


グラナイトを基材とした工作機械用ベース素材で、冷間鋳造により脱炭素社会に適合した工作機械用素材の技術概要
ミネラルキャストはグラナイトを基材としたマシンベース素材です。優れた振動減衰性能力を有しており、幅広いアプリケーション仁おいて最高のパフォーマンスを実現します。従来の鋳物に比べ、大幅な製造エネルギー削減が可能で脱炭素社会に適合した製品で、本内容ではミネラルキャストの設計や製造の基本概要を説明しています。
関連メディア
このカタログについて
| ドキュメント名 | 脱炭素社会に適合する工作機械ベース材、ミネラルキャストの技術概要 |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 958.3Kb |
| 登録カテゴリ | |
| 取り扱い企業 | 日本シュネーベルガー株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
技術概要
ミネラルキャスト(人工グラナイト)の紹介
はじめに
お客様のアプリケーションに適したミネラルキャストを提供
80 グラムから 30 トンクラスまでに対応
ミネラルキャストは鉄鋼、ねずみ鋳鉄、または鋳鉄よりも技術、経済性、そし
て環境性の面で優れています。特に環境性では製造時のCO2排出量が従来の鋳
物製造に比べて極めて低く、脱炭素社会に大きく貢献します。優れた振動減
衰、耐化学性、そして熱安定性などの技術的な利点は工作機械製造業だけな
く、医療機器、太陽電池、エレクトロニクス、包装機器業界などのお客様にも
ご活用いただいています。
1. 設計コンセプト
鋳造物およびミネラルキャスト部品の壁の厚みは、一般に粒径
の最大直径の5倍以上とされます。標準的な粒径の直径は16
mm なので、鋳造物およびミネラルキャスト部品の壁の厚みは
80 mm以上である必要があります。ミネラルキャスト部品では、
壁の厚みにばらつきをもたらす残留応力が低いため、薄い壁を
急に厚く変更することも問題なくできます。断面を適切に選択し、
許容される引張り応力と圧縮応力の変動を考慮すれば、良好
な剛性値も得られます。
構造物の中で耐荷重性を必要としないパーツについては、壁
を薄くすることも可能です。ここでは、粒径の最大直径が小さな
ミネラルキャスト材料を使用します。複数レベルにわたる鋳造工
程の1回目では、まず粒子の細かい混合物を注入し、次に粗い
混合物を注入します。これをプレキャスティングと呼びます。
1
Page2
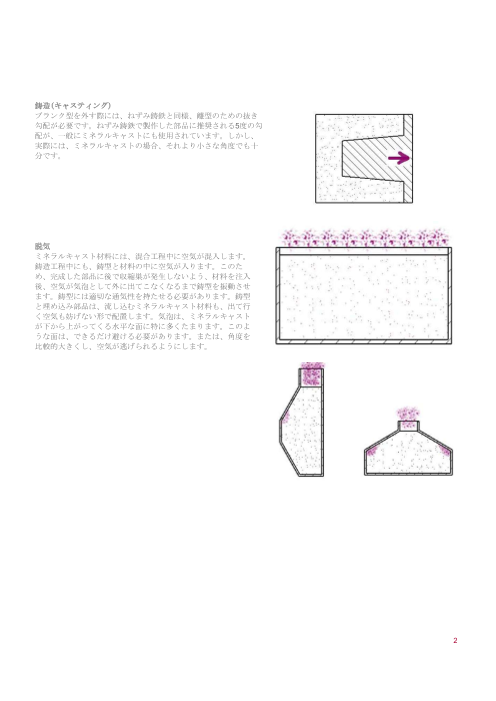
鋳造(キャスティング)
ブランク型を外す際には、ねずみ鋳鉄と同様、離型のための抜き
勾配が必要です。ねずみ鋳鉄で製作した部品に推奨される5度の勾
配が、一般にミネラルキャストにも使用されています。しかし、
実際には、ミネラルキャストの場合、それより小さな角度でも十
分です。
脱気
ミネラルキャスト材料には、混合工程中に空気が混入します。
鋳造工程中にも、鋳型と材料の中に空気が入ります。このた
め、完成した部品に後で収縮巣が発生しないよう、材料を注入
後、空気が気泡として外に出てこなくなるまで鋳型を振動させ
ます。鋳型には適切な通気性を持たせる必要があります。鋳型
と埋め込み部品は、流し込むミネラルキャスト材料も、出て行
く空気も妨げない形で配置します。気泡は、ミネラルキャスト
が下から上がってくる水平な面に特に多くたまります。このよ
うな面は、できるだけ避ける必要があります。または、角度を
比較的大きくし、空気が逃げられるようにします。
2
Page3
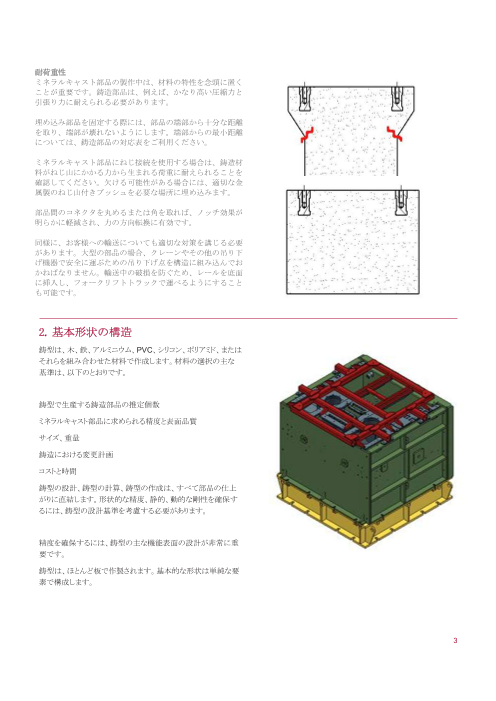
耐荷重性
ミネラルキャスト部品の製作中は、材料の特性を念頭に置く
ことが重要です。鋳造部品は、例えば、かなり高い圧縮力と
引張り力に耐えられる必要があります。
埋め込み部品を固定する際には、部品の端部から十分な距離
を取り、端部が壊れないようにします。端部からの最小距離
については、鋳造部品の対応表をご利用ください。
ミネラルキャスト部品にねじ接続を使用する場合は、鋳造材
料がねじ山にかかる力から生まれる荷重に耐えられることを
