



大径品・高精度ボディや インサート材種展開を中心に ラインナップを拡充しました。
◼︎課題01 サイクルタイムを短縮したいが、加工条件を上げると精度が落ちてしまう
・課題解決のご提案!
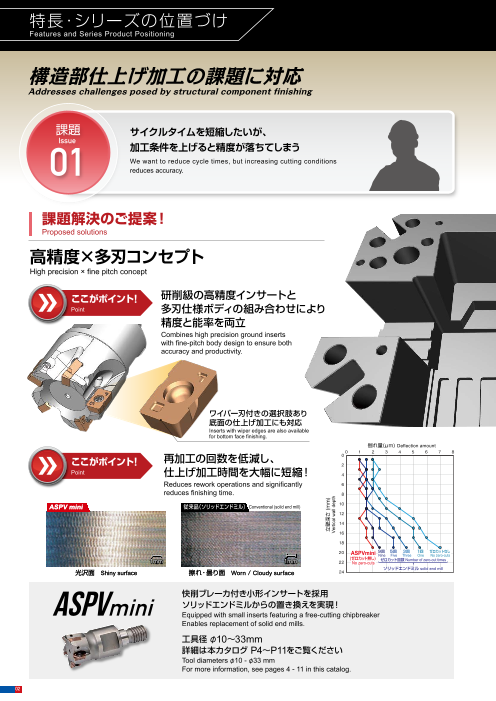
研削級の高精度インサートと多刃仕様ボディの組み合わせにより精度と能率を両立
再加工の回数を低減し、仕上げ加工時間を大幅に短縮!
ASPVmini
快削ブレーカ付き小形インサートを採用
ソリッドエンドミルからの置き換えを実現!
◼︎課題02 加工部位や深さごとに違う工具が必要工具数が多くなりすぎてしまう
・課題解決のご提案!
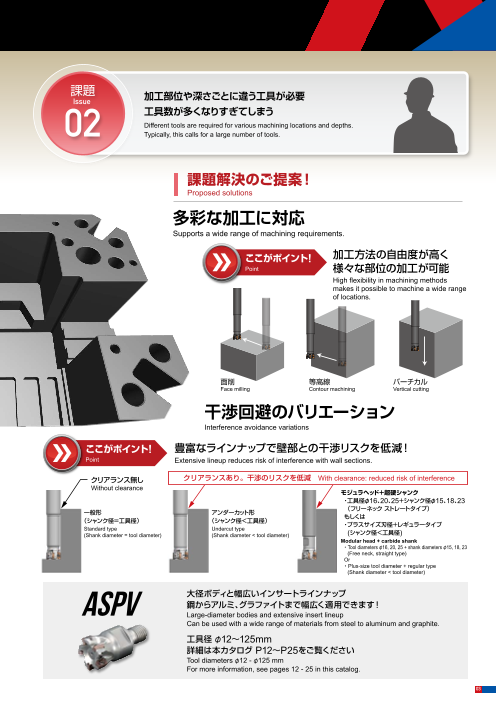
加工方法の自由度が高く様々な部位の加工が可能
豊富なラインナップで壁部との干渉リスクを低減!
ASPV
大径ボディと幅広いインサートラインナップ
鋼からアルミ、グラファイトまで幅広く適用できます!
◆詳細はカタログをダウンロードのうえご覧いただくか、お気軽にお問い合わせください。
このカタログについて
| ドキュメント名 | アルファ ポリッシュミルVタイプ ASPV mini ASPV |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 6.2Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
NEW
アルファ
ポリッシュミルVタイプ
ASPVmini ASPV
Polish Mill V type ASPV mini Polish Mill V type ASPV
大径品・高精度ボディや
インサート材種展開を中心に
ラインナップを拡充しました。
Expanded lineup with a focus on large-diameter bodies,
precision bodies and insert grades.
MOLDINO Tool Engineering, Ltd.
New Produc t News No.2601-1 2026-4
Page2
特長・シリーズの位置づけ
Features and Series Product Positioning
構造部仕上げ加工の課題に対応
Addresses challenges posed by structural component finishing 課題
Issue 加工部位や深さごとに違う工具が必要
工具数が多くなりすぎてしまう
課題 Different tools are required for various machining locations and depths.
サイクルタイムを短縮したいが、 02 Typically, this calls for a large number of tools.
Issue
01 加工条件を上げると精度が落ちてしまう
We want to reduce cycle times, but increasing cutting conditions
reduces accuracy.
課題解決のご提案!
Proposed solutions
課題解決のご提案! 多彩な加工に対応
Proposed solutions Supports a wide range of machining requirements.
高精度×多刃コンセプト ここがポイント! 加工方法の自由度が高く
High precision × fine pitch concept Point 様々な部位の加工が可能
High flexibility in machining methods
makes it possible to machine a wide range
ここがポイント! 研削級の高精度インサートと of locations.
Point 多刃仕様ボディの組み合わせにより
精度と能率を両立
Combines high precision ground inserts
with fine-pitch body design to ensure both
accuracy and productivity.
面削 等高線 バーチカル
Face milling Contour machining Vertical cutting
ワイパー刃付きの選択肢あり 干渉回避のバリエーション
底面の仕上げ加工にも対応
Inserts with wiper edges are also available Interference avoidance variations
for bottom face finishing.
