0.005 0.005 380 50,000
0.5 2.5 0.05 0.05 3,000 0.03 0.05 3,000 0.02 0.03 2,000 0.25 1.5 3 0.01 0.01 1,500 50,000 0.01 0.01 1,200 50,000 0.005 0.01 860 50,0000.6 3 0.05 0.05 3,000 0.03 0.05 3,000 0.02 0.03 2,000 2.5 5 0.01 0.01 800 50,000 0.01 0.01 680 50,000 0.005 0.01 540 50,000
0.75 3.8 0.05 0.1 4,000 0.05 0.05 4,000 0.02 0.05 3,000 3 5 0.01 0.02 1,600 40,000 0.01 0.02 1,200 40,000 0.01 0.01 920 40,000
1 4 0.1 0.1 5,000 0.05 0.05 5,000 0.03 0.05 3,000 0.3 4 6.7 0.01 0.01 1,200 30,000 0.01 0.01 960 30,000 0.005 0.01 640 30,0005 0.1 0.1 5,000 0.05 0.05 5,000 0.03 0.05 3,000 5 8.3 0.01 0.01 800 30,000 0.005 0.01 680 30,000 0.005 0.005 480 30,000
※切込み量は、中仕上げ・仕上げ加工を行う場合の最大値です。 0.4 4 5 0.01 0.03 1,500 30,000 0.01 0.02 1,200 30,000 0.01 0.01 920 30,000
※切込み量の、apは軸方向の切込み深さ、aeはピックフィードを示します。 4 4 0.03 0.05 2,400 40,000 0.02 0.03 2,400 40,000 0.02 0.02 1,500 40,000
※オイルミストクーラントをご使用ください。 5 5 0.02 0.05 2,000 32,000 0.02 0.03 2,000 32,000 0.01 0.02 1,200 32,000
※回転数と送り速度は、同じ割合で調整してください。
※切込み量、機械剛性により条件が異なることがあります。その都度調整してください。 0.5 6 6 0.02 0.03 1,500 25,000 0.01 0.02 1,500 25,000 0.01 0.01 1,000 25,000
備 考 ※工具突出し量は必要以上に出さないでください。 8 8 0.01 0.03 1,200 16,000 0.01 0.02 1,000 16,000 0.01 0.01 840 16,000
Notes ※Depth of Cut shows the maximum value for semi-finishing and finishing.
a 10 10 0.01 0.02 800 12,000 0.005 0.01 720 12,000 0.005 0.005 620 12,000※Depth of Cut: p = Axial Depth of Cut / ae = Radial Depth of Cut.
※We recommend using oil mist coolant. 0.75 7.5 5 0.02 0.03 2,000 32,000 0.01 0.03 1,800 32,000 0.01 0.01 1,200 32,000
※Adjust both spindle speed and feed at the same rate. 6 3 0.05 0.05 4,000 40,000 0.03 0.03 4,000 40,000 0.02 0.03 2,600 40,000
※Adjust milling conditions according to the volume of Depth of Cut and rigidity of machine.
※Length of tool overhang must be as short as possible. 1 8 4 0.03 0.05 3,000 32,000 0.02 0.03 2,600 32,000 0.01 0.02 1,800 32,000
10 5 0.02 0.03 2,000 24,000 0.01 0.03 1,600 24,000 0.01 0.02 1,200 24,000
※切込み量は、中仕上げ・仕上げ加工を行う場合の最大値です。
※切込み量の、apは軸方向の切込み深さ、aeはピックフィードを示します。
※オイルミストクーラントをご使用ください。
※回転数と送り速度は、同じ割合で調整してください。
※切込み量、機械剛性により条件が異なることがあります。その都度調整してください。
※工具突出し量は必要以上に出さないでください。
※Depth of Cut shows the maximum value for semi-finishing and finishing.
備 考 ※Depth of Cut:ap = Axial Depth of Cut / ae = Radial Depth of Cut.
Notes ※We recommend using oil mist coolant.
※Adjust both spindle speed and feed at the same rate.
※Adjust milling conditions according to the volume of Depth of Cut and rigidity of machine.
使用上のポイント ※Length of tool overhang must be as short as possible.Points on Use
加工環境について Adviice on Cuttiing Enviironment 仕上げ代(取り代)について
※刃径と有効長の比(L/D)が5以上の場合は、加工面の傾斜角が30°以下での参考条件となります。
Adviice on Fiiniishiing Allllowance (stock amount)
被削材上面 Top of work material ※Recommended milling conditions for the sizes L/D (Effective length / Diameter) = 5 or longer 30°
小径CBNエンドミルを使用する際は、仕上げ代(取り代)を均一にする 中仕上げ面 are based on machining inclined angle 30 deg. or lower.
