



70HRCの高硬度鋼でも⻑寿命で高精度
関連メディア
このカタログについて
| ドキュメント名 | 高硬度鋼高精度加工用ボールエンドミル 『MRBSH230SF』 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 4.4Mb |
| 取り扱い企業 | 日進工具株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
無限コーティングプレミアムPlus
高硬度鋼高精度加工用
2枚刃ロングネックボールエンドミル
焼きばめチャック対応ショートシャンクタイプ
MUGEN COATING PREMIUM Plus 2-Flute Long Neck Ball End Mill with Short Shank
for Hardened Steel and High accuracy cutting
New MRBSH230SF
高硬度鋼 Hardened Steel
〒140-0014 東京都品川区大井 1-28-1 住友不動産大井町駅前ビル6F
TEL. 03-3774-2459 FAX. 03-3774-2460
New
無限コーティング
プレミアムPlus
MUGEN COATING PREMIUM Plus
55
20‘08
MRBSH2007
Page2
70HRCの高硬度鋼でも⻑寿命で高精度
High precision and long tool life even for hardened steel up to 70 HRC
MRBSH230SF R0.05 〜 R3 全 83 サイズ Total 83 sizes
無限コーティングプレミアムPlus New
MUGEN COATING PREMIUM Plus
耐酸化性・耐摩耗性の⾼い新コーティングを開発、70HRCまで⾼硬度鋼の
切削加⼯が可能になりました
New developed coating realized cutting hardened steel up to 70HRC with high oxidation resistance and abrasion resistance
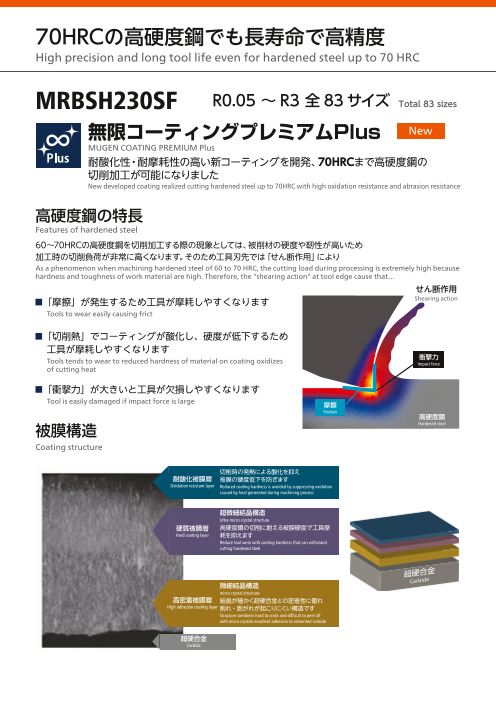
⾼硬度鋼の特⻑
Features of hardened steel
60〜70HRCの⾼硬度鋼を切削加⼯する際の現象としては、被削材の硬度や靭性が⾼いため
加⼯時の切削負荷が⾮常に⾼くなります。そのため⼯具刃先では「せん断作⽤」により
As a phenomenon when machining hardened steel of 60 to 70 HRC, the cutting load during processing is extremely high because
hardness and toughness of work material are high. Therefore, the "shearing action" at tool edge cause that…
せん断作⽤
■「摩擦」が発⽣するため⼯具が摩耗しやすくなります Shearing action
Tools to wear easily causing frict
■「切削熱」でコーティングが酸化し、硬度が低下するため
⼯具が摩耗しやすくなります
Tools tends to wear to reduced hardness of material on coating oxidizes 衝撃⼒Impact force
of cutting heat
■「衝撃⼒」が⼤きいと⼯具が⽋損しやすくなります
Tool is easily damaged if impact force is large 摩擦
Friction
高硬度鋼
Hardened steel
被膜構造
Coating structure
切削時の発熱による酸化を抑え
耐酸化被膜層 被膜の硬度低下を防ぎます
Oxidation resistant layer Reduced coating hardness is avoided by suppressing oxidation
caused by heat generated during machining process
超微細結晶構造
Ultra micro crystal structure
硬質被膜層 ⾼硬度鋼の切削に耐える被膜硬度で⼯具摩
Hard coating layer 耗を抑えます
Reduce tool wear with coating hardness that can withstand
cutting hardened steel
超硬合⾦
rbide
微細結晶構造 Ca
micro crystal structure
高密着被膜層 結晶が細かく超硬合⾦との密着性に優れ
High adhesion coating layer 割れ・剥がれが起こりにくい構造です
Structure combines hard to crack and difficult to peel off
with micro crystals excellent adhesion to cemented carbide
超硬合⾦
Carbide
Page3
高硬度鋼 Hardened Steel
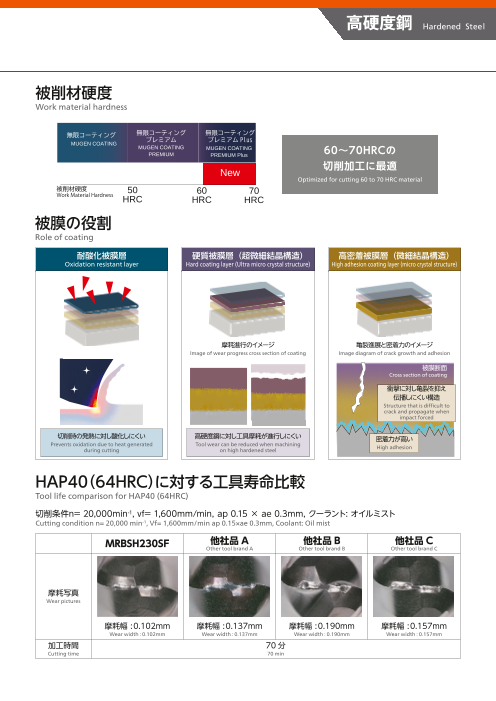
被削材硬度
Work material hardness
無限コーティング 無限コーティング 無限コーティング
MUGEN COATING プレミアム プレミアム Plus
MUGEN COATING MUGEN COATING
PREMIUM PREMIUM Plus 60〜70HRCの
New 切削加⼯に最適
Optimized for cutting 60 to 70 HRC material
被削材硬度
Work Material Hardness 50 60 70HRC HRC HRC
被膜の役割
Role of coating
耐酸化被膜層 硬質被膜層(超微細結晶構造) 高密着被膜層(微細結晶構造)
Oxidation resistant layer Hard coating layer (Ultra micro crystal structure) High adhesion coating layer (micro crystal structure)
摩耗進⾏のイメージ ⻲裂進展と密着⼒のイメージ
Image of wear progress cross section of coating Image diagram of crack growth and adhesion
被膜断⾯
Cross section of coating
衝撃に対し⻲裂を抑え
伝播しにくい構造
Structure that is difficult to
crack and propagate when
impact forced
切削時の発熱に対し酸化しにくい ⾼硬度鋼に対し⼯具摩耗が進⾏しにくい 密着⼒が⾼い
Prevents oxidation due to heat generated Tool wear can be reduced when machining
during cutting on high hardened steel High adhesion
HAP40(64HRC)に対する⼯具寿命⽐較
Tool life comparison for HAP40 (64HRC)
切削条件n= 20,000min-1,vf= 1,600mm/min,ap 0.15 × ae 0.3mm, クーラント: オイルミスト
Cutting condition n= 20,000 min-1, Vf= 1,600mm/min ap 0.15×ae 0.3mm, Coolant: Oil mist