倒れ量(μm) Deflection amount
0 1 2 3 4 5 6 7 8 ここがポイント! 豊富なラインナップで壁部との干渉リスクを低減!
0
ここがポイント! 再加工の回数を低減し、 Point Extensive lineup reduces risk of interference with wall sections.
2
Point 仕上げ加工時間を大幅に短縮! 4 クリアランスあり。干渉のリスクを低減 W ith clearance: reduced risk of interference
Reduces rework operations and significantly クリアランス無し
6 Without clearance
reduces finishing time. 8 モジュラヘッド+超硬シャンク
10 ・工具径φ16、20、25+シャンク径φ15、18、23
ASPV mini 従来品(ソリッドエンドミル) Conventional (solid end mill)
12 一般形 アンダーカット形 (フリーネック ストレートタイプ)
14 (シャンク径=工具径) (シャンク径<工具径) もしくは
・プラスサイズ刃径+レギュラータイプ
Standard type Undercut type
16 (Shank diameter = tool diameter) (Shank diameter < tool diameter) (シャンク径<工具径)
18 Modular head + carbide shank
・Tool diameters φ16, 20, 25 + shank diameters φ15, 18, 23
20 ASPVmini 9回 5回 3回 1回 ゼロカットなし
Nine Five Three One No zero-cuts (Free neck, straight type)
1mm 1mm (ゼロカット無し)
22 ゼロカット回数 Number of zero-cut times
No zero-cuts Or
ソリッドエンドミル solid end mill ・Plus-size tool diameter + regular type
光沢面 Shiny surface 擦れ・曇り面 Worn / Cloudy surface 24 (Shank diameter < tool diameter)
ASPV 快削ブレーカ付き小形インサートを採用 大径ボディと幅広いインサートラインナップ
mini ソリッドエンドミルからの置き換えを実現!
e-cutting chipbreaker ASPV 鋼からアルミ、グラファイトまで幅広く適用できます!
Equipped with small inserts featuring a fre Large-diameter bodies and extensive insert lineup
Enables replacement of solid end mills. Can be used with a wide range of materials from steel to aluminum and graphite.
工具径 φ10~33mm 工具径 φ12~125mm
詳細は本カタログ P4~P11をご覧ください 詳細は本カタログ P12~P25をご覧ください
Tool diameters φ10 - φ33 mm Tool diameters φ12 - φ125 mm
For more information, see pages 4 - 11 in this catalog. For more information, see pages 12 - 25 in this catalog.
02
立壁深さ (mm)
Vertical wall depth
Page3
特長・シリーズの位置づけ
Features and Series Product Positioning
構造部仕上げ加工の課題に対応
Addresses challenges posed by structural component finishing 課題
Issue 加工部位や深さごとに違う工具が必要
工具数が多くなりすぎてしまう
課題 Different tools are required for various machining locations and depths.
サイクルタイムを短縮したいが、 02 Typically, this calls for a large number of tools.
Issue
01 加工条件を上げると精度が落ちてしまう
We want to reduce cycle times, but increasing cutting conditions
reduces accuracy.
課題解決のご提案!
Proposed solutions
課題解決のご提案! 多彩な加工に対応
Proposed solutions Supports a wide range of machining requirements.
高精度×多刃コンセプト ここがポイント! 加工方法の自由度が高く
High precision × fine pitch concept Point 様々な部位の加工が可能
High flexibility in machining methods
makes it possible to machine a wide range
ここがポイント! 研削級の高精度インサートと of locations.
Point 多刃仕様ボディの組み合わせにより
精度と能率を両立
Combines high precision ground inserts
with fine-pitch body design to ensure both
accuracy and productivity.
面削 等高線 バーチカル
Face milling Contour machining Vertical cutting
ワイパー刃付きの選択肢あり 干渉回避のバリエーション
底面の仕上げ加工にも対応
Inserts with wiper edges are also available Interference avoidance variations
for bottom face finishing.
倒れ量(μm) Deflection amount
0 1 2 3 4 5 6 7 8 ここがポイント! 豊富なラインナップで壁部との干渉リスクを低減!
0
ここがポイント! 再加工の回数を低減し、 Point Extensive lineup reduces risk of interference with wall sections.
2
Point 仕上げ加工時間を大幅に短縮! 4 クリアランスあり。干渉のリスクを低減 W ith clearance: reduced risk of interference
Reduces rework operations and significantly クリアランス無し
6 Without clearance
reduces finishing time. 8 モジュラヘッド+超硬シャンク
10 ・工具径φ16、20、25+シャンク径φ15、18、23
ASPV mini 従来品(ソリッドエンドミル) Conventional (solid end mill)
12 一般形 アンダーカット形 (フリーネック ストレートタイプ)
14 (シャンク径=工具径) (シャンク径<工具径) もしくは
・プラスサイズ刃径+レギュラータイプ
Standard type Undercut type
16 (Shank diameter = tool diameter) (Shank diameter < tool diameter) (シャンク径<工具径)
18 Modular head + carbide shank
・Tool diameters φ16, 20, 25 + shank diameters φ15, 18, 23
20 ASPVmini 9回 5回 3回 1回 ゼロカットなし
Nine Five Three One No zero-cuts (Free neck, straight type)
1mm 1mm (ゼロカット無し)
22 ゼロカット回数 Number of zero-cut times
No zero-cuts Or
ソリッドエンドミル solid end mill ・Plus-size tool diameter + regular type
光沢面 Shiny surface 擦れ・曇り面 Worn / Cloudy surface 24 (Shank diameter < tool diameter)
ASPV 快削ブレーカ付き小形インサートを採用 大径ボディと幅広いインサートラインナップ
mini ソリッドエンドミルからの置き換えを実現!
e-cutting chipbreaker ASPV 鋼からアルミ、グラファイトまで幅広く適用できます!