刃先振れを極力小さくしてください。 ことが重要です。 Surface for semi-finishing
Miiniimiize the deflectiion of cuttiing edge.. When using small CBN End Mill, uniform finishing allowance (stock amount) is 最終仕上げ面
important. Surface for
finishing
主軸の伸縮や機械姿勢変形の傾向を 荒取り・中仕上げ加工で使用した工具の摩耗が大きいと、中仕上げ・仕上げ加
CBNエンドミルをより良くご使用いただくためのポイント
工時の仕上げ代(取り代)が大きくなり、工具寿命や加工精度に影響しますの コーナー部注意! Main points to ensure an e ective use of CBN End Mill.把握し、対策を取ってください。
で、前加工で均一な仕上げ代を残す事が重要です。 No uniformity at 被削材上面corner area
To understand the nature of the expansiion of the Top of work materialWhen tool is used on roughing and semi-finishing and it has a big abrasion,
i i l i i , 加工面全体が、均一な取り代となるようにしてmain spindle and machine posture transformation, 中仕上げ面 コーナー部注意!finishing allowance (stock amount) on semi-finishing and finishing is increasing
and take measures agaiinst them.. and it a
ects tool life and cutting accuracy. Therefore, it is important to get ください(特にコーナー部等ご注意ください)。 Surface for No uniformity at
uniform stock amount in the pre-stage cutting. semi-finishing corner areaこれらの事が、加工精度・工具寿命に影響します。
最終仕上げ面
Uniforming removal stock is important for machining Surface for finishing
accuracy and tool life, especially at corner area.
20 21
Page17
SSR200 SSR200
CBNスーパースピードラジアスエンドミル
CBN Super Speed Radius End Mill
γ°
コードNo. (D)刃径 (R)コーナー半径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格
ℓ Code No. Dia. Corner Radius Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
R±0.002(R≦0.03) ℓ1
●CBNの抜群の耐久性にコーナーRの高能率加工を実現。 R±0.005(R>0.03) L 01-00490-04021 0.5 0.24 0.37 15° 4 50 28,700
●切れ刃全体にわたるスムーズな連続刃付!抜群の面精度を実現可能。 01-00490-04022 R0.02 1 0.24 0.37 15° 4 50 28,900
●調質鋼から68HRCの高硬度材まで対応。 01-00490-04023 1.5 0.24 0.37 15° 4 50 29,200
●φ0.1から規格拡大し、全172サイズに! 01-00490-04024 2 0.24 0.37 15° 4 50 29,600
●Realized high efficient machining with radius flute along with excellent 01-00490-04031 0.5 0.24 0.37 15° 4 50 25,800
wear resistance of CBN. 加工事例
●Realized excellent surface roughness by introducing smooth tangent on Work Sample Data P.37 01-00490-04032 R0.03 1 0.24 0.37 15° 4 50 26,000all over flute. 01-00490-04033 1.5 0.24 0.37 15° 4 50 26,200
●Applicable for work materials from tempered steel to hardened steel
(up to 68 HRC). 01-00490-04034 2 0.24 0.37 15° 4 50 26,600
●Lineup expansion from Dia.0.1mm. 172 sizes in total. 0.401-00490-04051 0.5 0.24 0.37 15° 4 50 25,800
被削材 01-00490-04052 R0.05 1 0.24 0.37 15° 4 50 26,000Work Material 01-00490-04053 1.5 0.24 0.37 15° 4 50 26,000
炭素鋼 合金鋼・工具鋼 調質鋼 焼入れ鋼
Alloy Steels・ Prehardened Hardened Steels ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂 01-00490-04054 2 0.24 0.37 15° 4 50 26,600Carbon Steels Tool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin〜55HRC 55HRC〜 01-00490-04101 0.5 0.24 0.37 15° 4 50 25,800
◎ ◎ ◎ 01-00490-04102 R0.1 1 0.24 0.37 15° 4 50 26,000
01-00490-04103 1.5 0.24 0.37 15° 4 50 26,000