MRBSH230SF 他社品 A 他社品 B 他社品 C
Other tool brand A Other tool brand B Other tool brand C
摩耗写真
Wear pictures
摩耗幅 :0.102mm 摩耗幅 :0.137mm 摩耗幅 :0.190mm 摩耗幅 :0.157mm
Wear width : 0.102mm Wear width : 0.137mm Wear width : 0.190mm Wear width : 0.157mm
加⼯時間 70 分
Cutting time 70 min
Page4
70HRCの高硬度鋼でも⻑寿命で高精度
High precision and long tool life even for hardened steel up to 70 HRC
MRBSH230SF R0.05 〜 R3 全 83 サイズ Total 83 sizes
70HRCの⾼硬度鋼においても⻑寿命で⾼精度な切削加⼯を実現します
Achieves long-tool life and high precision cutting even for 70 HRC hardened steel
R φd
-0.001
±0.003 -0.003
R 精度は実刃径の 1/2 を
基準とした精度
R accuracy is based on a half
value of actual diameter
特⻑
Features
コーティング Coating
耐酸化性・耐摩耗性の⾼い新コーティング
1 無限コーティングプレミアム PlusNew coating MUGEN COATING PREMIUM Plus with high
Oxidation resistance and abrasion resistance
前⾴で紹介しています
Introduced in the previous page
形 状 Shape
2-1 切削負荷を低減する切れ刃形状Cutting edge shape with reduced cutting load
最適突き出しで⾼い剛性を実現
Achieves high rigidity with optimal tool overhung
2-2
公差レンジ0.002 mm 焼きばめチャック対応⾼精度シャンク
Tolerance range
High accuracy precision shank supported shrink fit chuck
2-3 スムーズでつなぎ⽬のない⾼精度な R 形状Highly accurate R shape that is smooth and seamless
素 材 Material
3 耐⽋損性を向上させた超々微粒⼦超硬合⾦Super micro grain carbide with improved fracture
resistance
Page5
高硬度鋼 Hardened Steel
Feature
2-1 切削性向上 形状 切れ刃Improved machinability Shape Cutting edge
切削負荷を低減するポジティブ切れ刃形状と耐⽋損性を重視した新素材の採⽤で
⾼硬度鋼に対し⻑寿命で⾼精度な切削加⼯を実現しました
Sharp cutting edge with reduced cutting load and new material with fracture resistance realizes long tool life and high precision for
hardened steel
MRBSH230SF 一般的な高硬度エンドミルGeneral end mill for hardened steel
切れ刃形状 切れ刃形状
Cutting edge shape Cutting edge shape
ポジティブ刃先 ネガティブ刃先
Positive cutting edge Negative cutting edge
ポジティブ刃先形状による切削負荷低減、新素材の採⽤で 切削負荷が⾼くなるネガティブ刃先形状
⾼硬度鋼切削加⼯でも⽋けない切れ刃形状 Negative cutting edge shape with high cutting load
Cutting load is reduced by positive cutting edge and by adopting a
new material Super micro grain carbide prevent chipping even with
hardened steel
Feature
2-2 加⼯精度向上 形状 最適な突き出し⻑Improved cutting accuracy Shape Optimal overhung length
MRBSH230SF 通常のシャンク⻑Normal shank length
突き出しを短くでき、⾼剛性状態での加⼯が可能 ⼯具突き出しが⻑く、低剛性状態
Possible to machining with high rigidity, with short tool overhung Tool overhung length is long, and tool rigidity is low
ショートシャンク
short shank
Feature
2-2 ⾼精度焼きばめチャックに対応 形状 ⾼精度なシャンクCompatible with high accuracy shrink-fit chuck Shape High accuracy shank
公差レンジ
φd −0.001−0.003 Tolerance range φd0.002 mm -0.001-0.003
Page6
70HRCの高硬度鋼でも⻑寿命で高精度
High precision and long tool life even for hardened steel up to 70 HRC
Feature
2-3 ⾼い R 精度 形状 R精度の⾼精度化High accuracy R shape Highly accurate R
Rから外周のつなぎ位置に逃げ⾯、すくい⾯のつなぎ⽬をなくし
R精度の⾼精度化を実現
Seamless design on rake face and flank face from R-curve to peripheral cutting edge. Realized high precision R accuracy
特許申請中 R
PATEND PENDING ±0.003
R90°まで
外周 つなぎ⽬なし 外周刃
R Seamless Peripheral cutting edge90°
+ 0.003 mm
0
逃げ⾯ - 0.003 mm
つなぎ目なし flank
90°Seamless す
fa
く ce
rak いe ⾯face
MRBSH230SF 底刃
End
cutting
R90°⼿前に edge
つなぎ⽬あり 0°
Seam 0° - R90° point
一般的な形状
General shape
逃げ⾯ flank
つなぎ目が角張る f
Seam す
ace
く - 0.003 mm90° rak いe ⾯ 0face +0.003 mm
* R精度は実刃径の1/2を基準とした精度
R accuracy is based on a half value of actual diameter
Feature
3 耐摩耗性向上 素材 超硬素材Upgrade abrasion ability Material Carbide material
新素材の「超々微粒⼦超硬合⾦」を採⽤し
耐摩耗性、耐⽋損性に特化しました
New material adopted「 Super micro grain carbide」to specialize
abrasion resistance and fracture resistance.
