




このカタログについて
| ドキュメント名 | テイカウエルド総合カタログ 2020 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 5.6Mb |
| 取り扱い企業 | 日油技研工業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
総合カタログ 全作業が約10~30秒で完了する、テイカウエルド®
Page2
CONTENTS
■ テイカウエルド ®とは /
テイカウエルド ®の特徴 ……………………… 1
■ 必要な工具・器材 ……………………………… 2
■ クランプ・モールドの形状・寸法・質量 …… 3
■ 溶接形状 ………………………………………… 4
■ 使い方 …………………………………………… 6
■ 溶接形状およびモールド形式表
CC1型 /CC3型 /CC4型 ………………… 8
CC4型 /CC5L型 …………………………… 9
CP1型 /CP2型 /CP3型 /
CP4型 /CP5型 /CP7型 ……………… 10
CP8型 /CP3A型 /CB1型 ……………… 11
CD1型 /CD2型 /CD3型 /
CD4型 /CG1型 /CG3型 ……………… 12
CG2型 /CC1C型 /CC3C型 /CC4C型 /
CC5LC型 /CT11C型 /CT12C型 …… 13
■ 取扱い及び保管上の注意事項について …裏表紙
Page3
テイカウエルドⓇとは
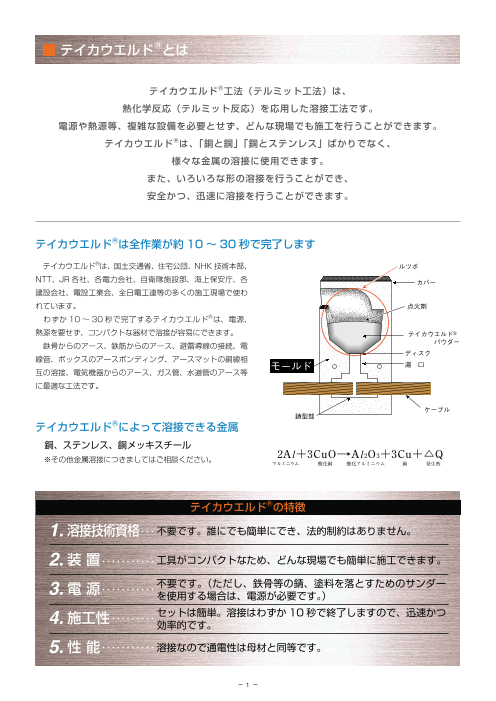
テイカウエルドⓇ工法(テルミット工法)は、
熱化学反応(テルミット反応)を応用した溶接工法です。
電源や熱源等、複雑な設備を必要とせず、どんな現場でも施工を行うことができます。
テイカウエルドⓇは、「銅と銅」「銅とステンレス」ばかりでなく、
様々な金属の溶接に使用できます。
また、いろいろな形の溶接を行うことができ、
安全かつ、迅速に溶接を行うことができます。
テイカウエルドⓇは全作業が約10~ 30秒で完了します
テイカウエルドⓇは、国土交通省、住宅公団、NHK技術本部、 ルツボ
NTT、JR各社、各電力会社、自衛隊施設部、海上保安庁、各
建設会社、電設工業会、全日電工連等の多くの施工現場で使わ
れています。
わずか 10~ 30秒で完了するテイカウエルドⓇは、電源、
熱源を要せず、コンパクトな器材で溶接が容易にできます。
鉄骨からのアース、鉄筋からのアース、避雷導線の接続、電
線管、ボックスのアースボンディング、アースマットの銅線相
モールド
互の溶接、電気機器からのアース、ガス管、水道管のアース等
に最適な工法です。
鋳型部
テイカウエルドⓇによって溶接できる金属
銅、ステンレス、銅メッキスチール
※その他金属溶接につきましてはご相談ください。 アルミニウム 酸化銅 酸化アルミニウム 銅 発生熱
テイカウエルドⓇの特徴
1.溶接技術資格 不要です。誰にでも簡単にでき、法的制約はありません。
2.装 置 工具がコンパクトなため、どんな現場でも簡単に施工できます。
3.電 源 不要です。(ただし、鉄骨等の錆、塗料を落とすためのサンダー
を使用する場合は、電源が必要です。)
4.施工性 セットは簡単。溶接はわずか10秒で終了しますので、迅速かつ
効率的です。
5.性 能 溶接なので通電性は母材と同等です。
1
Page4
必要な工具・器材
1. パウダーとカプセル パウダー カプセル
パウダーは、用途ごとに必要量を防湿袋に入れてあります。 セラミック容器に、パウダーと点火剤・着火剤が
異なるパウダーNo. を、混ぜて使用しないで下さい。 圧入されたオールインワンタイプです。仮止めや
パウダーの種類(No.)と包装単位は、表1のとおりです。 小径のケーブルの溶接に最適です。カプセルタイ
プの種類と包装単位は、表1のとおりです。
パウダー・カプセル包装内容(表1)
品種 No. 販売最小単位 パウダー 附属品
(小箱内容量) 粒子種類 ディスク種類 点火剤
50 50( 袋) 小粒子 小ディスク 大
70 45 〃 〃 〃
100 30 〃 〃 〃
