



PLCを扱う上では欠かせないラダー図の入門書
PLC初学者の方はもちろん、自分の知識の再確認をする上でも効果的な入門書となっています。
ラダー図とは何なのか?ラダー図を知ることでのメリット・デメリットは何か?
業務上で使用するシステムインテグレータの立場から幅広く解説いたします。
【目次】
目次
1. ラダー図の基礎知識
(1) ラダー図
(2) 電磁リレー
2. ラダー図を使用するメリット・デメリット
(1) メリット
(2) デメリット
3. ラダー図で使用する記号
(1) 接点
① a接点
② b接点
(2) コイル
(3) END命令
(4) タイマ
4. 【実践】ラダー図を読む
【関連キーワード】
PLC、ラダー図、省人化、省力化、自動化
スマートファクトリー、生産ライン、人材不足
少子化、少子高齢化、コスト、労働力不足
ものづくり、製造業、Team Cross FA、TXFA、株式会社FAプロダクツ、FAP
関連メディア
このカタログについて
| ドキュメント名 | ラダー図の基礎 記号の種類や読み方までイチからわかる |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 2.4Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社FAプロダクツ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page2
スライド 2
PLCの「ラダー図」がイチから分かる!
メリット・デメリット、記号の種類、読み方
PLCを扱うようになると必ず学習することになるのがラダー図です。
慣れるまでは、この独特な形式に戸惑うことも多いと思われます。
今回は、そんなラダー図の基礎の基礎に関してご紹介します。
目次
1.ラダー図の基礎知識
(1)ラダー図
(2)電磁リレー
2.ラダー図を使用するメリット・デメリット
(1)メリット
(2)デメリット
3.ラダー図で使用する記号
(1)接点
①a接点
②b接点
(2)コイル
(3)END命令
(4)タイマ
4.【実践】ラダー図を読む
© 2025 FA Products Inc.
Page3
スライド 3
1.ラダー図の基礎知識
(1)ラダー図
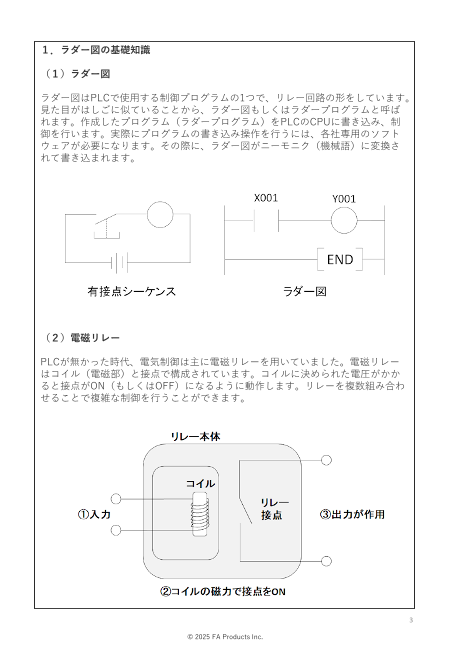
ラダー図はPLCで使用する制御プログラムの1つで、リレー回路の形をしています。
見た目がはしごに似ていることから、ラダー図もしくはラダープログラムと呼ば
れます。作成したプログラム(ラダープログラム)をPLCのCPUに書き込み、制
御を行います。実際にプログラムの書き込み操作を行うには、各社専用のソフト
ウェアが必要になります。その際に、ラダー図がニーモニク(機械語)に変換さ
れて書き込まれます。
(2)電磁リレー
PLCが無かった時代、電気制御は主に電磁リレーを用いていました。電磁リレー
はコイル(電磁部)と接点で構成されています。コイルに決められた電圧がかか
ると接点がON(もしくはOFF)になるように動作します。リレーを複数組み合わ
せることで複雑な制御を行うことができます。
3
© 2025 FA Products Inc.