MRBSH230SF 一般的な形状General shape
Page7
高硬度鋼 Hardened Steel
⾼精度な加⼯事例 1 加⼯形状 Cutting shape
High precision cutting sample 1 ポケット内⼨:8 mm× 8 mm × 加⼯深さ 6 mm
HAP72 (70HRC) :荒取り後の⼨法精度⽐較 Pocket Size cutting depth
HAP72 (70HRC) : Comparison of dimensional accuracy after rough cutting
⼯具 Tool :MRBSH230SF R1× 6
加⼯内容 :ポケット4個の等⾼線荒取り ①
Cutting content : Roughing contour lines for 4 pockets ②
残し代 Stock :0.02mm ③ ④
狙い⼨法 Target :7.960mm
加⼯時間 Cutting time :20分min/ 個 per pocket
加⼯パスの軌跡 Tool path :等⾼線荒加⼯ Roughing contour line HAP72 (70HRC)
荒取り Roughing
n= 16,000min-1 Vf = 1,200mm/min ap 0.1 × ae 0.3mm オイルミスト Oil Mist
⼯具摩耗状態 80 分加⼯後 加加工⼯時時間ご間とごの寸と法の誤差⼨法誤差DimDeimnesnisoionnaall eerrroror era echa crohu grho ucugtthin cgu titmtieng time 0.036
Tool wear condition after 80min machining 他社品
Other tool brand
MRBSH230SF 他社品 Other tool brand
0.022
80 分後で他社品の 1/3
After 80min, dimensional
error is 1/3 compares to
0.015 other tool brand
0.007 0.01 0.012
0.006 MRBSH230SF
逃げ⾯摩耗幅 逃げ⾯摩耗幅 0.003
Frank wear width Frank wear width 20 40 60 80 分 min
0.055mm 0.102mm 他社品品にに対し対てし安て定安し定た寸し法た精⼨度法を実精現度
RealizeRde asltizaebd lseta dbleem diemnesnisoionnaall aaccccuurarcays cyo mcopmarepsa tore ost hteor tootohl berra ntodol brand
⾼精度な加⼯事例 2
High precision cutting sample 2
HAP72 (70HRC) : 仕上げ加⼯後の⼨法精度⽐較 加⼯時間 Cutting time :32分min/ ポケット per pocket
HAP72 (70HRC) : Comparison of dimensional accuracy after finish cutting 加⼯パスの軌跡 Tool path :等⾼線仕上げ加⼯(側⾯)
Contour line finishing
⼯具 Tool :MRBSH230SF R1× 6 走査線仕上げ加⼯(底⾯)
加⼯内容 :ポケット1個の仕上げ加⼯ Scanning line finishing
Cutting content : Finishing cutting for 1 pocket
仕上げ加⼯ Finishing
n= 16,000min-1 Vf= 1,000mm/min ap 0.03 × ae 0.03mm オイルミスト Oil Mist
加⼯形状 Cutting shape
ポケット内⼨:30 mm × 30 mm × 加⼯深さ 6 mm 0.008
Pocket Size cutting depth 0.008
寸法誤差 他社品の 1/2
Dimensional error is 1/2 compare
to other tool brand 0.007
Z 他社品
0.006
MRBSH230SF Other tool brand
0.004
0.004
0.003 0.003 X Y Z
0.002
Y 0.002 X Y
X Z
0
他社品と他社品と⽐較して⾼精度な仕上げ加⼯を実現HAP72 (70HRC) Realize比d h較igh pしrecてision高 fin精ishin度g coなmp仕ares上 to oげthe加r to工ol brをand実現
Realized high precision finishing compares to other tool brand
⼨法加誤工差誤差 [m量m[m]m]
加⼨工法誤誤差差量 [m[mmm] ] dimendismioennsaiol nearl reorrror
didmimenesniosinoanla el rerrorror
Page8
MRBSH230SF R0.05 〜 R3 全 83 サイズ
無限コーティングプレミアムPlus
高硬度鋼高精度⽤2枚刃ロングネックボールエンドミル焼きばめ対応ショートシャンクタイプ
MUGEN COATING PREMIUM Plus 2-Flute Long Neck Ball End Mill with Short Shank for Hardened Steel
3D
New
R φd
γ° -0.001
±0.003 -0.003
R精度は実刃径の1/2を
基準とした精度
R±0.003 ※ ℓ R accuracy is based on a half
※R精度は実刃径の value of actual diameter
1/2 を基準とする ℓ1 ℓ2
L
● 70HRCの高硬度鋼でも⻑寿命で安定した切削性能を実現。 被削材 Work Material
● 新たに無限コーティングプレミアムPlusを開発、耐酸化性・耐摩耗性が向上。
● 耐⽋損性を向上させた新素材と切削抵抗を低減する切れ刃形状を採⽤。 ⾼硬度鋼
● R精度は±0.003mm(R精度は実刃径の1/2を基準とする)。 Hardened Steels
● シャンク径公差は-0.001mmから-0.003mmの高精度仕様。 45〜 60 60〜 70
● Realize stable cutting performance even for 70 HRC hardened steels. HRC HRC
● Developed new MUGEN COATING PREMIUM Plus to upgrade oxidation resistance and ○ ◎
abration resistance. ワーク勾配角
● Adopt optimized new tool material and tool design to reduce cutting load. Inclined Angle
● R accuracy is ±0.003mm (R accuracy is based on a half value of actual diameter).
● Shank diameter tolerance , high accuracy type, is - 0.001 〜 - 0.003. 単位[ ⼨法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY]
ワーク勾配角に対する実有効⻑
コードNo. (R) (ℓ1) (ℓ) (D) (d2) (γ) (d) (ℓ2) (L) Actual effective length depending on inclined angle
Code No. ボール半径 首下⻑ 刃⻑ 刃径 首下径 首角 シャンク径 シャンク⻑ 全⻑
標準価格
Retail Price of workpiece.
Radius Under Neck Length Length of Cut Dia. Neck Dia. Neck Taper Angle Shank Dia. Shank Length Overall Length 30́ 1° 1°30́ 2° 3°
08-00537-00052 0.2 0.07 0.1 0.085 15° 4 27.4 35 9,000 0.23 0.24 0.24 0.25 0.27