140 25 〃 大ディスク 小
150 25 〃 〃 〃
パウダー 200 15 大粒子 〃 〃
250 15 〃 〃 〃
300 10 〃 〃 〃
350 10 〃 〃 〃
400 3~ 5 〃 〃 〃
450 5 〃 〃 〃
500 5 〃 〃 〃
WT用 50(個)
No. 5 25
カプセル No. 10 25
No. 15 25
No. 140 8
パウダー販売最小単位の各ケースには、必要量の点火剤、ディスクが入っています。
ケース寸法は、No.50~ No.350は 238× 122× 113mmです。
2. モールド
モールドは、黒鉛製です。溶接したい材質、寸法、溶接形状ごとに型式が異なります。
モールドは、受注生産品です。納入までに日数がかかりますので早目の御注文をお願いします。(約20日間)
標準的な型式は、P8~ 13に掲載してありますので、ご参照下さい。それ以外のものについては、寸法、形状等
ご指示のうえ、ご相談下さい。
モールドの耐用回数は、型式や取扱い方で異なりますが、通常、標準的な型式で50~100回です。
3.クランプ
クランプは、モールドを保持して、作業を容易に安全に行うためのものです。モールドタイプでWT型、CT 型、
CC(1~4,5L)C型は本体に組み込まれていますが、その他の一般的モールドに使用されるクランプS、M、L、
E、U型は別売となっております。
クランプは、モールド型式によって定められています。P8~13掲載の使用クランプ表により選定して下さい。
4.点火剤
パウダーに反応を開始させる粉末で、ポリエチレンケースに入っています。
大、小2種類あります。通常の使い方で、大ケース入りは約50回、小ケース入りは約30回ご使用できます。
パウダー販売最小単位のケースには1本収納されていますが、別売りもしています。
5.ディスク
パウダーがルツボ部分から漏洩するのを防止します。
大、小2種類あります。パウダー販売最小単位ケースには必要量が収納されていますが、別売りもしています。
6.フリントガン
点火剤に点火する点火具で、WT用と一般用の2種類があります。WT用は、発火する部分に火花防止のカバーが
ついていて、WTカプセル専用です。WTカプセル以外は、すべて一般用をご使用下さい。
耐用回数は、使い方にもよりますが、約100回位です。
7.パテ
パウダーが反応し生成した溶融金属が、モールドの外に漏出するのを防止するため、モールドと溶接材料の隙間に
充填します。溶接形状、溶接材料の種類により、パテが必要なモールド型式があります。なお、ケーブル種で大き
な隙間がある場合(例:オニヨリ線)は、全てのモールド型式にパテが必要となります。
2
Page5
クランプ・モールドの形状・寸法・質量
クランプ
型 式 A B C 質 量
S 50 50 235 700g
M 59 59 240 750g
L 76 72 250 850g
型 式 A B C 質 量
E 180 85 38 820g
型 式 A B C 質 量
U 892 200 290 6,800g
モールド
●モールドの寸法 ●モールドの質量
寸法記号 S M L モールド型式
S M L
PまたはP1 70mm 80mm 100mm 名称
モールド CC1 1.4kg 2.1kg ー
〃 CC3 〃 〃 3.5kg
〃 CC4 〃 〃 〃
〃 CC5L 〃 〃 〃
〃 CP1 1.5kg 〃 3.1kg
〃 CP2 〃 〃 〃
〃 CP3 〃 〃 〃
〃 CP3A 1.4kg 1.7kg 3.5kg
〃 CP5 1.5kg 2.1kg ー
カプセルタイプ 0.4~ 0.6kg
※概略質量です。ケーブルサイズ等により若干異なる場合があります。
3
Page6
溶接形状
ケーブルとケーブルの 鉄板(パイプ)とケーブルの溶接 グランドロッドと 鋳鉄管とケーブルの
溶接 ケーブルの溶接 溶接
CC型 CP型 CG型 CT型
グランド
ロッド
CC1 CP1※ CP5 CG1 CT11C-R
グランド
ロッド
CC3 CP2 CP7※ CG2 CT12C-R
グランド
ロッド
CC4 CP3※ CP8 CG3
CC5L CP4 CP3A※