Equipped with small inserts featuring a fre Large-diameter bodies and extensive insert lineup
Enables replacement of solid end mills. Can be used with a wide range of materials from steel to aluminum and graphite.
工具径 φ10~33mm 工具径 φ12~125mm
詳細は本カタログ P4~P11をご覧ください 詳細は本カタログ P12~P25をご覧ください
Tool diameters φ10 - φ33 mm Tool diameters φ12 - φ125 mm
For more information, see pages 4 - 11 in this catalog. For more information, see pages 12 - 25 in this catalog.
03
立壁深さ (mm)
Vertical wall depth
Page4
ASPVminiの特長・加工事例
ASPVmini Features and Machining Examples
ASPVmini TH308
PN215
銅 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼
Pure 合金鋼 工具鋼 焼入れ鋼 45~55HRC 55~62HRC
Copper Carbon steels Stainless steels 35~45HRC Hardened steels Hardened steels
Alloy steels Tool steels Pre-hardened steels 45~55HRC 55~62HRC
Hardened steels
35~45HRC
加工用途 Applications
仕上
Finishing
平面 側面 溝 彫込み 曲面 ヘリカル バーチカル
Planing Side Cutting Slotting Die-sinking Profiling Helical Vertical
ボディ単体 インサート
Body only Insert
-0.046
-0.096 H
特長 Features
快削ブレーカ
Free-cutting chipbreaker 外周切れ刃
炭素鋼など加工面が曇りやすい被削材 Peripheral cutting edge
でも高い加工面品位実現。 側面加工時の外周切れ刃として作用します。
工具突き出しが長い加工環境において Functions as peripheral cutting edge when side cutting.
も高い加工寸法精度を維持できます。
Achieves high-cutting surface grades, even for
work materials whose cut surface tends to be
cloudy, like carbon steel.
Maintains high dimensional accuracy when
cutting, even for tools with long overhangs. ● ワイパー刃なし ● ワイパー刃付き
・Without wiper edge ・With wiper edge
正面切れ刃
Front cutting edge
底面仕上げ加工時に作用します。 This edge is used for bottom surface finishing.
各Rサイズにワイパ―刃付き形状を Various shapes with wiper edges are lined up
for each R size.
ラインアップ。 Makes it possible to boost feed rates when
底面仕上げ加工時の送りを上げること finishing bottom surfaces.
ができます。
ここがポイント! 研ぎ付けブレーカ
Point Ground chipbreaker
研ぎ付けブレーカの採用に 従来品 Conventional ASPVmini
より、切削抵抗を抑えて 200 200
最大合力:
います。 150 201(N) 150 最大合力:128(N)
Maximum resultant force Maximum resultant force
100 36 100
The ground chipbreaker suppresses %
cutting forces. 50 50
0 低 0
減
被削材 Work material:S50C(220HB) -50 -50
カッタ Cutter:刃径φ20 -100 -100
Diameter φ20
インサート Insert:MPHT040205ZEL-0.5(TH308) -150 -150
切削速度 Cutting speed:vc = 300m/min -200 -200
X(壁面方向)Wall-surface direction X(壁面方向)Wall-surface direction
一刃当りの送り量 Feed rate: fz=0.1mm/t Y(送り方向)Feed direction Y(送り方向)Feed direction
軸方向切込み Axial depth of cut:ap=1.0mm Z(軸方向) Axial direction Z(軸方向) Axial direction
径方向切込み Radial depth of cut:ae=0.2mm
04
Reduced 36%
Page5
実績は語る Field Data
加工事例 Cutting examples 切削条件 Cutting conditions 結果 Result
使用工具 Tool:ASPVM1016R-4-M8、ASC16-8.5-160-95Z 基準面をゼロカットなく、一
プラスチック金型 被削材 Work material:SCM440(32HRC) 回の加工で仕上げられるため
モールドベースの 使用インサート Insert:MPHT040202ZEL(TH308相当 Equivalent to TH308) 修正・追加工の工数を削減で
仕上げ加工 突出し量 Overhang:120mm(L/D=7.5) きた。
Plastic mold Produces reference surfaces
tical type
Finishing mold base 使用機械 Machine:縦型 Ver (HSK63) with a single cut and without
zero cuts, reducing the time
required for modification and
■側面部 side wall ■底面部 Bottom surface additional cutting.