Page4
スライド 4
2.ラダー図を使用するメリット・デメリット
(1)メリット
現在のPLCで行うような制御を電磁リレーで行おうとすると、リレーの数が非常
に多くなり、制御盤のサイズが大きくなってしまいます。制御方式を変更すると
きに配線作業が無いこと、省スペースで複雑な制御が可能なことがPLCを用いる
メリットです。
(2)デメリット
プログラミングを行うことから、変更操作をできる人口がリレー制御よりも少な
くなります。また各社PLCに対応したソフトを用意しなければいけませんし、
PLC各社で仕様が違うため、慣れない会社のPLCは編集しづらいです。
3.ラダー図で使用する記号
ラダー図を読むためには各記号の意味を知らなければなりません。今回は、ラ
ダー図を構成している主となる記号についてご紹介します。
(1)接点
スイッチをイメージしてください。スイッチがONの時に制御が進むのか、OFFの
時に制御が進むのかで2種の接点を使い分けます。接点記号の下にはX001の様に、
入力を表すXとPLCの入力端子の番号が記載され、どこからの入力を使用するか記
載されます。
① a 接点
動作していない時は開いている接点をa接点と呼びます。記号は縦棒を横に2つ並
べた形をしています。
② b 接点
a接点とは反対に、動作していない時は閉じている接点をb接点と呼びます。a接点
にスラッシュが入った形をしています。例えばセンサーからの入力が無い場合を
制御が進む条件として加える時などに使用されます。
4
© 2025 FA Products Inc.
Page5
スライド 5
(2)コイル
電磁リレーのコイルと同じものと考えるといいでしょう。PLCプログラム上の仮
想のコイルと同じラインにある接点が全て閉じた場合に、出力リレーが動作しま
す。括弧の中にはY001の様に、出力を表すYとPLCの出力端子の番号が記載され、
どこへの出力を使用するか記載されます。
(3)END命令
END命令は、プログラムの最後に入れます。「ここがプログラムの最後である」
ことがわかります。
(4)タイマ
タイマと同じラインにある接点が全て閉じた場合にカウントが始まります。タイ
ムアップするとタイマの接点がONになります。以下の例の場合、X001がONにな
るとタイマT1がカウントをはじめ、10秒後にT1の接点が閉じます。タイマの時間
を表すKの後の数字はK1で0.1秒、K100で10秒と0.1秒刻みで表します。
生産ラインシミュレーション体験会バナー
5
© 2025 FA Products Inc.
Page6
スライド 6
4.【実践】ラダー図を読む
ここまでで、ラダー図とは何かと各記号がどのような意味をするか学習しました。
実際に、以下のラダー図を読んで理解を深めましょう。
※様々な学習要素を入れるために作ったものなので、実用的ではないかもしれま
せん。
まずは1、2行目を見てみましょう。
以下の a と b がどちらも有効になっていないと正しく回路が繋がりません(AND
回路)
a 押しボタン(X001)もしくはセンサー(X002)ONになっていること(OR回路)
b 非常停止ボタン(X003)がOFFになっていること
aとbの回路が繋がると、タイマT1がカウントを始めます。
10秒カウントが完了すると3行目、T1の接点がONになり、運転ランプ(Y001)と
モーター(Y002)がONになります。
生産ラインシミュレーション体験会バナー
6
© 2025 FA Products Inc.
Page7
スライド 7
例のラダー図は以下の様に表現できます。
「非常停止ボタンが押されていない状態で、センサーがONになって10秒経つ、も
しくは押しボタンスイッチを10秒間押すと、運転ランプとモーターがONになる」
7
© 2025 FA Products Inc.
Page8
スライド 8
Connected Industries All over the World
コネクテッド・インダストリーズを世界へ
会社名 株式会社 FAプロダクツ(英文名:FA Products Inc.)