★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY] 01-00490-04104 2 0.24 0.37 15° 4 50 26,000
コードNo. (D)刃径 (R)コーナー半径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 ★ 01-00490-05020 0.5 0.3 0.46 15° 4 48 23,600
Code No. Dia. Corner Radius Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price ★ 01-00490-05022 R0.02 1 0.3 0.46 15° 4 50 23,800
01-00490-01022 0.2 0.04 0.09 15° 4 50 40,200 ★ 01-00490-05021 1.5 0.3 0.46 15° 4 50 24,000
01-00490-01023 R0.02 0.3 0.04 0.09 15° 4 50 40,800 ★ 01-00490-05023 2.5 0.3 0.46 15° 4 50 26,300
01-00490-01024 0.1 0.5 0.04 0.09 15° 4 50 42,000
★ 01-00490-05030 0.5 0.3 0.46 15° 4 48 21,200
01-00490-01032 0.2 0.04 0.09 15° 4 50 38,400 ★ 01-00490-05032 R0.03 1 0.3 0.46 15° 4 50 21,400
01-00490-01033 R0.03 0.3 0.04 0.09 15° 4 50 39,000 ★ 01-00490-05031 1.5 0.3 0.46 15° 4 50 21,600
01-00490-01034 0.5 0.04 0.09 15° 4 50 40,200 ★ 01-00490-05033 0.5 2.5 0.3 0.46 15° 4 50 23,600
01-00490-01522 0.2 0.06 0.14 15° 4 50 40,200 ★ 01-00490-05050 0.5 0.3 0.46 15° 4 48 21,200
01-00490-01523 R0.02 0.3 0.06 0.14 15° 4 50 40,800 ★ 01-00490-05052 R0.05 1 0.3 0.46 15° 4 50 21,400
01-00490-01524 0.5 0.06 0.14 15° 4 50 42,000 ★ 01-00490-05051 1.5 0.3 0.46 15° 4 50 21,6000.15
01-00490-01532 0.2 0.06 0.14 15° 4 50 38,400 ★ 01-00490-05053 2.5 0.3 0.46 15° 4 50 23,600
01-00490-01533 R0.03 0.3 0.06 0.14 15° 4 50 39,000 ★ 01-00490-05100 0.5 0.3 0.46 15° 4 48 21,200
01-00490-01534 0.5 0.06 0.14 15° 4 50 40,200 ★ 01-00490-05102 R0.1 1 0.3 0.46 15° 4 50 21,400
01-00490-02020 0.3 0.08 0.19 15° 4 50 30,600 ★ 01-00490-05101 1.5 0.3 0.46 15° 4 50 21,600
01-00490-02021 R0.02 0.5 0.08 0.19 15° 4 50 30,600 ★ 01-00490-05103 2.5 0.3 0.46 15° 4 50 23,600
01-00490-02022 1 0.08 0.19 15° 4 50 31,500 ★ 01-00490-06021 0.5 0.3 0.56 15° 4 48 23,600
01-00490-02030 0.3 0.08 0.19 15° 4 50 27,500 ★ 01-00490-06022 R0.02 1 0.3 0.56 15° 4 50 23,800
01-00490-02031 0.2 R0.03 0.5 0.08 0.19 15° 4 50 27,500 ★ 01-00490-06023 1.5 0.3 0.56 15° 4 50 24,000
01-00490-02032 1 0.08 0.19 15° 4 50 28,300 ★ 01-00490-06024 2.5 0.3 0.56 15° 4 50 26,300
01-00490-02050 0.3 0.08 0.19 15° 4 50 27,500 ★ 01-00490-06031 0.5 0.3 0.56 15° 4 48 21,200
01-00490-02051 R0.05 0.5 0.08 0.19 15° 4 50 27,500 ★ 01-00490-06032 R0.03 1 0.3 0.56 15° 4 50 21,400
01-00490-02052 1 0.08 0.19 15° 4 50 28,300 ★ 01-00490-06033 1.5 0.3 0.56 15° 4 50 21,600
01-00490-03021 0.5 0.13 0.28 15° 4 50 30,200 ★ 01-00490-06034 0.6 2.5 0.3 0.56 15° 4 50 23,600
01-00490-03020 0.75 0.13 0.28 15° 4 50 30,400 ★ 01-00490-06051 0.5 0.3 0.56 15° 4 48 21,200
01-00490-03022 R0.02 1 0.13 0.28 15° 4 50 30,600 ★ 01-00490-06052 R0.05 1 0.3 0.56 15° 4 50 21,400
01-00490-03023 1.5 0.13 0.28 15° 4 50 31,000 ★ 01-00490-06053 1.5 0.3 0.56 15° 4 50 21,600
01-00490-03024 2 0.13 0.28 15° 4 50 31,500 ★ 01-00490-06054 2.5 0.3 0.56 15° 4 50 23,600
01-00490-03031 0.5 0.13 0.28 15° 4 50 27,200 ★ 01-00490-06101 0.5 0.3 0.56 15° 4 48 21,200