●溶接形状およびモールド型式表の見方
溶接形状 ラインの撚線 サイドの撚線 溶接形状 ラインの撚線 溶接可能な 溶接形状 ラインの撚線 溶接可能な
公称断面積 公称断面積 公称断面積 異形鉄筋の呼径範囲 公称断面積 ブスバーの
(㎟) (㎟) (㎟) (㎟) 厚み(㎜)
異形鉄筋
4
Page7
■ライトブルーの色がついている溶接形状は、寸法および形状が当カタログに掲載されているものです。
■型式記号の後に※印のあるモールドは、溶接時パテが必要です。
ただしケーブルがオニヨリ線等特殊な場合はすべての型式にパテが必要です。
レールとケーブルの ブスバーとケーブルの 異形鉄筋とケーブルの
溶接 溶接 溶接 鋳鉄管と銅線の溶接 ブスバーとブスバーの
溶接
CR型 CB型 CD型 WT型 BB型
異形鉄筋
CR4※ CB1 CD1※ WT1 BB1
異形鉄筋
CR5※ CB2※ CD2※ WT2 BB2
異形鉄筋
CR6※ CB3 CD3※ BB3
異形鉄筋
CR7※ CD4※ BB4
●WT型モールドの種類
使用する電線管の太さ(JIS)
モールド型式
厚鋼(mmφ) 薄鋼(mmφ)
溶接形状 ラインの撚線 グランド
公称断面積 ロッドの WT1型 細管用
(㎟) BB5
直径(㎜φ) (水平型)
16、22、28 19、25、31
WT2型 細管用 ■材質はケーブルと表示して
(縦 型) いるものは、銅または鉄とし
ます。鉄板と表示しているも
WT1型 太管用
36、42、54、70、 のはステンレスも可能です。
(水平型) 39、51、63、75、
82、92、104、 アルミニウムは、使用できま
WT2型 太管用 平板
平板 せん。その他の場合は御相談
(縦 型) 下さい。
5
Page8
使い方
パウダータイプ (銅撚線どうしを溶接する場合の例)
A B
モールド→
C F
D
E
①溶接用工具 ②準備および銅撚線の挿入 予熱
A、クランプ E、ディスク 施工前にモールドを予熱してからご使用ください。溶接
B、モールド(CC5L型) F、点火剤 不良の原因となります。銅撚線の汚れ、油、水、錆は取除き、
C、フリントガン(点火具) できるだけ、曲がり等のくせを直します。クランプにより
D、テイカウエルドⓇ・パウダー モールドを開き、線溝に銅撚線を挿入した後、クランプで
締付けます。
③パウダー ④点火剤の装填
ルツボ部の底にディスクを落して湯口を塞いでからパウ スプーン一杯の点火剤をパウダー上に平均にかけ、さらに、
ダーを静かに入れ、表面を平らにならします。 ルツボ上部の縁に少量を置きます。
⑤点火・燃焼 ⑥燃焼中のパウダー
モールドのフタを閉じ、フリントガンでルツボ上部の縁に 燃焼が終ったらモールドの留め金を緩め、ルツボ部を開い
置いた点火剤に点火します。燃焼は2~3秒で終ります。 て、付着したスラグ(燃えカス)をウエスできれいに取り
除き、次回の溶接作業に備えます。
6
Page9
カプセルタイプ (鉄管に38㎟迄の銅撚線を溶接する場合の例)
B
A
C
予熱
①溶接用工具 ②準 備
A、モールド(CT型) 施工前にモールドを予熱してからご使用ください。溶接不良
B、No.10、No.15カプセル の原因となります。鉄管の溶接部を約φ30mm程度研磨器
C、フリントガン で磨き、塗装や錆、汚れを完全に取り除き、地肌を出します。
③モールドの取付け ④カプセルの装填
管の溶接部に、モールドの溶接空洞部がくるようにモール カプセルのフタを取って、モールドのルツボ部に装填しま
ドを取付け、モールドの線溝に銅撚線を挿入します。 す。
⑤点火、燃焼
モールドのフタをして、フリントガンによっ
て点火します。点火後2~3秒で溶接は終了
します。
※1 フタが閉まっている状態で施工を行って
ください。フタが開いた状態で燃焼させると、
高温に溶けた金属が激しく飛散し危険です。
※2 フリントガンの引き金を引いたら速やか
にモールドからフリントガンを離してくださ
い。燃焼時の火花により、火傷の危険があり ⑥完成したボンドおよび
ます。また燃焼時の燃えカスがフリントガン モールドの清掃