切削速度 Cutting speed:Vc=300m/min 切削速度 Cutting speed:Vc=200m/min
回転数 Revolution:n=6,000min-1 回転数 Revolution:n=4,000min-1
送り速度 Feed speed:Vf=2,150mm/min 送り速度 Feed speed:Vf=1,600mm/min
一刃当たりの送り量 Feed rate:fz=0.09mm/t 一刃当たりの送り量 Feed rate:fz=0.1mm/t
軸方向切込み Cutting depth:ap=0.8mm 軸方向切込み Cutting depth:ap=0.05mm
径方向切り込み Radial depth of cut:ae=0.05mm 径方向切り込み Radial depth of cut:ae=8.0mm
クーラント Coolant:エアブロー Air-blow クーラント Coolant:エアブロー Air-blow
使用工具 Tool:ASPVM1012R-3-M6、ASC12-6.5-74-24Z 加工初期から終わりまで、良
ダイカスト金型 被削材 Work material:SKD61( 46HRC) 好な面品位と寸法精度を持
意匠部の仕上げ加工 使用インサート Insert:MPHT040210ZEL-0.5(TH308相当 Equivalent to TH308) 続。意匠部と構造部の工具
Die-casting mold erhang
Finishing design sections 突出し量 Ov :50mm(L/D=4.2) 集約が可能となった。
Maintains high surface grade
使用機械 Machine:縦型 Vertical type (HSK63) and dimensional accuracy
throughout the cutting process.
Can be used as an integrated
■側面部 side wall ■底面部 Bottom surface tool for both design and
切削速度 Cutting speed:Vc=260m/min 切削速度 Cutting speed:Vc=110m/min structural sections.
回転数 Revolution:n=7,000min-1 回転数 Revolution:n=2,900min-1
送り速度 Feed speed:Vf=2,000mm/min 送り速度 Feed speed:Vf=870mm/min
一刃当たりの送り量 Feed rate:fz=0.1mm/t 一刃当たりの送り量 Feed rate:fz=0.1mm/t
軸方向切込み Cutting depth:ap=0.1mm 軸方向切込み Cutting depth:ap=0.1mm
径方向切り込み Radial depth of cut:ae=0.1mm 径方向切り込み Radial depth of cut:ae=7.0mm
クーラント Coolant:エアブロー Air-blow クーラント Coolant:エアブロー Air-blow
使用工具 Tool:ASPVM1016R-4-M8、ASC16-8.5-160-95Z 従来工具の 2倍の送り速度で
金型部品 被削材 Work material:SCM440(32HRC) 基準面の仕上げ加工が可能
基準面の仕上げ加工 使用インサート Insert:MPHT040205ZEL(TH308相当 Equivalent to TH308) となった。寸法精度も良好で、
Mold components 再加工もないため従来工具に
Finishing reference surfaces 突出し量 Overhang:125mm(L/D=7.8) 超
比べて加工時間は半分未満。
使用機械 Machine:縦型 Vertical type (HSK63) Allows reference surface 硬
finishing at twice the feed rate シ
■側面部 side wall of conventional tools.
Achieves good dimensional ャ
切削速度 Cutting speed:Vc=300m/min accuracy without need for ン
回転数 Revolution:n=6,000min-1 reworking, reducing cutting
times to half or less compared ク
送り速度 Feed speed:Vf=2,400mm/min to conventional tools.
一刃当たりの送り量 Feed rate:fz=0.1mm/t
軸方向切込み Cutting depth:ap=0.4mm
径方向切り込み Radial depth of cut:ae=0.05mm
クーラント Coolant:エアブロー Air-blow
使用工具 Tool:ASPVM1012R-3-M6、ASC12-6.5-74-24Z 従来使用していたサーメットに
プレート材の加工 被削材 Work material:S50C( 220HB) 対して倍以上の送り速度で同
Plate finishing 使用インサート Insert:MPHT040205ZEL(TH308相当 Equivalent to TH308) 等の加工面品位が得られた。
突出し量 Overhang:50mm(L/D=4.2) 工具寿命も長くなっており、
能率向上と工具費低減を達成
使用機械 Machine:縦型 Vertical type( BT50) した。
Produces equivalent cutting
■底面部 Bottom surface surface grades at more
than twice the feed rate of
切削速度 Cutting speed:Vc=300m/min conventional cermet.
回転数 Revolution:n=7,958min-1 Longer tool life for higher
送り速度 Feed speed:Vf=1,194mm/min efficiency and lower tool costs.
一刃当たりの送り量 Feed rate:fz=0.05mm/t
軸方向切込み Cutting depth:ap=0.03mm
径方向切り込み Radial depth of cut:ae=9.6mm
クーラント Coolant:水溶性切削液 Emulsion oil
05
ASPV ASPVmini
Page6
ASPVminiの切削データ・ラインナップ
ASPVmini Cutting Data and Lineup
0
● 快削性を高めたインサート形状により、突き出しの大きい、深い
立壁を精度よく仕上げることができます。 -5
Insert shapes with enhanced free-cutting capabilities enable to precisely finish -10
deep vertical walls with extended overhangs. ソリッド
-15 エンドミル
solid end mill
-20
● ASPVminiは立壁の倒れ量が少ないため、仕上げ工程で生じる問 -25
題「再加工・追加工・修正」にかかる時間を低減できます。 -30
ASPVmini decreases wall deflection, reducing the time spent on reworking,
additional work and modification issues during the finishing process. -35
ASPVmini
-40
-45
-50
0 10 20 30
狙い値に対する倒れ量 Deflection amount vs target value (µm)
〈切削条件 Cutting conditions〉 等高線加工
被削材 Work material:S50C(220HB) Contour cutting
使用機械 Machine:縦型 Vertical type( BT40)
ソリッドエンドミル solid end mill ASPVmini
工具径 Tool dia.:φ20mm 工具径 Tool dia.:φ20mm
インサート Insert:MPHT040205ZEL-0.5(TH308)
回転数 Revolution:1,432min-1 回転数 Revolution:4,775min-1
送り量 Feed rate: 572mm/min 送り量 Feed rate: 2,387mm/min
切込み深さ Depth of cut:ap=8.0mm 切込み深さ Depth of cut:ap=1.0mm
切込み幅 Cutting width:ae=0.2mm 切込み幅 Cutting width:ae=0.2mm
突出し量Overhang:OH=100mm(L/D=5) 突出し量Overhang:OH=100mm(L/D=5)
突き加工
● 突き出し量が極めて大きく等高線加工が難しい環境でも、 Vertical cutting
突き加工で立壁精度を向上することができます。
Vertical cutting improves vertical wall accuracy, even when it’ s difficult to cut the
wall at constant depth due to extremely long overhangs.