01-00490-03030 0.75 0.13 0.28 15° 4 50 27,400 ★ 01-00490-06102 R0.1 1 0.3 0.56 15° 4 50 21,400
01-00490-03032 0.3 R0.03 1 0.13 0.28 15° 4 50 27,500 ★ 01-00490-06103 1.5 0.3 0.56 15° 4 50 21,600
01-00490-03033 1.5 0.13 0.28 15° 4 50 27,900 ★ 01-00490-06104 2.5 0.3 0.56 15° 4 50 23,600
01-00490-03034 2 0.13 0.28 15° 4 50 28,300 ★ 01-00490-08021 1.5 0.56 0.76 15° 4 50 24,000
01-00490-03051 0.5 0.13 0.28 15° 4 50 27,200 ★ 01-00490-08022 R0.02 2.5 0.56 0.76 15° 4 50 26,300
01-00490-03050 0.75 0.13 0.28 15° 4 50 27,400 ★ 01-00490-08023 0.8 5 0.56 0.76 15° 4 53 27,200
01-00490-03052 R0.05 1 0.13 0.28 15° 4 50 27,500 ★ 01-00490-08031 1.5 0.56 0.76 15° 4 50 21,600
01-00490-03053 1.5 0.13 0.28 15° 4 50 27,900 ★ 01-00490-08032 R0.03 2.5 0.56 0.76 15° 4 50 23,600
01-00490-03054 2 0.13 0.28 15° 4 50 28,300 ★ 01-00490-08033 5 0.56 0.76 15° 4 53 24,400
オーダー方法 SSR200刃径(D)×コーナー半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。Whenyouorder,indicateSSR200(D)×(R)×(ℓ1). ※(γ)isreferencevalue.
●切削条件表はP.31に記載
22 ●RecommendedMillingConditionsareshownonpageP.31. 23
φD 0-0.01
φd2
φd h4
Page18
SSR200 SSR200
CBNスーパースピードラジアスエンドミル
CBN Super Speed Radius End Mill
★再研磨可能(全長35mm以上のもの。詳細はお問い合わせください。) 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
コードNo. (D)刃径 (R)コーナー半径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 コードNo. (D)刃径 (R)コーナー半径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格
Code No. Dia. Corner Radius Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price Code No. Dia. Corner Radius Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
★ 01-00490-08051 1.5 0.56 0.76 15° 4 50 21,600 ★ 01-00490-20022 3 1.2 1.94 15° 4 53 26,700
★ 01-00490-08052 R0.05 2.5 0.56 0.76 15° 4 50 23,600 ★ 01-00490-20020 R0.02 4 1.2 1.94 15° 4 53 26,700★ 01-00490-08053 0.8 5 0.56 0.76 15° 4 53 24,400 ★ 01-00490-20021 6 1.2 1.94 15° 4 53 26,700★ 01-00490-08101 1.5 0.56 0.76 15° 4 50 21,600 ★ 01-00490-20023 10 1.2 1.94 15° 4 53 29,800
★ 01-00490-08102 R0.1 2.5 0.56 0.76 15° 4 50 23,600 ★ 01-00490-20032 3 1.2 1.94 15° 4 53 24,000
★ 01-00490-08103 5 0.56 0.76 15° 4 53 24,400 ★ 01-00490-20030 R0.03 4 1.2 1.94 15° 4 53 24,000★ 01-00490-10020 1 0.7 0.95 15° 4 49 22,000 ★ 01-00490-20031 6 1.2 1.94 15° 4 53 24,000
★ 01-00490-10022 R0.02 2 0.7 0.95 15° 4 50 22,000 ★ 01-00490-20033 10 1.2 1.94 15° 4 53 26,800★ 01-00490-10021 3 0.7 0.95 15° 4 50 22,000 ★ 01-00490-20052 3 1.2 1.94 15° 4 53 24,000
★ 01-00490-10023 5 0.7 0.95 15° 4 53 24,900 ★ 01-00490-20050
★ R0.05
4 1.2 1.94 15° 4 53 24,000
01-00490-10030 1 0.7 0.95 15° 4 49 19,800 ★ 01-00490-20051 6 1.2 1.94 15° 4 53 24,000
★ 01-00490-10032 R0.03 2 0.7 0.95 15° 4 50 19,800 ★ 01-00490-20053 10 1.2 1.94 15° 4 53 26,800★ 01-00490-10031 3 0.7 0.95 15° 4 50 19,800 ★ 01-00490-20102 3 1.2 1.94 15° 4 53 24,000
★ 01-00490-10033 5 0.7 0.95 15° 4 53 22,400 ★ 01-00490-20100