に付着した場合、フリントガンの劣化を早め 次の溶接作業に備えて、モールドに
る原因となります。 付着したスラグを取除きます。
モールドからフリントガンを離す際は、誤っ
てフタが開かないように注意してください。フタが開いた状態で燃焼させると高温に
溶けた金属が激しく飛散し、危険です。
■写真はCT型の場合です。WT型(鉄管にφ2.6mm迄の銅線を溶接する場合)の溶接手順もCT型と同じです。
(フリントガンはフタがついているWT用フリントガンとなります。WT型の場合は、フリントガンの引き金を引いた後にモールドからフリントガン
を離す必要はありません。但し、フリントガンのフタに燃焼残渣が付着しますので、1回使用するごとに清掃を行ってください。清掃が不十分な場合、
着火不良、溶接不良の原因となります。)
7
Page10
溶接形状およびモールド形式表 ■ケーブルとケーブルの溶接
CC1型 CC4型
CC3型
8
Page11
CC5L型
9
Page12
溶接形状およびモールド形式表 ■鉄板とケーブルの溶接
■鉄板とケーブルの溶接
フラット面タイプとR面(パイプ)タイプが出来ます。必ず御指定下さい。フラット面の場合、ケーブルサイズの後にFを表示して下さい。(例CP1-60-F)
R面の場合、ケーブルサイズの後に直径をφで表示して下さい。(例CP1-60-100φ)
CP1型 パテが パテが
必要です CP2型 CP3型 必要です
CP4型 CP5型 CP7型 パテが
必要です
10
Page13
■接地銅板とケーブルの溶接 ■ブスバーとケーブルの溶接
■接地銅板とケーブルの溶接 ■ブスバーとケーブルの溶接
CP3A型 CB1型
パテが
必要です
作業のポイント 接地銅板とケーブルの溶接
CP3A型モールド使用時
溶接作業図
※ブスバーの厚み寸法を( )内に表示、厚みを御指定下さい。又、
寸法以外は御相談下さい。
※ブスバーの幅についてパウダー量は変わりませんが必要があれば
ご指示下さい。
CP8型 作業のポイント 鉄板とケーブルの溶接
モールド形式 CP1型、CP2型、CP4型(CT11C型、CT12C型の端末止用)使用時
①準備
鉄板は、研磨機で塗装や錆を完全に取り除き地肌が出るまで磨きます。
尚、鉄板は厚さ3mm以上を使用して下さい。
②モールドとケーブルの取付け
モールドはクランプでしっかり締め付け鉄面の溶接個所に磁石の力で吸着させます。
ケーブルは、末端がモールドの湯口の中心下方にあるように差し込みます。
CP1型の場合モールドと鉄板の隙間にパテを充填して下さい。
CP2型の場合でもケーブル種により隙間を生じる場合隙間にパテを充填して下さい。
中心下方 中心下方
中
心
下
方
CP1型の場合 CP2型の場合 CP4型の場合
11
Page14
溶接形状およびモールド形式表 ■異形鉄筋とケーブルの溶接
■異形鉄筋とケーブルの溶接 ■ケーブルとグランドロッドの溶接
CD2型 パテが
必要です
CD1型 パテが 異形鉄筋
必要です CG1型
異形鉄筋
CD3型 異形鉄筋
パテが
必要です
CD4型 異形鉄筋
パテが
必要です CG3型
モールド形式CD1型、CD2型、CD3型、CD4型
異形鉄筋の寸法について
例)CD1―22―10D~ 19Dの場合
溶接形状 ケーブル パウダー量50gで溶接可能な
公称断面積 異形鉄筋の呼び径範囲
(㎟)
御注文時は、異形鉄筋寸法を必ず御指示下さい。
1台で全部適用は出来ません。
12
Page15
■ケーブルとグランドロッドの溶接 ■カプセルタイプ
■ケーブルとケーブルの溶接 カプセルタイプ
CG2型
CC1C型 CC3C型
CC5LC型
CC4C型
■鉄板とケーブルの溶接
フラット面タイプと R面(パイプ)タイプが出来ます。必ず御指定下さい。
フラット面の場合、ケーブルサイズの後に Fを表示して下さい。(例 CT11C-8-F)
R 面の場合、ケーブルサイズの後に直径をφで表示して下さい。(例 CT11C-8-100φ)
CT11C型 CT12C型
CT11C 型、CT12C 型共、端末止用も 例 CT11C-8-F-E
できます。その場合- Eで表示します。 CT12C-8-F-左 E(左側止め)