〈切削条件 Cutting conditions〉
被削材 Work material:P21(40HRC)
使用機械 Machine:縦型 Vertical type( HSK100)
等高線加工 Depth constant cutting 突き加工 Vertical cutting
工具径 Tool dia.:φ11mm 工具径 Tool dia.:φ11mm
インサート Insert:MPHT040205ZEL-0.5(TH308) インサート Insert:MPHT040205ZEL-0.5(TH308)
回転数 Revolution:2,893min-1 回転数 Revolution:2,893min-1
送り量 Feed rate: 463mm/min 送り量 Feed rate: 463mm/min
切込み深さ Depth of cut:ap=0.5mm ピックフィード Pick feed:pf=0.2mm
切込み幅 Cutting width:ae=0.1mm 1mm 切込み幅 Cutting width:ae=0.1mm 1mm
突出し量Overhang:OH=90mm(L/D=8.2) 突出し量Overhang:OH=90mm(L/D=8.2)
エアブロー 倒れ量 エアブロー 倒れ量
Air-blow Deflection amount: Air-blow Deflection amount:
21.7µm 8.7µm
※突き加工でのみご使用ください。 Use only in pushing-down direction.
06
立壁深さ Depth of vertical walls (mm)
Page7
スチールシャンクタイプ は数字が入ります。
Steel shank Type ASPV10 R- Numeric figure in a circle .
Fig-1
(一般形)
(Standard type)
LH
LF
Fig-2
(アンダーカット形)
(Undercut type)
※DC > DCONMS LH
LF
商品コード 在庫 刃数 寸 法 Size (mm) 備考
Item code Stock No.of 形状 適用インサート
flutes DC LF LH D1 DCONMS Shape Recommended insert Note
ASPV1010R-2 ● 2 10 100 30 9.4 10 Fig-1 一般形
Standard type
ASPV1011R-2 ● 2 11 100 30 9.4 10 Fig-2 アンダーカット形
Undercut type
ASPV1012R-3 ● 3 12 100 40 11.2 12 Fig-1 一般形
Standard type
ASPV1013R-3 ● 3 13 100 40 11.2 12 Fig-2 アンダーカット形
Undercut type
ASPV1016R-4 ● 4 16 130 50 14.5 16 Fig-1 一般形
Standard type
ASPV1017R-4 ● 4 17 130 50 14.5 16 Fig-2 アンダーカット形
Undercut type MPHT0402 ZEL(- )
ASPV1020R-5 ● 5 20 160 60 18 20 Fig-1 一般形
Standard type
ASPV1021R-5 ● 5 21 160 60 18 20 Fig-2 アンダーカット形
Undercut type
ASPV1025R-6 ● 6 25 180 75 23 25 Fig-1 一般形
Standard type
ASPV1026R-6 ● 6 26 180 75 23 25 Fig-2 アンダーカット形
Undercut type
ASPV1032R-8 ● 8 32 200 100 30 32 Fig-1 一般形
Standard type
モジュラータイプ Modular Type ASPVM10 R- -M は数字が入ります。
Numeric figure in a circle .
THSZMS DRVS(二面幅) 超
硬
シ
ャ
ン
L1 ク
LF L2
商品コード 在庫 刃数 寸 法 Size (mm)
Item code Stock No.of 適用インサート 備考
flutes DC LF DCONMS THSZMS DHUB L1 L2 DRVS Recommended insert Note
ASPVM1010R-2-M6 ● 2 10 20 6.5 M6 9.4 5.5 14.5 7
※ASPVM1011R-2-M6 ● 2 11 20 6.5 M6 9.8 5.5 14.5 7
ASPVM1012R-3-M6 ● 3 12 20 6.5 M6 9.8 5.5 14.5 7
※ASPVM1013R-3-M6 ● 3 13 20 6.5 M6 9.8 5.5 14.5 7
ASPVM1016R-4-M8 ● 4 16 25 8.5 M8 12.8 5.5 17 10
※ASPVM1017R-4-M8 ● 4 17 25 8.5 M8 12.8 5.5 17 10
ASPVM1020R-5-M10 ● 5 20 30 10.5 M10 17.8 5.5 19 15 MPHT0402 ZEL(- )
※ASPVM1021R-5-M10 ● 5 21 30 10.5 M10 17.8 5.5 19 15
ASPVM1025R-6-M12 ● 6 25 30 12.5 M12 20.8 5.5 22 17
※ASPVM1026R-6-M12 ● 6 26 30 12.5 M12 20.8 5.5 22 17
ASPVM1030R-6-M16 ★ 6 30 30 17 M16 28.8 6 23 22
ASPVM1032R-8-M16 ● 8 32 30 17 M16 28.8 6 23 22
※ASPVM1033R-8-M16 ★ 8 33 30 17 M16 28.8 6 23 22
【注意】※と超硬シャンクをセットで使用すると干渉がありません。
モジュラーミル専用シャンク/アーバとの接続端面部及びねじ部に潤滑剤は塗布しないでください。
【Note】When※ and carbide shank are used together as a set, there is no interference.