★ 1 0.7 0.95 15° 4 49 19,800 ★ 2 R0.1
4 1.2 1.94 15° 4 53 24,000
01-00490-10050 01-00490-20101 6 1.2 1.94 15° 4 52 24,000
★ 01-00490-10052 2 0.7 0.95 15° 4 50 19,800 ★ 01-00490-20103 10 1.2 1.94 15° 4 52 26,800
★ R0.0501-00490-10051 3 0.7 0.95 15° 4 50 19,800 ★ 01-00490-20202 3 1.2 1.94 15° 4 53 24,000
★ 01-00490-10053 1 5 0.7 0.95 15° 4 53 22,400 ★ 01-00490-20200 4 1.2 1.94 15° 4 53 24,000★ 01-00490-10100 1 0.7 0.95 15° 4 49 19,800 ★ R0.201-00490-20201 6 1.2 1.94 15° 4 52 24,000
★ 01-00490-10102 R0.1 2 0.7 0.95 15° 4 50 19,800 ★ 01-00490-20203 10 1.2 1.94 15° 4 52 26,700★ 01-00490-10101 3 0.7 0.95 15° 4 50 19,800 ★ 01-00490-20302 3 1.2 1.94 15° 4 53 24,000
★ 01-00490-10103 5 0.7 0.95 15° 4 53 22,400 ★ 01-00490-20300 4 1.2 1.94 15° 4 53 24,000
★ 01-00490-10200 1 0.7 0.95 15° 4 49 19,800 ★ R0.301-00490-20301 6 1.2 1.94 15° 4 52 24,000
★ 01-00490-10202 R0.2 2 0.7 0.95 15° 4 50 19,800 ★ 01-00490-20303 10 1.2 1.94 15° 4 52 26,700★ 01-00490-10201 3 0.7 0.95 15° 4 50 19,800 ★ 01-00490-20502 3 1.2 1.94 15° 4 53 24,000
★ 01-00490-10203 5 0.7 0.95 15° 4 53 22,400 ★ 01-00490-20500 R0.5 4 1.2 1.94 15° 4 53 24,000★ 01-00490-10300 1 0.7 0.95 15° 4 49 19,800 ★ 01-00490-20501 6 1.2 1.94 15° 4 52 24,000
★ 01-00490-10302 R0.3 2 0.7 0.95 15° 4 50 19,800 ★ 01-00490-20503 10 1.2 1.94 15° 4 52 26,700★ 01-00490-10301 3 0.7 0.95 15° 4 50 19,800
★ 01-00490-10303 5 0.7 0.95 15° 4 53 22,400
★ 01-00490-15022 2 1 1.45 15° 4 52 25,900
★ 01-00490-15020 R0.02 3 1 1.45 15° 4 52 25,900★ 01-00490-15021 4.5 1 1.45 15° 4 52 25,900
★ 01-00490-15023 7.5 1 1.45 15° 4 52 29,400
★ 01-00490-15032 2 1 1.45 15° 4 52 23,300
★ 01-00490-15030 R0.03 3 1 1.45 15° 4 52 23,300★ 01-00490-15031 4.5 1 1.45 15° 4 52 23,300
★ 01-00490-15033 7.5 1 1.45 15° 4 52 26,400
★ 01-00490-15052 2 1 1.45 15° 4 52 23,300
★ 01-00490-15050 R0.05 3 1 1.45 15° 4 52 23,300★ 01-00490-15051 4.5 1 1.45 15° 4 52 23,300
★ 01-00490-15053 1.5 7.5 1 1.45 15° 4 52 26,400★ 01-00490-15102 2 1 1.45 15° 4 52 23,300
★ 01-00490-15100 R0.1 3 1 1.45 15° 4 52 23,300★ 01-00490-15101 4.5 1 1.45 15° 4 52 23,300
★ 01-00490-15103 7.5 1 1.45 15° 4 52 26,400
★ 01-00490-15202 2 1 1.45 15° 4 52 23,300
★ 01-00490-15200 R0.2 3 1 1.45 15° 4 52 23,300★ 01-00490-15201 4.5 1 1.45 15° 4 52 23,300
★ 01-00490-15203 7.5 1 1.45 15° 4 52 26,400
★ 01-00490-15302 2 1 1.45 15° 4 52 23,300
★ 01-00490-15300 R0.3 3 1 1.45 15° 4 52 23,300★ 01-00490-15301 4.5 1 1.45 15° 4 52 23,300
★ 01-00490-15303 7.5 1 1.45 15° 4 52 26,400
オーダー方法 SSR200刃径(D)×コーナー半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。Whenyouorder,indicateSSR200(D)×(R)×(ℓ1). ※(γ)isreferencevalue.
●切削条件表はP.31に記載
24 ●RecommendedMillingConditionsareshownonpageP.31. 25
Page19
SHR320 SHPR400 New
CBN高能率ラジアスエンドミル CBNスーパーハイプレシジョンラジアスエンドミル
CBN High Efficient Radius End Mill CBN Super High Precision Radius End Mill
γ°
γ° 高精度仕様
High accuracy
type.