確認してください。欠ける可能性がある場合には、適切な金
属製のねじ山付きブッシュを必要な場所に埋め込みます。
部品間のコネクタを丸めるまたは角を取れば、ノッチ効果が
明らかに軽減され、力の方向転換に有効です。
同様に、お客様への輸送についても適切な対策を講じる必要
があります。大型の部品の場合、クレーンやその他の吊り下
げ機器で安全に運ぶための吊り下げ点を構造に組み込んでお
かねばなりません。輸送中の破損を防ぐため、レールを底面
に挿入し、フォークリフトトラックで運べるようにすること
も可能です。
2. 基本形状の構造
鋳型は、木、鉄、アルミニウム、PVC、シリコン、ポリアミド、または
それらを組み合わせた材料で作成します。材料の選択の主な
基準は、以下のとおりです。
鋳型で生産する鋳造部品の推定個数
ミネラルキャスト部品に求められる精度と表面品質
サイズ、重量
鋳造における変更計画
コストと時間
鋳型の設計、鋳型の計算、鋳型の作成は、すべて部品の仕上
がりに直結します。形状的な精度、静的、動的な剛性を確保す
るには、鋳型の設計基準を考慮する必要があります。
精度を確保するには、鋳型の主な機能表面の設計が非常に重
要です。
鋳型は、ほとんど板で作製されます。基本的な形状は単純な要
素で構成します。
3
Page4
3. 機械部品の統合
ねじ山付きのインサート、輸送用アンカー、ケーブルおよび
被覆、中子は冷間鋳造工程と同様、ミネラルキャスト部品に
直接組み込んで成型します。
後の工程を順調に進めるには、すべての機械部品を各位置に
しっかりと固定し、後から変更しないようにする必要があり
ます。鋳造中には、かなりの揚力がかかるため、固定が緩い
と位置が変わる場合があります。部品の設計時、そして鋳型
作成時にはさらに重要となりますが、このインサートが材料
の流れや鋳型の脱気性を妨げないよう注意してください。
ねじ山付きの穴が端部に近すぎる場合、あるいはミネラルキ
ャスト部品に合わせ穴付きの穴パターンがある場合は、専用
の部品を埋め込みます。このような専用部品(型、プレート)
は、六角ねじでミネラルキャスト部品に固定します。
4. 平面精度
精度の項で説明したように、良好な鋳型では最大精度+/-
0.1 mm/mを達成できます。しかし多くの部品は、他の部品に
対応する面を持ち、当然ながら、高い精度を要求します。例
えば、リニアガイドを取り付けるには、滑動面や取り付け面
が必要です。したがって、指定の許容差を達成するには、こ
れらの機能表面を統合することが欠かせません。現在、シュ
ネーベルガーは、必要な表面を製作するため、主に以下の4
つの工程を使用しています。
ミネラルキャスト部品の機械加工 - ミネラルキャストを多
めに注ぎ、切削加工や研磨によって正しいサイズまで加工し
ます。
埋め込み部品の機械加工 – 鉄板や鋳鉄板などの金属部品を
ミネラルキャストに埋め込み、固まってから機械加工しま
す。
転写 - 約2mm小さめにミネラルキャストを鋳込みます。鋳型
を外した後、2回目の鋳造で、非常に粒子の細かい材料を使
い、正確なセット治具で成型します。
高精度平面部品の埋め込み - この工程では、鋳型を外し
た後、位置決めゲージを使用し、高精度の部品を正確に
埋め込みます。
4
Page5
5. FEM解析
FEM(有限要素法)では、部品の形状と機械設計の各種特性を
計算することができます。標準的には、機械のベースや部品の
変形を計算し、その結果から最適な形状を導きます。また最近
では、温度力学や振動応答を非常に正確に判断することもでき
ます。
実用的な例としては、溶接設計や鋳造設計より優れたミネラルキ
ャストの吸収特性により、織機(Cetex社)部品のたわみを軽減し
たこと、熱挙動の最適化(シュネーベルガー社)により、回転旋
盤(Boehringer Werkzeugmaschinen社)の再生効果を軽減した
ことなどがあります。
6. 輸送と設置
輸送
ミネラルキャスト部品は、輸送中、しっかりと固定する必要があり
ます。輸送には、クレーンやフォークリフトトラック、トラックを使
用します。適切なアンカーやレールも準備します。
設置
基本的に、ミネラルキャストの設置にも、鉄やねずみ鋳鉄製の