Do not apply lubricants to the threaded section or end surface sections in contact with the dedicated shank/arbor for modular mills.
★印:新商品の標準在庫品です。★:Stocked Items of New products. ●印:標準在庫品です。●:Stocked items.
07
DC
DC DC
D1 D1
DCONMS
DHUB
DCONMS DCONMS
ASPV ASPVmini
Page8
ASPVminiのラインナップ・切削条件
ASPVmini Lineup and Cutting Conditions
インサート Inserts
LE LE
RE S BS RE S
W1 W1
Fig.1 Fig.2
P 鋼 Carbon Steels
M SUS等 SUS, etc. :一般切削・第一推奨
General cutting, First recommendation
K FC・FCD Cast irons
S チタン合金 :一般切削・第二推奨
Titanium alloys General cutting, Second recommendation
H 高硬度材 Hardened steels
商品コード 精度 材種 Grade 寸 法 Size (mm) 形状 備考
Item code Tolerance
class TH308 PN215 W1 BS S LE RE Shape Note
MPHT040202ZEL ● ★ 0 Fig. 1
0.2
MPHT040202ZEL-0.5 ● ★ 0.5 Fig. 2
MPHT040205ZEL ● ★ 0 Fig. 1
MPHT040205ZEL-0.5 H 級 ● ★ 4.3 0.5 2 2.3 0.5
H Fig. 2
MPHT040205ZEL-1.0 ★ ★ 1
MPHT040210ZEL ● ★ 0 Fig. 1
1.0
MPHT040210ZEL-0.5 ● ★ 0.5 Fig. 2
部品番号 Parts
部品名 クランプねじ ドライバー ねじ焼き付き防止剤
Parts Clamp screw Screw Driver Screw anti-seizure agent
形状
Shape
締付トルク
適用カッタ Fastening torque
Cutter body (N・m)
ASPV10 R-
ASPVM10 R- -M T06-1804A 0.5 104-T6 P-37
クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交換をお願い致します。
The clamp screw is a consumable part. Since replacement life depends on the use environment, it is recommended that it be replaced at an early stage.
傾斜角・ヘリカル径 Ramp Angle / Hole Dia.
傾斜切削とヘリカル加工径について
Regarding ramping and helical milling diameter. 傾斜角θ Ramp angle θ ヘリカル穴径
Hole Dia.
傾斜切削 ヘリカル切削
Ramping Helical milling
工具径(mm)
Tool Dia. 10 11 12 13 16 17 20 21 25 26 30 32 33
最大傾斜角度θ
Maximum Ramping angle θ 0.5°以下 0.5 ° or less
ヘリカル穴径(mm)
Hole Dia. 13 ~ 19 15 ~ 21 17 ~ 23 19 ~ 25 25 ~ 31 27 ~ 33 33 ~ 39 35 ~ 41 43 ~ 59 45 ~ 51 53 ~ 59 57 ~ 63 59 ~ 65
★印:新商品の標準在庫品です。★:Stocked Items of New products. ●印:標準在庫品です。●:Stocked items.
08
Page9
※赤字は第 1推奨材種です。※ Red indicates primary recommended grade.