ℓ
R±0.005 ℓ1 L ℓR±0.002 ℓ1 L
●切削抵抗を軽減させる新刃形状を開発!仕上げ精度の向上に成
●3枚刃採用とスパイラル形状コーナー Rにより、高精度・高能率加 功しました。 φ0.1及びφ0.15の底刃は、軸中心まで刃がありません。
工を実現。 ●φ0.1 から4枚刃!微細切削での加工能率アップと寿命の更なる 削り残しにご注意ください。
●Realized high accuracy and high efficiency machining by adopting 3 安定性を実現しました。 Beware of stocks because there is no blade to the shaft center of end
flutes and corner R with spiral shape. ● シャンク径公差は -0.001mmから -0.003mmの2μm 範囲で、 teeth of φ0.1 and φ0.15.
超高精度タイプの焼きばめホルダにも対応します。 ※ シャンク公差はJIS規格でh4に括られますが、当社では-0.001mm~-0.003mm
被削材 ●φ0.1からφ3まで、全109サイズをランナップしました。 の範囲[0.002mm]で生産しております。Work Material ●New tool design has been developed to reduce the cutting resistance Shank tolerance is h4(JIS), NS TOOL produces within
炭素鋼 合金鋼・工具鋼 調質鋼 焼入れ鋼 ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂 and upgrade the finishing accuracy! 0.002mm from -0.001mm~-0.003mm.Hardened Steels ●Realized 4-Flute type from φ0.1! Achieved higher efficient machining
Carbon Steels Alloy Steels・ Prehardened Tool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin〜55HRC 55HRC〜 and more stable tool life in micro machining!●The shank diameter accuracy is 2μm (-0.001~-0.003), and also 加工事例
◎ ◎ ◎ supports high precision shrink fit holders. Work Sample Data P.38
●Line up from φ0.1~φ3, total 109 sizes.
単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
コードNo. (D)刃径 (R)コーナー半径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 被削材 Work Material
Code No. Dia. Corner Radius Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
炭素鋼 合金鋼・工具鋼 調質鋼 焼入れ鋼
01-00495-05011 R0.1 1.5 0.25 0.46 15° 4 50 26,000 ステンレス鋼 チタン合金 アルミニウム合金 銅 樹 脂Carbon Steels Alloy Steels・ Prehardened Hardened Steels0.5 Tool Steels Steels Stainless Steels Titanium Alloy Aluminum Alloy Copper Resin
01-00495-05012 R0.1 2.5 0.25 0.46 15° 4 50 29,000 〜55HRC 55HRC〜
01-00495-10011 R0.1 3 0.5 0.95 15° 4 50 24,000 ◎ ◎ ◎
01-00495-10012
1 R0.1 5 0.5 0.95 15° 4 52 27,000 ※2020年4月発売 ※ReleasedinApril,2020. 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
01-00495-10021 R0.2 3 0.5 0.95 15° 4 50 24,000
コードNo. (D)刃径 (R)コーナー半径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格
01-00495-10022 R0.2 5 0.5 0.95 15° 4 52 27,000 Code No. Dia. Corner Radius Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
01-00495-15011 R0.1 4.5 0.75 1.45 15° 4 52 28,000 01-00485-01002 0.2 0.04 0.09 15° 4 50 48,300
01-00495-15012
1.5 R0.1 7.5 0.75 1.45 15° 4 52 31,000 01-00485-01003 R0.01 0.3 0.04 0.09 15° 4 50 48,900
01-00495-15021 R0.2 4.5 0.75 1.45 15° 4 52 28,000 01-00485-01005 0.1 0.5 0.04 0.09 15° 4 50 49,800
01-00495-15022 R0.2 7.5 0.75 1.45 15° 4 52 31,000 01-00485-01022 0.2 0.04 0.09 15° 4 50 48,300
01-00495-20011 R0.1 6 1 1.94 15° 4 52 29,000 01-00485-01023 R0.02 0.3 0.04 0.09 15° 4 50 48,900
01-00485-01025
01-00495-20012
2 R0.1 10 1 1.94 15° 4 52 32,000
0.5 0.04 0.09 15° 4 50 49,800
01-00485-01522 0.2 0.06 0.14 15° 4 50 48,300