08-00537-00053 R0.05 0.3 0.07 0.1 0.085 15° 4 27.3 35 9,200 0.33 0.34 0.35 0.36 0.39
08-00537-00055 0.5 0.07 0.1 0.085 15° 4 27.1 35 9,900 0.54 0.56 0.57 0.59 0.64
08-00537-00072 R0.075 0.3 0.1 0.15 0.13 15° 4 27.4 35 9,500 0.34 0.35 0.36 0.37 0.40
08-00537-00073 0.5 0.1 0.15 0.13 15° 4 27.2 35 9,900 0.55 0.56 0.58 0.60 0.65
08-00537-00101 0.3 0.15 0.2 0.18 15° 4 27.5 35 7,200 0.34 0.35 0.36 0.37 0.39
08-00537-00102
R0.1 0.5 0.15 0.2 0.18 15° 4 27.3 35 7,200 0.55 0.56 0.58 0.60 0.64
08-00537-00103 0.75 0.15 0.2 0.18 15° 4 27.1 35 7,200 0.81 0.83 0.86 0.89 0.95
08-00537-00105 1 0.15 0.2 0.18 15° 4 26.8 35 7,200 1.06 1.10 1.13 1.17 1.26
08-00537-00150 0.5 0.2 0.3 0.28 15° 4 27.5 35 7,100 0.55 0.56 0.57 0.59 0.63
08-00537-00151 0.6 0.2 0.3 0.28 15° 4 27.4 35 7,100 0.65 0.67 0.69 0.71 0.75
08-00537-00152 R0.15 0.75 0.2 0.3 0.28 15° 4 27.3 35 7,100 0.80 0.83 0.85 0.88 0.94
08-00537-00153 1 0.2 0.3 0.28 15° 4 27.0 35 7,100 1.06 1.09 1.13 1.17 1.25
08-00537-00155 1.5 0.2 0.3 0.28 15° 4 26.5 35 7,600 1.58 1.63 1.68 1.74 1.87
08-00537-00201 0.5 0.3 0.4 0.37 15° 4 27.7 35 5,200 0.56 0.58 0.59 0.60 0.64
08-00537-00202 0.8 0.3 0.4 0.37 15° 4 27.4 35 5,200 0.87 0.90 0.92 0.95 1.01
08-00537-00203 R0.2 1 0.3 0.4 0.37 15° 4 27.2 35 5,200 1.08 1.11 1.14 1.18 1.26
08-00537-00204 1.5 0.3 0.4 0.37 15° 4 26.7 35 5,400 1.60 1.65 1.70 1.75 1.88
08-00537-00205 2 0.3 0.4 0.37 15° 4 26.2 35 5,500 2.11 2.18 2.25 2.33 2.50
08-00537-00206 2.5 0.3 0.4 0.37 15° 4 25.7 35 5,700 2.63 2.72 2.81 2.90 3.13
08-00537-00252 1 0.35 0.5 0.46 15° 4 27.3 35 5,200 1.10 1.13 1.16 1.19 1.27
08-00537-00253 1.5 0.35 0.5 0.46 15° 4 26.8 35 5,200 1.61 1.66 1.71 1.77 1.89
08-00537-00254 R0.25 2 0.35 0.5 0.46 15° 4 26.3 35 5,200 2.13 2.20 2.27 2.34 2.51
08-00537-00255 2.5 0.35 0.5 0.46 15° 4 25.8 35 5,200 2.65 2.73 2.82 2.92 3.14
08-00537-00256 3 0.35 0.5 0.46 15° 4 25.3 35 5,200 3.16 3.27 3.38 3.49 3.76
08-00537-00300 1 0.45 0.6 0.56 15° 4 27.5 35 4,500 1.10 1.12 1.15 1.19 1.26
08-00537-00301 1.5 0.45 0.6 0.56 15° 4 27.0 35 4,100 1.61 1.66 1.71 1.76 1.88
08-00537-00302 2 0.45 0.6 0.56 15° 4 26.5 35 4,100 2.13 2.19 2.26 2.34 2.50
08-00537-00303 R0.3 2.5 0.45 0.6 0.56 15° 4 26.0 35 4,200 2.65 2.73 2.82 2.91 3.12
08-00537-00304 3 0.45 0.6 0.56 15° 4 25.5 35 4,200 3.16 3.26 3.37 3.49 3.75
08-00537-00305 3.5 0.45 0.6 0.56 15° 4 25.0 35 4,300 3.68 3.80 3.92 4.06 4.37
08-00537-00306 4 0.45 0.6 0.56 15° 4 29.5 40 4,300 4.20 4.33 4.48 4.64 4.99
08-00537-00402 2 0.6 0.8 0.76 15° 4 26.9 35 4,100 2.13 2.19 2.25 2.32 2.48
08-00537-00403 R0.4 3 0.6 0.8 0.76 15° 4 25.9 35 4,300 3.16 3.26 3.36 3.47 3.72
08-00537-00405 4 0.6 0.8 0.76 15° 4 24.9 35 4,300 4.19 4.33 4.47 4.62 4.97
08-00537-00406 5 0.6 0.8 0.76 15° 4 28.9 40 4,300 5.23 5.40 5.58 5.77 6.21
08-00537-00501 2 0.75 1 0.95 15° 4 27.3 35 3,500 2.14 2.20 2.26 2.33 2.48
08-00537-00502 2.5 0.75 1 0.95 15° 4 26.8 35 3,500 2.66 2.73 2.82 2.90 3.10
08-00537-00503 R0.5 3 0.75 1 0.95 15° 4 26.3 35 3,500 3.18 3.27 3.37 3.48 3.72
08-00537-00504 4 0.75 1 0.95 15° 4 25.3 35 3,900 4.21 4.34 4.48 4.63 4.97
08-00537-00505 5 0.75 1 0.95 15° 4 29.3 40 3,900 5.24 5.41 5.59 5.78 6.21
08-00537-00506 6 0.75 1 0.95 15° 4 28.3 40 4,300 6.28 6.48 6.69 6.93 7.45
オーダー方法 MRBSH230SF ボール半径(R)×首下⻑(ℓ1)を指示してください。 ※(γ)は参考値です。When you order, indicate MRBSH230SF(R)×(ℓ1). ※(γ) is reference value.
φD
φd2
φd
実有効長
Actual Effective Length
Page9
単位[ ⼨法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY]
ワーク勾配角に対する実有効⻑
コードNo. (R) (ℓ1) (ℓ) (D) (d2) (γ) (d) (ℓ2) (L) Actual effective length depending on inclined angle
Code No. ボール半径 首下⻑ 刃⻑ 刃径 首下径 首角 シャンク径 シャンク⻑ 全⻑
標準価格
Retail Price of workpiece.