底面仕上げ Bottom finishing
工具径 DC
推奨 Tool dia.(mm) φ10 φ12 φ16 φ20 φ25 φ32
被削材 材種 枚刃 2枚刃 3枚刃 4枚刃 5枚刃 6枚刃 8枚刃
Work material Recommended Flutes 2 Flutes 3 Flutes 4 Flutes 5 Flutes 6 Flutes 8 Flutes
grade 突出し量
Overhang <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC
n (min-1) 6,366 5,411 4,456 5,305 4,509 3,714 3,979 3,382 2,785 3,183 2,706 2,228 2,546 2,165 1,783 1,989 1,691 1,393
炭素鋼
合金鋼 Vc(m/min) 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140
Carbon steels PN215 Vf(mm/min) 1,910 1,299 891 2,387 1,623 1,114 2,387 1,623 1,114 2,387 1,623 1,114 2,292 1,558 1,070 2,387 1,623 1,114
Alloy steels TH308 fz(mm/t) 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1
(30HRC以下) ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(30HRC or less) ae(mm) 7 7 5 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16
n (min-1) 5,730 4,775 3,501 4,775 3,979 2,918 3,581 2,984 2,188 2,865 2,387 1,751 2,292 1,910 1,401 1,790 1,492 1,094
合金鋼 Vc(m/min) 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110
(焼き入れ焼き戻し材)
Alloy steels PN215 Vf(mm/min) 1,375 955 700 1,719 1,194 875 1,719 1,194 875 1,719 1,194 875 1,650 1,146 840 1,719 1,194 875
(Quenched and tempered steels) TH308 fz(mm/t) 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1
(35HRC以下) ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(35HRC or less)
ae(mm) 7 7 5 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16
プリハードン鋼 n (min-1) 5,093 4,138 3,183 4,244 3,448 2,653 3,183 2,586 1,989 2,546 2,069 1,592 2,037 1,655 1,273 1,592 1,293 995
合金鋼 Vc(m/min) 160 130 100 160 130 100 160 130 100 160 130 100 160 130 100 160 130 100
(焼き入れ焼き戻し材) TH308 Vf(mm/min) 1,019 828 637 1,273 1,035 796 1,273 1,035 796 1,273 1,035 796 1,222 993 764 1,273 1,035 796
Pre-hardened steels
Alloy steels PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(Quenched and tempered steels)
(45HRC以下) ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(45HRC or less) ae(mm) 7 7 5 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16
n (min-1) 3,183 2,546 2,546 2,653 2,122 2,122 1,989 1,592 1,592 1,592 1,273 1,273 1,273 1,019 1,019 995 796 796
焼入れ鋼 Vc(m/min) 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80
Hardened steels Vf(mm/min) 637 509 509 796 637 637 796 637 637 796 637 637 764 611 611 796 637 637
TH308
(55HRC以下) fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(55HRC or less) ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 7 7 5 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16
n (min-1) 2,228 1,592 1,592 1,857 1,326 1,326 1,393 995 995 1,114 796 796 891 637 637 696 497 497
焼入れ鋼 Vc(m/min) 70 50 50 70 50 50 70 50 50 70 50 50 70 50 50 70 50 50
Hardened steels Vf(mm/min) 446 318 255 557 398 318 557 398 318 557 398 318 535 382 306 557 398 318
TH308
(62HRC以下) fz(mm/t) 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08
(62HRC or less) ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 7 7 5 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16
n (min-1) 5,730 4,775 3,501 4,775 3,979 2,918 3,581 2,984 2,188 2,865 2,387 1,751 2,292 1,910 1,401 1,790 1,492 1,094
Vc(m/min) 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110
ステンレス鋼
Stainless steels TH308 Vf(mm/min) 1,146 955 700 1,432 1,194 875 1,432 1,194 875 1,432 1,194 875 1,375 1,146 840 1,432 1,194 875
SUS PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 超
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 硬
ae(mm) 7 7 5 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 シ
n (min-1) 6,366 5,411 4,456 5,305 4,509 3,714 3,979 3,382 2,785 3,183 2,706 2,228 2,546 2,165 1,783 1,989 1,691 1,393 ャ
鋳鉄 Vc(m/min) 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 ン
Cast irons TH308 Vf(mm/min) 1,910 1,299 891 2,387 1,623 1,114 2,387 1,623 1,114 2,387 1,623 1,114 2,292 1,558 1,070 2,387 1,623 1,114 ク
FC PN215 fz(mm/t) 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1
FCD ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 7 7 5 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16
n (min-1) 1,592 1,273 955 1,326 1,061 796 995 796 597 796 637 477 637 509 382 497 398 298
耐熱合金・ Vc(m/min) 50 40 30 50 40 30 50 40 30 50 40 30 50 40 30 50 40 30
超耐熱合金 TH308 Vf(mm/min) 318 255 191 398 318 239 398 318 239 398 318 239 382 306 229 398 318 239
Heat resistant alloys PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
Super heat resistant alloys ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 7 7 5 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16
n (min-1) 1,910 1,592 955 1,592 1,326 796 1,194 995 597 955 796 477 764 637 382 597 497 298
Vc(m/min) 60 50 30 60 50 30 60 50 30 60 50 30 60 50 30 60 50 30
チタン合金 TH308 Vf(mm/min) 382 318 191 477 398 239 477 398 239 477 398 239 458 382 229 477 398 239
Titanium alloys PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 7 7 5 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。
②この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 a 仕上
e ap
③溝切削、傾斜切削の場合、送り速度は70% を目安として下さい。
④インサートの交換は早めに行い、過度の使用による破損を防止して下さい。 Finishing
⑤排出した切りくずは飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますで、ご使用に際してはその周囲
に安全カバーを取り付け保護めがね等の保護具を着用して、安全な環境で作業される事をお願い致します。
⑥不水溶性切削油は、火災の恐れがありますので使用しないで下さい。
【Note】① Use the appropriate coolant for the work material and machining shape.
② These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
③ For slotting or ramping, feed rate should be set to 70% as general criteria.
④ Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑤ The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.
⑥ Due to fire risks do not use neat cutting oil as a coolant.
09
ASPV ASPVmini
Page10
A標S準P切Vm削in条iの件切表削条件表
Reccoommmmenednedde cdu tCtiungt t icnogn dCitoionnds iot ifo AnSsPVmini
※赤字は第 1推奨材種です。※ Red indicates primary recommended grade.