01-00495-20031 R0.3 6 1 1.94 15° 4 52 29,000 01-00485-01523 R0.02 0.3 0.06 0.14 15° 4 50 48,900
01-00495-20032 R0.3 10 1 1.94 15° 4 52 32,000 01-00485-01525 0.15 0.5 0.06 0.14 15° 4 50 49,800
01-00485-01532 0.2 0.06 0.14 15° 4 50 46,100
オーダー方法 SHR320刃径(D)×コーナー半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。Whenyouorder,indicateSHR320(D)×(R)×(ℓ1). ※(γ)isreferencevalue. 01-00485-01533 R0.03 0.3 0.06 0.14 15° 4 50 46,800
●切削条件表はP.33に記載 01-00485-01535 0.5 0.06 0.14 15° 4 50 48,300
●RecommendedMillingConditionsareshownonpageP.33. 01-00485-02203 0.3 0.08 0.19 15° 4 50 36,800
01-00485-02205 R0.02 0.5 0.08 0.19 15° 4 50 36,800
01-00485-02210 0.2 1 0.08 0.19 15° 4 50 37,800
01-00485-02303 0.3 0.08 0.19 15° 4 50 33,000
01-00485-02305 R0.03 0.5 0.08 0.19 15° 4 50 33,000
01-00485-02310 1 0.08 0.19 15° 4 50 34,000
01-00485-03205 0.5 0.13 0.285 15° 4 50 36,300
01-00485-03207 0.75 0.13 0.285 15° 4 50 36,500
01-00485-03210 R0.02 1 0.13 0.285 15° 4 50 36,800
01-00485-03215 1.5 0.13 0.285 15° 4 50 37,200
01-00485-03220 0.3 2 0.13 0.285 15° 4 50 37,800
01-00485-03405 0.5 0.13 0.285 15° 4 50 32,700
01-00485-03407 0.75 0.13 0.285 15° 4 50 32,900
01-00485-03410 R0.05 1 0.13 0.285 15° 4 50 33,000
01-00485-03415 1.5 0.13 0.285 15° 4 50 33,500
01-00485-03420 2 0.13 0.285 15° 4 50 34,000
オーダー方法 SHPR400刃径(D)×コーナー半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。Whenyouorder,indicateSHPR400(D)×(R)×(ℓ1). ※(γ)isreferencevalue.
●切削条件表はP.34に記載
●RecommendedMillingConditionsareshownonpageP.34.
26 27
φD 0-0.01
φd2
φd h4
φD 0-0.005(D≦1)
φD 0-0.007(D>1)
φd2
-0.001※φd -0.003
Page20
SHPR400 SHPR400 New
CBNスーパーハイプレシジョンラジアスエンドミル
CBN Super High Precision Radius End Mill
※2020年4月発売 ※ReleasedinApril,2020. 単位[ 寸法:mm/価格:円] Unit[size:mm/RetailPrice:JPY]
コードNo. (D)刃径 (R)コーナー半径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 コードNo. (D)刃径 (R)コーナー半径 (ℓ1)有効長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格
Code No. Dia. Corner Radius Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price Code No. Dia. Corner Radius Effective Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
01-00485-05205 0.5 0.3 0.46 15° 4 48 28,400 01-00485-20203 3 1.2 1.94 15° 4 53 32,100
01-00485-05210 R0.02 1 0.3 0.46 15° 4 50 28,600 01-00485-20204 4 1.2 1.94 15° 4 53 32,100
01-00485-05215 1.5 0.3 0.46 15° 4 50 28,800 R0.0201-00485-20206 6 1.2 1.94 15° 4 53 32,100
01-00485-05225 2.5 0.3 0.46 15° 4 50 31,600 01-00485-20210 10 1.2 1.94 15° 4 53 35,800
01-00485-05405 0.5 0.3 0.46 15° 4 48 25,500 01-00485-20403 3 1.2 1.94 15° 4 53 28,800
01-00485-05410 0.5 R0.05 1 0.3 0.46 15° 4 50 25,700 01-00485-20404 R0.05 4 1.2 1.94 15° 4 53 28,800
01-00485-05415 1.5 0.3 0.46 15° 4 50 26,000 01-00485-20406 6 1.2 1.94 15° 4 53 28,800
01-00485-05425 2.5 0.3 0.46 15° 4 50 28,400 01-00485-20410 10 1.2 1.94 15° 4 53 32,200
01-00485-05505 0.5 0.3 0.46 15° 4 48 25,500 201-00485-20503 3 1.2 1.94 15° 4 53 28,800
01-00485-05510 R0.1 1 0.3 0.46 15° 4 50 25,700 01-00485-20504 R0.1 4 1.2 1.94 15° 4 53 28,800