Radius Under Neck Length Length of Cut Dia. Neck Dia. Neck Taper Angle Shank Dia. Shank Length Overall Length 30́ 1° 1°30́ 2° 3°
08-00537-00602 2.4 0.9 1.2 1.15 15° 4 27.2 35 5,100 2.55 2.62 2.69 2.77 2.95
08-00537-00603
R0.6 4 0.9 1.2 1.15 15° 4 25.6 35 5,100 4.21 4.33 4.47 4.61 4.94
08-00537-00605 6 0.9 1.2 1.15 15° 4 28.6 40 5,600 6.27 6.47 6.68 6.91 7.43
08-00537-00606 8 0.9 1.2 1.15 15° 4 26.6 40 5,600 8.34 8.61 8.90 9.21 9.91
08-00537-00752 3 1.1 1.5 1.45 15° 4 27.2 35 4,000 3.17 3.25 3.34 3.44 3.66
08-00537-00753 4 1.1 1.5 1.45 15° 4 26.2 35 4,000 4.20 4.32 4.45 4.59 4.91
08-00537-00754 R0.75 6 1.1 1.5 1.45 15° 4 29.2 40 4,000 6.27 6.46 6.67 6.89 7.39
08-00537-00755 8 1.1 1.5 1.45 15° 4 27.2 40 4,200 8.34 8.60 8.88 9.19 9.88
08-00537-00756 10 1.1 1.5 1.45 15° 4 25.2 40 4,500 10.40 10.74 11.10 11.49 12.36
08-00537-00805 R0.8 8 1.2 1.6 1.55 15° 4 27.4 40 5,600 8.33 8.60 8.88 9.18 9.87
08-00537-01000 3 1.5 2 1.94 15° 4 28.1 35 3,500 3.18 3.25 3.34 3.43 3.63
08-00537-01001 4 1.5 2 1.94 15° 4 27.1 35 3,500 4.21 4.32 4.45 4.58 4.87
08-00537-01002
R1 6 1.5 2 1.94 15° 4 25.1 35 3,900 6.28 6.46 6.66 6.88 7.36
08-00537-01003 8 1.5 2 1.94 15° 4 28.1 40 4,200 8.35 8.60 8.88 9.18 9.84
08-00537-01004 10 1.5 2 1.94 15° 4 26.1 40 4,200 10.41 10.74 11.10 11.48 12.33
08-00537-01005 12 1.5 2 1.94 15° 4 29.1 45 4,200 12.48 12.88 13.31 13.77 14.82
08-00537-01252 6 2.3 2.5 2.4 15° 4 26.0 35 5,200 6.35 6.53 6.72 6.92 7.39
08-00537-01253
R1.25 8 2.3 2.5 2.4 15° 4 29.0 40 4,600 8.42 8.67 8.93 9.22 9.88
08-00537-01254 10 2.3 2.5 2.4 15° 4 27.0 40 5,500 10.48 10.81 11.15 11.52 12.36
08-00537-01256 15 2.3 2.5 2.4 15° 4 27.0 45 5,600 15.65 16.15 16.69 17.27 Free
08-00537-01500 6 2.5 3 2.85 15° 6 33.1 45 4,200 6.44 6.61 6.79 7.00 7.45
08-00537-01501 8 2.5 3 2.85 15° 6 31.1 45 4,200 8.5 8.75 9.01 9.29 9.93
08-00537-01502 10 2.5 3 2.85 15° 6 29.1 45 4,800 10.57 10.89 11.23 11.59 12.42
08-00537-01503 R1.5 12 2.5 3 2.85 15° 6 27.1 45 5,000 12.64 13.03 13.44 13.89 14.91
08-00537-01504 14 2.5 3 2.85 15° 6 30.1 50 5,600 14.71 15.17 15.66 16.19 17.39
08-00537-01505 16 2.5 3 2.85 15° 6 28.1 50 5,600 16.77 17.31 17.88 18.49 19.88
08-00537-01506 20 2.5 3 2.85 15° 6 29.1 55 5,400 20.91 21.58 22.31 23.09 24.85
08-00537-02000 8 3 4 3.8 15° 6 32.8 45 4,300 8.58 8.81 9.06 9.33 9.93
08-00537-02001 10 3 4 3.8 15° 6 30.8 45 4,300 10.65 10.95 11.28 11.63 12.42
08-00537-02002 R2 12 3 4 3.8 15° 6 28.8 45 5,600 12.72 13.09 13.49 13.93 14.90
08-00537-02004 15 3 4 3.8 15° 6 30.8 50 5,600 15.82 16.30 16.82 17.38 18.63
08-00537-02005 20 3 4 3.8 15° 6 30.8 55 5,600 20.99 21.65 22.36 23.13 Free
08-00537-02006 25 3 4 3.8 15° 6 30.8 60 5,600 26.16 27.00 27.90 28.88 Free
08-00537-02502 10 3.5 5 4.8 15° 6 32.7 45 6,500 10.63 10.92 11.22 11.55 Free
08-00537-02503 R2.5 15 3.5 5 4.8 15° 6 27.7 45 9,000 15.8 16.27 16.77 Free Free
08-00537-02504 20 3.5 5 4.8 15° 6 27.7 50 9,100 20.97 21.62 Free Free Free
08-00537-03000 10 6 6 5.7 - 6 34.4 45 7,000 Free Free Free Free Free
08-00537-03001 15 6 6 5.7 - 6 29.4 45 7,000 Free Free Free Free Free
08-00537-03002 R3 20 6 6 5.7 - 6 29.4 50 7,000 Free Free Free Free Free
08-00537-03003 25 6 6 5.7 - 6 29.4 55 7,000 Free Free Free Free Free
08-00537-03004 30 6 6 5.7 - 6 29.4 60 7,200 Free Free Free Free Free
オーダー方法 MRBSH230SF ボール半径(R)×首下⻑(ℓ1)を指示してください。 ※(γ)は参考値です。When you order, indicate MRBSH230SF(R)×(ℓ1). ※(γ) is reference value.
● MRBSH230SF の首角(γ)は 15°です。弊社他製品に首角(γ) 12°もございます。
● Neck taper angle (γ) of MRBSH230SF is 15°. Our other products have a neck taper angle (γ) of 12°.
15° 12°
MRBSH230SF 弊社他製品で首角 12°もございます
Our other products have a neck taper angle (γ) of 12°
Page10
MRBSH230SF
切削条件参考表 Recommended Milling Conditions
被削材 ハイス・焼入れ鋼 ハイス ハイスHigh Speed Steels / Hardened Steels High Speed Steels High Speed Steels
Work Material SKH51・SKD11(〜62HRC) SKH55・HAP40(〜66HRC) SKH57・HAP72(〜70HRC)
首下⻑ 刃径と 切り込み量 送り速度
回転数 切り込み量 送り速度 回転数 切り込み量 送り速度 回転数
Rサイズ 首下⻑ Depth of Cut Feed Spindle Depth of Cut Feed Spindle Depth of Cut Feed Spindle Speed Speed Speed
Radius Under NeckLength の⽐
L/D ap mm ae mm mm/min min-1 ap mm ae mm mm/min min-1 ap mm ae mm mm/min min-1
0.2 2 0.002 0.005 100 40,000 0.002 0.003 70 40,000 0.002 0.003 50 40,000