※P11 の作業のポイントを参照下さい。
13
Page16
取扱い及び保管上の注意事項について
テイカウエルド ®パウダー、パウダー用点火剤、テイカウエルド ®カプセル
❶ 施工時は火傷防止のため防塵マスク、保護眼鏡、天然素材 (綿、皮革等 )の保護手袋を着用し、肌を露出しない保護衣を着用してください。
化学繊維 (ナイロン、ビニール、ポリエステル )製は、熱で溶融し危険ですので使用はしないでください。
❷ 施工中は、火傷及び可燃物に着火する危険があるため、直近の作業に使用しない分やその他の可燃物を火気及び溶接箇所から放して管理してください。
❸ 湿気、水、油、火気との接触を避けるため、使用直前に個装を開封してください。水、油等で濡れた場合、溶接不良、爆発飛散の危険がありますの
で絶対に使用しないでください。
❹ パウダー用点火剤は1回使用するごとに必ず容器の蓋をして、火気及び溶接箇所から離して管理してください。
❺ 薬漏れ、破損に繋がるような、強い振動や衝撃は加えないでください。
薬漏れ、破損した製品は溶接不良の原因となりますので使用しないでください。
❻ 溶接不良の原因となりますので、異なるパウダーNo. を混ぜて使用しないでください。
❼ 溶接不良の原因となりますので、決められたモールド以外と組み合わせて使用しないでください。
❽ 高温に溶けた金属が激しく飛散し危険なため、モールド外での燃焼はしないでください。
❾ 溶接以外での用途には使用しないでください。
10 保管する場合には、火気のない乾燥した冷暗所で保管ください。開封後は速やかに使用ください。
モールド、フリントガン
❶ 溶接不良の原因となるため、施工前にモールドを予熱してから使用ください。
モールドが吸湿している場合があるため、十分に予熱することが大切です。
❷ 水、油等で濡れないよう注意してください。水、油等で濡れた場合、溶接不良、爆発飛散の危険があるため絶対に使用しないでください。
❸ 高温に溶けた金属が漏れ出し危険なため、破損、磨耗したモールドは使用しないでください。
❹ 破損の原因となるため、落下、衝撃等の乱暴な取扱いを避け、丁寧に取扱いください。
❺ 上蓋が開いた状態で燃焼させると、高温に溶けた金属が激しく飛散し危険です。上蓋が閉まっている状態で施工してください。
❻ 燃焼時の火花により火傷の危険があります。また、燃焼時の燃えカスがフリントガンに付着し、フリントガンの劣化を早める原因となります。
フリントガンの引き金を引いたら速やかにモールドからフリントガンを離してください。
❼ 上蓋が開いた状態で燃焼させると、高温に溶けた金属が激しく飛散し危険なため、モールドからフリントガンを離す際は、誤って上蓋が開かない
ように注意してください。
❽ 着火不良、溶接不良の原因となるため、モールド、フリントガンに付着した燃えカスは、1回使用するごとに取り除き、清掃してください。
清掃は、天然素材のウエス、タワシ、ブラシ等で行ってください。化学繊維製や金属ブラシ等は、モールドを傷めますので使用しないでください。
燃焼後のモールドは高温になっております。火傷防止用に保護手袋等、着用ください。
❾ 保管する場合は、火気のない乾燥した冷暗所で保管してください。
その他の注意
❶ 溶接不良、爆発飛散の危険性がありますので、被溶接材に錆、塗料、被覆および汚れが付着している場合は、溶接前にそれらを完全に取り除いて
ください。
❷ 燃焼反応により煙が発生しますので、作業時は喚起を十分行ってください。
❸ その他の不明な点については、弊社へご相談ください。
※本カタログの商品は、予告なく仕様変更する場合があります。
第1営業部 〒171-0022 東京都豊島区南池袋2-25-(5 藤久ビル東五号館13F)
TEL.03(3986)4521(代) FAX.03(3983)8286
大 阪支店 〒530-0003 大阪府大阪市北区堂島2-4-27(新藤田ビル12F)
TEL.06(7176)5575(代) FAX.06(7175)7944
本社・工場 〒350-1107 埼玉県川越市的場新町21 - 2
ホームページ http://www.nichigi.co.jp
2020.03.00