01-00485-05515 1.5 0.3 0.46 15° 4 50 26,000 01-00485-20506 6 1.2 1.94 15° 4 53 28,800
01-00485-05525 2.5 0.3 0.46 15° 4 50 28,400 01-00485-20510 10 1.2 1.94 15° 4 53 32,200
01-00485-08215 1.5 0.56 0.76 15° 4 50 28,800 01-00485-20603 3 1.2 1.94 15° 4 53 28,800
01-00485-08225 R0.02 2.5 0.56 0.76 15° 4 50 31,600 01-00485-20604 R0.2 4 1.2 1.94 15° 4 53 28,800
01-00485-08250 5 0.56 0.76 15° 4 53 32,700 01-00485-20606 6 1.2 1.94 15° 4 53 28,800
01-00485-08415 1.5 0.56 0.76 15° 4 50 26,000 01-00485-20610 10 1.2 1.94 15° 4 53 32,100
01-00485-08425 0.8 R0.05 2.5 0.56 0.76 15° 4 50 28,400 01-00485-30406 6 1.8 2.85 15° 6 53 37,200
01-00485-08450 5 0.56 0.76 15° 4 53 29,300 01-00485-30409 R0.05 9 1.8 2.85 15° 6 53 38,000
01-00485-08515 1.5 0.56 0.76 15° 4 50 26,000 01-00485-30412 12 1.8 2.85 15° 6 63 38,800
01-00485-08525 R0.1 2.5 0.56 0.76 15° 4 50 28,400 01-00485-30415 15 1.8 2.85 15° 6 63 39,600
01-00485-08550 5 0.56 0.76 15° 4 53 29,300 01-00485-30506 6 1.8 2.85 15° 6 53 37,200
01-00485-10201 1 0.7 0.95 15° 4 49 26,400 01-00485-30509 9 1.8 2.85 15° 6 53 38,000
01-00485-10202 R0.02 2 0.7 0.95 15° 4 50 26,400
3 R0.1
01-00485-30512 12 1.8 2.85 15° 6 63 38,800
01-00485-10203 3 0.7 0.95 15° 4 50 26,400 01-00485-30515 15 1.8 2.85 15° 6 63 39,600
01-00485-10205 5 0.7 0.95 15° 4 53 29,900 01-00485-30606 6 1.8 2.85 15° 6 53 37,200
01-00485-10401 1 0.7 0.95 15° 4 49 23,800 01-00485-30609 R0.2 9 1.8 2.85 15° 6 53 38,000
01-00485-10402 R0.05 2 0.7 0.95 15° 4 50 23,800 01-00485-30612 12 1.8 2.85 15° 6 63 38,800
01-00485-10403 3 0.7 0.95 15° 4 50 23,800 01-00485-30615 15 1.8 2.85 15° 6 63 39,600
01-00485-10405 1 5 0.7 0.95 15° 4 53 26,900
01-00485-10501 1 0.7 0.95 15° 4 49 23,800
01-00485-10502 R0.1 2 0.7 0.95 15° 4 50 23,800
01-00485-10503 3 0.7 0.95 15° 4 50 23,800
01-00485-10505 5 0.7 0.95 15° 4 53 26,900
01-00485-10601 1 0.7 0.95 15° 4 49 23,800
01-00485-10602 R0.2 2 0.7 0.95 15° 4 50 23,800
01-00485-10603 3 0.7 0.95 15° 4 50 23,800
01-00485-10605 5 0.7 0.95 15° 4 53 26,900
01-00485-15202 2 1 1.45 15° 4 52 31,100
01-00485-15203 R0.02 3 1 1.45 15° 4 52 31,100
01-00485-15204 4.5 1 1.45 15° 4 52 31,100
01-00485-15207 7.5 1 1.45 15° 4 52 35,300
01-00485-15402 2 1 1.45 15° 4 52 28,000
01-00485-15403 R0.05 3 1 1.45 15° 4 52 28,000
01-00485-15404 4.5 1 1.45 15° 4 52 28,000
01-00485-15407 1.5 7.5 1 1.45 15° 4 52 31,700
01-00485-15502 2 1 1.45 15° 4 52 28,000
01-00485-15503 R0.1 3 1 1.45 15° 4 52 28,000
01-00485-15504 4.5 1 1.45 15° 4 52 28,000
01-00485-15507 7.5 1 1.45 15° 4 52 31,700
01-00485-15602 2 1 1.45 15° 4 52 28,000
01-00485-15603 R0.2 3 1 1.45 15° 4 52 28,000
01-00485-15604 4.5 1 1.45 15° 4 52 28,000
01-00485-15607 7.5 1 1.45 15° 4 52 31,700
オーダー方法 SHPR400刃径(D)×コーナー半径(R)×有効長(ℓ1)を指示してください。 ※(γ)は参考値です。Whenyouorder,indicateSHPR400(D)×(R)×(ℓ1). ※(γ)isreferencevalue.
●切削条件表はP.34に記載
●RecommendedMillingConditionsareshownonpageP.34.
28 29