R0.05 0.3 3 0.002 0.005 70 40,000 0.002 0.003 50 40,000 0.002 0.003 40 40,000
0.5 5 0.001 0.003 50 40,000 0.001 0.002 30 40,000 0.001 0.002 20 40,000
R0.075 0.3 2 0.002 0.005 150 40,000 0.002 0.003 100 40,000 0.002 0.003 80 40,000 0.5 3.3 0.002 0.005 120 40,000 0.002 0.003 70 40,000 0.002 0.003 50 40,000
0.3 1.5 0.005 0.005 300 40,000 0.003 0.003 200 40,000 0.003 0.003 150 40,000
R0.1 0.5 2.5 0.005 0.005 280 40,000 0.003 0.003 180 40,000 0.003 0.003 130 40,000 0.75 3.75 0.003 0.005 200 40,000 0.002 0.003 150 40,000 0.002 0.003 110 40,000
1 5 0.002 0.003 160 40,000 0.001 0.002 120 40,000 0.001 0.002 90 40,000
0.5 1.7 0.007 0.01 300 40,000 0.003 0.005 280 40,000 0.003 0.005 210 40,000
0.6 2 0.005 0.007 300 40,000 0.003 0.005 250 40,000 0.003 0.005 180 40,000
R0.15 0.75 2.5 0.005 0.007 280 40,000 0.003 0.005 230 40,000 0.003 0.005 170 40,000
1 3.3 0.005 0.007 250 40,000 0.003 0.005 200 40,000 0.003 0.005 150 40,000
1.5 5 0.003 0.005 180 40,000 0.002 0.003 120 40,000 0.002 0.003 90 40,000
0.5 1.25 0.03 0.03 720 40,000 0.009 0.02 580 40,000 0.009 0.02 420 35,000
0.8 2 0.02 0.03 720 40,000 0.008 0.02 580 40,000 0.008 0.02 420 35,000
R0.2 1 2.5 0.02 0.03 720 40,000 0.008 0.02 580 40,000 0.008 0.02 400 35,000
1.5 3.75 0.01 0.02 500 40,000 0.005 0.01 400 40,000 0.005 0.01 280 35,000
2 5 0.007 0.01 380 40,000 0.005 0.007 300 40,000 0.005 0.007 220 35,000
2.5 6.25 0.005 0.007 300 40,000 0.003 0.005 260 40,000 0.003 0.005 190 35,000
1 2 0.02 0.03 860 40,000 0.01 0.02 650 35,000 0.01 0.02 450 30,000
1.5 3 0.01 0.03 720 40,000 0.007 0.02 520 35,000 0.007 0.02 350 30,000
R0.25 2 4 0.01 0.02 650 40,000 0.007 0.01 400 35,000 0.007 0.01 270 30,000
2.5 5 0.007 0.01 530 40,000 0.005 0.007 360 35,000 0.005 0.007 240 30,000
3 6 0.007 0.01 420 35,000 0.005 0.007 320 35,000 0.005 0.007 220 30,000
1 1.7 0.03 0.06 1,000 40,000 0.02 0.05 720 30,000 0.02 0.05 540 25,000
1.5 2.5 0.03 0.06 1,000 40,000 0.02 0.05 720 30,000 0.02 0.05 540 25,000
2 3.3 0.03 0.06 1,000 40,000 0.02 0.05 720 30,000 0.02 0.05 540 25,000
R0.3 2.5 4.1 0.02 0.04 840 40,000 0.02 0.03 640 30,000 0.02 0.03 480 25,000
3 5 0.02 0.04 840 40,000 0.02 0.03 600 30,000 0.02 0.03 450 25,000
3.5 5.9 0.01 0.03 600 30,000 0.01 0.02 420 30,000 0.01 0.02 310 25,000
4 6.7 0.01 0.03 600 30,000 0.01 0.02 420 30,000 0.01 0.02 310 25,000
2 2.5 0.07 0.1 1,600 35,000 0.05 0.1 1,200 30,000 0.03 0.1 900 25,000
R0.4 3 3.75 0.05 0.1 1,600 35,000 0.05 0.05 1,200 30,000 0.03 0.05 900 25,000 4 5 0.04 0.06 1,200 30,000 0.03 0.05 860 25,000 0.02 0.05 640 20,000
5 6.25 0.03 0.05 1,000 25,000 0.02 0.03 620 25,000 0.015 0.03 460 20,000
2 2 0.1 0.2 2,000 30,000 0.08 0.1 1,400 25,000 0.05 0.1 1,000 20,000
2.5 2.5 0.1 0.2 2,000 30,000 0.08 0.1 1,400 25,000 0.05 0.1 1,000 20,000
R0.5 3 3 0.1 0.2 2,000 30,000 0.08 0.1 1,400 25,000 0.05 0.1 1,000 20,000 4 4 0.05 0.15 1,600 28,000 0.05 0.1 1,200 25,000 0.03 0.1 900 20,000
5 5 0.04 0.1 1,400 25,000 0.03 0.05 920 20,000 0.02 0.05 700 16,000
6 6 0.04 0.05 1,200 22,000 0.02 0.05 740 20,000 0.015 0.05 550 16,000
Page11
切削条件参考表 Recommended Milling Conditions
被削材 ハイス・焼入れ鋼 ハイス ハイスHigh Speed Steels / Hardened Steels High Speed Steels High Speed Steels
Work Material SKH51・SKD11(〜62HRC) SKH55・HAP40(〜66HRC) SKH57・HAP72(〜70HRC)
刃径と 切り込み量 送り速度 回転数首下⻑ 切り込み量 送り速度
回転数 切り込み量 送り速度 回転数
Rサイズ 首下⻑ Depth of Cut Feed Spindle Speed Depth of Cut Feed
Spindle
Speed Depth of Cut Feed
Spindle
Radius Under Neck
Speed
Length の⽐
L/D ap mm ae mm mm/min min-1 ap mm ae mm mm/min min-1 ap mm ae mm mm/min min-1
2.4 2 0.1 0.2 2,000 30,000 0.08 0.1 1,600 25,000 0.05 0.1 1,200 20,000
R0.6 4 3.3 0.1 0.2 2,000 30,000 0.06 0.1 1,600 25,000 0.05 0.1 1,200 20,000 6 5 0.05 0.1 1,400 25,000 0.03 0.07 1,000 20,000 0.02 0.07 750 16,000
8 6.7 0.03 0.07 1,200 22,000 0.02 0.05 850 20,000 0.015 0.05 650 16,000
3 2 0.1 0.3 2,500 30,000 0.1 0.2 2,000 25,000 0.06 0.2 1,500 20,000
4 2.7 0.1 0.3 2,000 25,000 0.1 0.2 1,600 22,000 0.06 0.2 1,200 18,000
R0.75 6 4 0.1 0.2 1,600 22,000 0.1 0.1 1,200 20,000 0.06 0.1 950 16,000
8 5.3 0.05 0.2 1,400 20,000 0.05 0.1 1,000 18,000 0.03 0.1 700 13,000
10 6.7 0.05 0.1 1,200 18,000 0.05 0.05 850 16,000 0.03 0.05 650 13,000
R0.8 8 5 0.07 0.2 1,400 20,000 0.05 0.1 1,000 16,000 0.03 0.1 750 13,000