代表者 取締役会長 田口紀成
代表取締役社長 大宮勇樹
社員数 103名(2025年8月現在) 資本金 9,250万円
事業内容
構想から設計・実装・保守・物販から人材派遣まで、幅広いサービスをご提供
DIGITAL REAL HUMAN SERVICE RESALE SERVICE
シミュレーション技術とMESを組 ロボット・画像処理を含めた 人がつなぐ、現場と未来 持続可能な製造現場を実現
合わせたソリューションを提供 設備の自動化ソリューション
生産シミュレーション 自動化設備(設計/製作/導入) 人材派遣サービス 生産設備産業ロボット保守保全
作業/ロボットシミュレーション 画像処理(検証/導入) 保守メンテナンスサービス 制御機器/ロボット中古品販売
MES/生産管理システム AGV導入 ロボットティーチング 棚卸サービス
可視化/データ収集システム 既存設備の改造/改修 設備保全クラウドサービス
予知保全システム 治工具製作/部品加工 商材販売(代理調達)
各種コンサルティングサービス 紙図面電子化
FAプロダクツが運営する中古FA機器販売サイト サポタス
所在地 本社 つくばベース
〒105-0004 東京都港区新橋5-35-10 〒300-0847 茨城県土浦市卸町2-13-3
新橋アネックス2F
阿見ベース
MAIL info@fa-products . jp
〒300-0331 茨城県稲敷郡阿見町阿見4666-1777
URL https://fa-products.jp/
Page9
スライド 9
Connected Industries All over the World
コネクテッド・インダストリーズを世界へ
DIGITAL SOLUTION
Smart Factory事業部
工場DX、スマートファクトリー/ロジティクスを進める上で必要なコンサルティング業務、
ソフトウェア販売、開発/導入支援、技術/保守サポートなどを行います。
シミュレーション技術を活用して、MESシステムと連携する生産投入順序の最適化ソリューション
や設備の動作・制御プログラム連携の事前検証など、デジタル部分全般のサービスをご提供
コンサルティングサービス
概略
システムのグランドデザインから全体構想設計、モノと情報の流れ図作成、
各種業務分析/工場診断など、IT/OTを含め設備/自動化の知見を持ったメンバーが実施
主なサービス
• IT/IoT構想グランドデザイン
• 生産直接部門業務分析サービス
• 生産間接部門業務分析サービス
• 工場内IT診断サービス
• 工場内物流診断サービス
• 各種アドバイザりーサービス
生産シミュレーション
概略
生産シミュレーション(Plant Simulation)とは、工場や生産ラインの物の流れ・人
の動き・設備稼働・在庫推移などを仮想空間で再現し、分析・最適化を実施
主なサービス
• As-Is(現状) To-Be(理想の姿)モデル検証サービス
• 各種検証サービス(レイアウト、ラインバランス、ボトルネック
• 最適化検証サービス(計画、AGV台数、作業者人数)
• 導入支援コンサル(販売・開発・教育・保守)
• 運用サポート(運用・保守)
Page10
スライド 10
MES/生産管理システム
概略
MESシステムや生産管理システム、可視化/データ収集に関するソフトウェ
アの要件定義から導入・保守までサポート。パッケージ製品からカスタム対応
などお客様にご要望に合わせてご提案いたします。
メニュー
主なサービス
• MESの導入から保守
• 生産管理システムの導入から保守
• 各種パッケージソフトの販売/保守/カスタム対応
• 可視化/ペーパーレス/データ収集システム導入
• ソフトウェアの受託開発
ロボット/作業シミュレーション
概略
3D統合デジタルファクトリシミュレータを用いた、各種業務支援および
ソフトウェア販売、トレーニング、立上げ支援までをサポート
主なサービス
• ロボット適用(成立性)、タクト検討
• オフラインティーチデータ作成
• ラダープログラムの連携検証
• 作業者の動作分析
• VR作業習熟
• ソフトウェアライセンス販売・サポートサービス
各ソリューションの導入の流れ
導入 ご契約
初回打合せ 現場確認 ステップ 導入/保守
成立
ご提案
■よくあるお問い合わせ
✓ DX化をするためにやりたいことが多く、何からすればよいかわからない
✓ IoT化したいが、構想を作れる人がいない
✓ AGVを導入検討したいが、何台必要なのかわからない
✓ 新規工場・ラインを構築するために最適レイアウトを算出したい
✓ ロボットを導入する前にどんな動きになるか、設置環境含めて検証したい
まずはお気軽にご相談下さい
株式会社FAプロダクツ https://fa-products.jp/contact/
Connected Industries All over the World
おコネ問クテ合ッドせ・イ先ンダストリーズを世界へ FAプロダクツ 検索
Page11
スライド 11
Connected Industries All over the World
コネクテッド・インダストリーズを世界へ
FACTORY AUTOMATION
FA事業部