ベースと同様の規則が当てはまります。大型機械の場合は特
に、専用の土台が非常に重要です。エンジンの土台が機械の
総質量の70~90%を占める標準的な構造においては、土台が
全体の高いねじり剛性と高い慣性質量を保証し、機械の滑らか
な動作を通じて必要な精度を達成するからです。
これに伴い、機械の土台の寸法設計も重要となります。特に、
極めて重い部品を使う場合、それに伴って大きな力や急激な
衝撃荷重がかかる場合は、機械の部分的なへこみが不可避で
あり、作業スペース全体において現代の標準的な形状精度が
得られなくなるためです。この規則の例外となるのは、3点接地
の機械です。この場合、精度は土台に依存しません。
5
Page6
SCHNEEBERGER COMPANIES
SWITZERLAND GERMANY ITALY USA INDIA
SCHNEEBERGER AG SCHNEEBERGER GmbH SCHNEEBERGER S.r.l. SCHNEEBERGER Inc. SCHNEEBERGER India Pvt.
Lineartechnik Gräfenau Via Soldani 10 44 Sixth Road, Ltd. 406, Satra Plaza,
St. Urbanstrasse 12 75339 Höfen/Enz 21021 Angera (VA) Woburn, MA 01801-1759 Palm Beach Road, Sector
4914 Roggwil/BE 19D Vashi,
400 703 New Mumbai
+41 62 918 41 11 +49 7081 782 0 +39 0331 93 20 10 +1 781 271 0140 +91 73 0454 0119
+41 62 918 41 00 +49 7081 782 124 +39 0331 93 16 55 +1 781 932 4127
info-ch@schneeberger.com info-d@schneeberger.com info-i@schneeberger.com info-usa@schneeberger.com info-in@schneeberger.com
JAPAN CHINA KOREA SINGAPORE
Nippon SCHNEEBERGER K.K. SCHNEEBERGER SCHNEEBERGER Korea Ltd. SCHNEEBERGER Linear
Crane Toranomon Bldg 7F (Shanghai) Co., Ltd. Garden5 Tool Technology Pte. Ltd.
3-20-5 Toranomon, Minato-ku Rm 606, Shang Gao 10, Chungmin-ro, 38 Ang Mo Kio Industrial Park 2
Tokyo 105-0001 International Building Songpa-gu, #01-04, Singapur 569511
No. 137 XianXia Seoul,
日本シュネーベルガー株式会社 Road2 00051 Korea 05840
〒105-0001 Shanghai
東京都港区虎ノ門3-20-5 슈니베거코리아 유한회사
クレイン虎ノ門ビル7階 施耐博格(上海)传动技术有限公司
05840 서울시 송파구 충민로 10
上海市长宁区 가든파이브 툴관 10층
仙霞路137号盛高国
际大厦606室,上海 200051
+81 3 6435 7474 +86 21 6209 0027 +82 2 554 2971 + 65 6841 2385
+81 3 6435 7475 +86 21 6209 0102 +82 2 554 3971 + 65 6841 3408
info-j@schneeberger.com info-cn@schneeberger.com info-kr@schneeberger.com info-sg@schneeberger.com www.schneeberger.com
40.4064/01/0321/en/PDF/SRO/SWO. Subject to technical
changes.