3 1.5 0.2 0.5 2,500 25,000 0.15 0.3 2,000 20,000 0.1 0.3 1,500 16,000
4 2 0.2 0.5 2,500 25,000 0.15 0.3 2,000 20,000 0.1 0.3 1,500 16,000
R1 6 3 0.2 0.3 2,000 22,000 0.15 0.3 1,600 20,000 0.1 0.3 1,200 16,000 8 4 0.1 0.2 1,600 18,000 0.1 0.15 1,200 16,000 0.06 0.15 950 13,000
10 5 0.1 0.2 1,400 16,000 0.1 0.1 1,000 14,000 0.06 0.1 750 11,000
12 6 0.07 0.1 1,200 14,000 0.05 0.1 850 12,000 0.03 0.1 650 9,500
6 2.4 0.2 0.5 2,500 20,000 0.15 0.4 2,000 18,000 0.1 0.4 1,500 14,000
R1.25 8 3.2 0.2 0.3 2,100 20,000 0.15 0.3 1,800 18,000 0.1 0.3 1,300 14,00010 4 0.15 0.2 1,800 18,000 0.1 0.15 1,500 16,000 0.06 0.15 1,100 13,000
15 6 0.07 0.15 1,200 14,000 0.05 0.1 900 12,000 0.03 0.1 700 9,500
6 2 0.2 0.6 2,500 18,000 0.2 0.5 2,000 15,000 0.12 0.5 1,500 12,000
8 2.7 0.2 0.6 2,500 18,000 0.2 0.5 2,000 15,000 0.12 0.5 1,500 12,000
10 3.3 0.2 0.4 2,100 18,000 0.15 0.3 1,800 15,000 0.1 0.3 1,300 12,000
R1.5 12 4 0.2 0.4 2,000 18,000 0.1 0.3 1,500 15,000 0.06 0.3 1,100 12,000
14 4.7 0.1 0.3 1,600 16,000 0.1 0.2 1,200 12,000 0.06 0.2 900 10,000
16 5.3 0.1 0.3 1,600 16,000 0.1 0.2 1,200 12,000 0.06 0.2 900 10,000
20 6.7 0.08 0.2 1,200 14,000 0.08 0.1 850 12,000 0.06 0.1 650 9,500
8 2 0.2 0.8 2,500 15,000 0.2 0.6 2,000 12,000 0.15 0.6 1,500 9,500
10 2.5 0.2 0.8 2,500 15,000 0.2 0.6 2,000 12,000 0.15 0.6 1,500 9,500
R2 12 3 0.2 0.8 2,500 15,000 0.2 0.6 2,000 12,000 0.15 0.6 1,500 9,50015 3.75 0.2 0.8 2,000 15,000 0.15 0.6 1,600 12,000 0.12 0.6 1,200 9,500
20 5 0.1 0.6 1,700 14,000 0.1 0.4 1,200 10,000 0.08 0.4 900 8,000
25 6.25 0.1 0.4 1,200 14,000 0.1 0.2 850 10,000 0.08 0.2 650 8,000
10 2 0.2 1.2 2,500 12,000 0.2 0.7 2,000 10,000 0.15 0.7 1,500 8,000
R2.5 15 3 0.2 1.2 2,500 12,000 0.2 0.7 2,000 10,000 0.15 0.7 1,500 8,000
20 4 0.2 1 2,000 10,000 0.15 0.6 1,600 8,500 0.12 0.6 1,200 6,500
10 1.7 0.3 1.2 2,500 8,000 0.2 1 2,000 7,000 0.15 1 1,500 5,500
15 2.5 0.3 1.2 2,500 8,000 0.2 1 2,000 7,000 0.15 1 1,500 5,500
R3 20 3.3 0.3 1.2 2,500 8,000 0.2 1 2,000 7,000 0.15 1 1,500 5,500
25 4.1 0.2 1 2,200 8,000 0.15 0.7 1,600 7,000 0.12 0.7 1,200 5,500
30 5 0.2 1 1,800 7,000 0.15 0.7 1,300 6,500 0.12 0.7 950 5,000
※ 1 切込み量の ap は軸⽅向の切込み深さ、ae は半径⽅向の切込み深さを⽰します。
※ 2 びびり等が発⽣する場合は、必要に応じて切削条件を調整してください。
※ 3 コーナー部等の切削負荷が高くなる箇所では、特に切削条件の設定やツールパスなどに注意してください。
※ 4 回転数と送り速度は、同じ割合で調整してください。
※ 5 ⼯具の保持⽅法は焼きばめタイプを推奨します。コレットタイプなどを使⽤する場合、最低把握⻑をご確認ください。
備考 ※ 6 オイルミストクーラントをお奨めします。
Notes ※1 Depth of cut ap indicates Axial Depth of Cut, ae indicates Radial Depth of Cut.
※2 In case of chattering etc., please adjust cutting conditions if necessary.
※3 At point where cutting load is high such as at corners, pay attention to setting cutting conditions and tool paths particularly.
※4 Adjust both spindle speed and feed at the same rate.
※5 A shrink fit type is recommended for holding tool. When using collet type or others, strictly adhere to minimum gripping length.
※6 We recommend using oil mist coolant.
Page12
加⼯事例 1 Machining case 1
被削材:HAP72(70HRC)
Material : HAP72 (70HRC)
クーラント:オイルミスト
Coolant : Oil mist
総加⼯時間:11 時間 33 分
Total machining time : 11hr 33min
ワークサイズ:φ 40( ⼟台 50× 45 mm)
Work size : dia 40 (Base 50×45 mm)
加⼯深さ:6mm
Cutting depth : 6mm
外歯 外歯加⼯時間:6 時間 57 分
Peripheral gear
Peripheral gear machining time : 6hr 57min
加⼯⼯程 荒取り 中仕上げ 仕上げ
Process Roughing Semi-finishing Finishing
使⽤⼯具 MRBSH230SF MRBSH230SF MRBSH230SF
Tool R1×6 R1×6 R1×6
回転数 [min-1]
Spindle speed 12,000
送り速度 [mm/min]
Feed 1,800 1,200
切り込み量 [mm] ピックフィード
Depth of cut ap 0.06 × ae 0.3
ピックフィード0.1
Pick feed 0.03Pick feed
残し代 [mm]
Stock 0.03 0.01 ー
加⼯時間 2時間36分 51分 3時間30分
部を加⼯ Milling part Machining times 2 hr 36 min 51 min 3 hr 30 min
内歯 内歯加⼯時間:4 時間 36 分
Inside gear Inside gear machining time : 4hr 36min
加⼯⼯程 荒取り 中仕上げ 仕上げ
Process Roughing Semi-finishing Finishing
使⽤⼯具 MRBSH230SF MRBSH230SF MRBSH230SF
Tool R0.5×6 R0.5×6 R0.5×6
回転数 [min-1]
Spindle speed 14,000
送り速度 [mm/min]
Feed 1,000 700
切り込み量 [mm] ピックフィード ピックフィード
Depth of cut ap 0.03 × ae 0.15 0.05 0.02Pick feed Pick feed
残し代 [mm]
Stock 0.03 0.01 ー
加⼯時間 3時間6分 22分 1時間8分
部を加⼯ Milling part Machining times 3 hr 6 min 22 min 1 hr 8 min
Page13
⼯具摩耗
Tool wear
【切削条件】n :12,000min-1,荒 / 中 Vf :1,800mm/min,仕上Vf :1,200mm/min
Cutting condition n= 12,000 min-1, Roughing / Semi-finishing Vf= 1,800 mm/min, Finishing Vf= 1,200 mm/min