産業用・協働ロボットによる省人化設備、AGV/AMRによる自動搬送、カメラを用いた検査・位置
決めなど、スマートファクトリー化に必要な設計・製造・立上を一貫対応。
国内外の最新ソリューションを活用し、安価かつ最適な部品選定を実現。日本全国および海外まで、
万全のサービス体制でお客様の自動化を支援します。
生産設備の設計製造
概略
制御システムや生産ラインの詳細な全体設計、各設備間の自動搬送や物の流れの最適化、
さらに導入前の成立性や稼働性の検証まで、豊富な自動化・制御技術の知見を持つ専門メ
ンバーが一貫してサポートします。
主な開発実績
• 人作業のロボットによる自動化
• 目視検査からカメラ検査への自動化
• ねじ締め、グリス塗布などの作業の自動化
• 製品仕分け工程の自動化
• 基板などの電気検査
• パレタイズロボットの導入
• 作業補助治具の開発
• 箱詰め作業の自動化 等々
工程間物流
概略
当社は、AMR/AGV/サービスロボット導入に向けたシミュレーションや現場分析を
通じて、最適な搬送ルート設計や投資効果の検証まで、導入のすべてのステップをサ
ポートします。
主な導入実績
• 精密機器メーカー向けAGV導入
• 自動車部品メーカー向けAMR導入
• 衣料業界向けサービスロボット導入
• 化学/素材メーカー向けサービスロボット導入
• 自動車部品メーカー向けMOMA導入
※MOMA=モバイルマニピュレーター
Page12
スライド 12
老朽化更新/改造/移設
概略
古くなった生産設備に対しても、幅広く対応しています。安全対策機能の追加、
自動投入・排出機能の追加、部品交換、さらに多拠点への移設に伴う分解・復元・
動作確認まで、図面がなくお困りの設備でも対応可能です。
主な実績
• エリアセンサー追加改造
• 投入排出ロボットの追加改造
• 老朽化部品の交換
• 国内外拠点への設備移管
• 摩耗損傷個所の交換
検証/構想検討
概略
設計・製造はもちろん、能力検証や成立性の確認を目的としたPoC(概念実
証)、構想段階での検討など、開発前のフェーズも幅広く受託可能です。お客様
の構想から設備導入まで、スムーズにサポートします。
主な実績
• 産業用ロボットのサイクルタイム検証
• 軟製品のロボットでのハンドリング検証
• 光学環境構築のための機器検証
• 極小ワークの搬送・組立検証
• 薄物製品のピンホール検出検証
各ソリューションの導入の流れ
導入 ご契約
初回打合せ 現場確認 ステップ 導入/保守
成立
ご提案
■よくあるお問い合わせ
✓ ロボット導入の可否や工程の自動化についての相談
✓ 最適なロボットの選定や仕様、投資回収の目安
✓ 既存設備との連携や特殊部品への対応
✓ 導入費用や保守・ランニングコストの確認
✓ PoCや試作、導入後のサポート・教育について
まずはお気軽にご相談下さい
株式会社FAプロダクツ https://fa-products.jp/contact/
Connected Industries All over the World
おコネ問クテ合ッドせ・イ先ンダストリーズを世界へ FAプロダクツ 検索
Page13
スライド 13
提供サービス一覧
構想から設計、実装、保守、物販から人材派遣までのサービスをご提供
生産シミュレーション 工場管理システム
• 生産計画最適化 • MESシステム
• 自動化評価 • 見える化/分析システム
• AGV/AMR検証 • 設備稼働監視パッケージ
• スループット分析
保守/保全 • 作業工数集計システム
• ボトルネックの見える化 • ペーパーレス化
• 振動予知保全システム
• メンテナンスシステム
• アセットマネジメント 自動化/省人化
生産 • オペレータ派遣(組立)
• ロボット自動機導入
フィールドサービス • 人の作業の自動化
• 現地設備メンテナンス 保守 製造
• 設備/PLC/PCリプレース 構想設計サービス
• データバックアップ
• 工場内設備状態診断 FA • DXデジタルツイン構想
• 自動化構想
Products • システム構想
• セキュリティ構想
人材派遣
• 保守メンテナンス要員常駐 環境 品質
• 設計者派遣 検査自動化
• ロボットティーチング派遣 在庫 • AI画像検査
• 自動検査装置
物流 • 画像処理システム
環境/エネルギー
• 電力量削減システム リセール
• ピーク値予測 搬送自動化
• 省エネコンサル • ロボット/制御機器買取
• AGV/AMR導入
• 機器販売 • 新品/中古品機器の販売
• AGF導入
• 海外製品の調達
• ピッキング自動化
• WMS/WCS構築
経験と勘で作成している生産スケジュール、工程設計から
人の作業/検査/ノウハウなどの人依存作業を自動化
人手不足、技術伝承の課題のお客様や
新工場/新ラインの構想やシステム導入まで
ワンストップサービスをご提供
スポットやスモールスタート、PoCなどについても
お気軽にご相談いただければと思います。
株式会社FAプロダクツ https://fa-products.jp/contact/
Connected Industries All over the World
おコネ問クテ合ッドせ・イ先ンダストリーズを世界へ FAプロダクツ 検索