HAP72(70HRC) MRBSH230SF R1 × 6
加⼯の⼯具摩耗
Tool wear after
cutting on HAP72 荒取り Roughing 中仕上げ Semi-finishing 仕上げ Finishing
(70HRC) 2 時間 36分 51分 3時間 30分
2hr36min 51min 3hr 30min
すくい⾯
Rake face
外周刃
Peripheral
cutting edge
R 先端部
R end
cutting edge
1
A
C 2
B
⾯粗さ 精度
Roughness 単位 Unit [ μm ] Accuracy 単位 Unit [ mm ]
A B C 1 2
使⽤⼯具 MRBSH230SF MRBSH230SF
使⽤⼯具 MRBSH230SF MRBSH230SF Tool R1×6 R0.5×6
Tool R1×6 R0.5×6
狙い値 24.500 15.480
Target
Ra 0.133 0.137 0.282 実測値 24.505 15.472
Actual
Rz 0.815 1.336 1.676 誤差 0.005 0.008
Error
測定機:キーエンス社製VK-X250 測定機:ニコン製測定顕微鏡MM-60
Mesuring Instrument: Keyence VK-X250 Measuring instrument : Nikon microscope MM-60
Page14
加工事例 2 Machining Case 2
ファインブランキングサンプル Fine blanking machining sample
被削材:YXR3(61HRC)
Material 部を加⼯
クーラント:オイルミスト ※総加⼯時間には板押さえとダイに、 Milling part
Coolant Oil mist 抜き形状(白部)が含まれています
総加⼯時間:7 時間 27 分 ※Total machining time includes WEDM process (white part) both blank holder
Total machining time 7hr 27min part and die part
ワークサイズ:60 × 60mm 加⼯深さ:4mm
Work size Cutting depth
板押え ダイ
Blank holder Die
加工時間:5 時間 41 分 加工時間:1 時間 46 分
Machining time : 5hr 41min Machining time : 1hr 46min
部を加⼯ Milling part
加⼯⼯程 荒取り 中仕上げ 取り残し 仕上げ 取り残し 取り残し 荒取り 仕上げ
Process Roughing Semi-Finishing Stock removal Finishing Stock removal Stock removal Roughing Finishing
使⽤⼯具 MRBSH230SF MRBSH230SF MRBSH230SF MRBSH230SF MRBSH230SF MRBSH230SF
Tool R1×4 R0.5×2 R0.25×1.5 R0.2×1 R0.25×1.5 R0.2×1
回転数[min-1] 板
押 25,000 30,000 30,000Spindle speed
え
送り速度[mm/min] ダ2,500 1,000 540 540 イ 540
Feed
切込み量[mm] ap 0.2 ピックフィード 0.05
ae 0.5 pf:0.03 pf:0.02
ap 0.01
ae 0.03 pf:0.01Depth of cut pick feed
残し代[mm] −0.03 0.01 (隅部のみ0.005) − 0.003 −
Stock
Only corner part
加⼯時間 39分 40分 1時間3分 47分 1時間26分 1時間11分 35分
Machining times 39 min 40 min 1 hr 3 min 47 min 1 hr 26min 1 hr 11 min 35 min
※ pf : ピックフィード pick feed ※ pf : ピックフィード pick feed
⾯粗さ 精度
Roughness Accuracy
単位 Unit [ μm ] R0.1
1 2 C B 0.4
A
使⽤⼯具 MRBSH230SF MRBSH230SF R0.2
Tool R0.5×2 R0.2×1 2
Ra 0.145 0.080
凸V字形状断面
Convex V shape cross section
Rz 1.192 0.521
A B C
測定機:キーエンス社製VK-X250
Measuring Instrument : Keyence VK-X250 狙い値 0.958mm 90°0′00″ 0.883mm
Target
実測値 0.958mm 90°15′10″ 0.888mm
Actual
1 誤差 0.000mm 0°15′10″ 0.005mm
Error
測定機:キーエンス社製VK-X250
Measuring Instrument : Keyence VK-X250
Die
Blanh holder
Page15
加工事例 3 Machining Case 3
ファインブランキングサンプル Fine blanking machining sample
被削材:HAP40(65HRC) 被削材:HAP40 (65HRC) Material : HAP40 (65HRC)
Material
クーラント:オイルミスト クーラント:オイルミスト Coolant : Oil mist
Coolant Oil mist 総加⼯時間:8 時間 46 分 Total machining time : 8hr 46min
総加⼯時間:8 時間 46 分 ワークサイズ:25 × 25mm Work size : 25 ×25 mm
Total machining time 8hr 46min
ワークサイズ:Φ 25 × 50mm 加⼯深さ:6mm 加⼯深さ:6mm Cutting depth : 6mm
Work size Cutting depth
加⼯⼯程 荒取り 取り残し 中仕上げ 仕上げ
Process Roughing Stock removal Semi-finishing Finishing
使⽤⼯具 MRBSH230SF MRBSH230SF MRBSH230SF MRBSH230SF
Tool R1 × 6 R0.5 × 5 R0.5 × 5 R0.5 × 5
回転数 [min-1] 20,000 12,000
Spindle speed
送り速度 [mm/min] 1,600 920 920 460
Feed
切込み量 [mm] 側⾯ Side face
0.15 × 0.3 0.03 × 0.1 0.03×0.02 ピックフィード 0.015ap × ae 平⾯ Surface Pick feed
Depth of cut 0.02×0.05
残し代 [mm] 0.03 0.01 ー
Stock
加⼯時間 24分 3 時間8分 1 時間8分 4 時間6分
Machining time 24 min 3 hr 8 min 1 hr 8 min 4 hr 6 min
⾯粗さ 精度
Roughness Accuracy 単位 Unit [ mm ]
刃先後退量 0.003mm
(側⾯仕上げ2時間加⼯後) 1
単位 Unit [ μm ] R edge retreat amount 0.003mm
側⾯部 after side finishing for 2 hours 1 狙い値 20.644
Side face Target
Ra 実測値0.031 20.647Actual
Rz 誤差0.225 0.003Error
測定機:キーエンス社製VK-X250 0.003mm 測定機:ニコン製測定顕微鏡MM-60
Measuring Instrument : Keyence VK-X250 Mesuring instrument : Nikon microscope MM-60
⼯具摩耗
Tool wear
加⼯⼯程 荒取り 取り残し 中仕上げ 仕上げ
Process Roughing Stock removal Semi-finishing Finishing
使⽤⼯具 MRBSH230SF MRBSH230SF MRBSH230SF MRBSH230SF
Tool R1 × 6 R0.5 × 5 R0.5 × 5 R0.5 × 5
すくい⾯
Rake side
外周刃
Peripheral cutting edge
R 先端部
R end
cutting edge
Page16
無限コーティングプレミアムPlus
高硬度鋼高精度加工用
2枚刃ロングネックボールエンドミル
焼きばめチャック対応ショートシャンクタイプ
MUGEN COATING PREMIUM Plus 2-Flute Long Neck Ball End Mill with Short Shank
for Hardened Steel and High accuracy cutting
New MRBSH230SF
高硬度鋼 Hardened Steel
〒140-0014 東京都品川区大井 1-28-1 住友不動産大井町駅前ビル6F
TEL. 03-3774-2459 FAX. 03-3774-2460
New
無限コーティング
プレミアムPlus
MUGEN COATING PREMIUM Plus
55
20‘08
MRBSH2007