側面仕上げ Side finishing
工具径 DC
推奨 Tool dia.(mm) φ10 φ12 φ16 φ20 φ25 φ32
被削材 材種 枚刃 2枚刃 3枚刃 4枚刃 5枚刃 6枚刃 8枚刃
Work material Recommended Flutes 2 Flutes 3 Flutes 4 Flutes 5 Flutes 6 Flutes 8 Flutes
grade 突出し量
Overhang <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC
n (min-1) 12,732 9,549 9,549 10,610 7,958 7,958 7,958 5,968 5,968 6,366 4,775 4,775 5,093 3,820 3,820 3,979 2,984 2,984
炭素鋼
合金鋼 Vc(m/min) 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300
Carbon steels PN215 Vf(mm/min) 3,820 2,292 1,910 4,775 2,865 2,387 4,775 2,865 2,387 4,775 2,865 2,387 4,584 2,750 2,292 4,775 2,865 2,387
Alloy steels TH308 fz(mm/t) 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1
(30HRC以下) ap(mm) 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5
(30HRC or less) ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 9,549 7,958 7,958 7,958 6,631 6,631 5,968 4,974 4,974 4,775 3,979 3,979 3,820 3,183 3,183 2,984 2,487 2,487
合金鋼 Vc(m/min) 300 250 250 300 250 250 300 250 250 300 250 250 300 250 250 300 250 250
(焼き入れ焼き戻し材)
Alloy steels PN215 Vf(mm/min) 2,292 1,592 1,592 2,865 1,989 1,989 2,865 1,989 1,989 2,865 1,989 1,989 2,750 1,910 1,910 2,865 1,989 1,989
(Quenched and tempered steels) TH308 fz(mm/t) 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1
(35HRC以下) ap(mm) 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5
(35HRC or less)
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
プリハードン鋼 n (min-1) 7,958 6,366 6,366 6,631 5,305 5,305 4,974 3,979 3,979 3,979 3,183 3,183 3,183 2,546 2,546 2,487 1,989 1,989
合金鋼 Vc(m/min) 250 200 200 250 200 200 250 200 200 250 200 200 250 200 200 250 200 200
(焼き入れ焼き戻し材) TH308 Vf(mm/min) 1,592 1,273 1,273 1,989 1,592 1,592 1,989 1,592 1,592 1,989 1,592 1,592 1,910 1,528 1,528 1,989 1,592 1,592
Pre-hardened steels
Alloy steels PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(Quenched and tempered steels)
(45HRC以下) ap(mm) 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5
(45HRC or less) ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 6,366 4,775 4,775 5,305 3,979 3,979 3,979 2,984 2,984 3,183 2,387 2,387 2,546 1,910 1,910 1,989 1,492 1,492
焼入れ鋼 Vc(m/min) 200 150 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 150
Hardened steels Vf(mm/min) 1,273 955 955 1,592 1,194 1,194 1,592 1,194 1,194 1,592 1,194 1,194 1,528 1,146 1,146 1,592 1,194 1,194
TH308
(55HRC以下) fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(55HRC or less) ap(mm) 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 4,775 3,183 3,183 3,979 2,653 2,653 2,984 1,989 1,989 2,387 1,592 1,592 1,910 1,273 1,273 1,492 995 995
焼入れ鋼 Vc(m/min) 150 100 100 150 100 100 150 100 100 150 100 100 150 100 100 150 100 100
Hardened steels Vf(mm/min) 955 637 637 1,194 796 796 1,194 796 796 1,194 796 796 1,146 764 764 1,194 796 796
TH308
(62HRC以下) fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(62HRC or less) ap(mm) 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 9,549 7,958 7,958 7,958 6,631 6,631 5,968 4,974 4,974 4,775 3,979 3,979 3,820 3,183 3,183 2,984 2,487 2,487
Vc(m/min) 300 250 250 300 250 250 300 250 250 300 250 250 300 250 250 300 250 250
ステンレス鋼 Vf(mm/min) 1,910 1,592 1,592 2,387 1,989 1,989 2,387 1,989 1,989 2,387 1,989 1,989 2,292 1,910 1,910 2,387 1,989 1,989
Stainless steels TH308
SUS PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ap(mm) 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 12,732 9,549 9,549 10,610 7,958 7,958 7,958 5,968 5,968 6,366 4,775 4,775 5,093 3,820 3,820 3,979 2,984 2,984
鋳鉄 Vc(m/min) 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300
Cast irons TH308 Vf(mm/min) 3,820 2,292 1,910 4,775 2,865 2,387 4,775 2,865 2,387 4,775 2,865 2,387 4,584 2,750 2,292 4,775 2,865 2,387
FC PN215 fz(mm/t) 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1
FCD ap(mm) 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 1,910 1,273 1,273 1,592 1,061 1,061 1,194 796 796 955 637 637 764 509 509 597 398 398
耐熱合金・ Vc(m/min) 60 40 40 60 40 40 60 40 40 60 40 40 60 40 40 60 40 40
超耐熱合金 TH308 Vf(mm/min) 382 255 255 477 318 318 477 318 318 477 318 318 458 306 306 477 318 318
Heat resistant alloys PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
Super heat resistant alloys ap(mm) 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 3,183 2,546 2,546 2,653 2,122 2,122 1,989 1,592 1,592 1,592 1,273 1,273 1,273 1,019 1,019 995 796 796
Vc(m/min) 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80
チタン合金 TH308 Vf(mm/min) 637 509 509 796 637 637 796 637 637 796 637 637 764 611 611 796 637 637
Titanium alloys PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ap(mm) 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5 1.2 0.8 0.5
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。
②この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
ae ap 仕上
③溝切削、傾斜切削の場合、送り速度は70% を目安として下さい。
④インサートの交換は早めに行い、過度の使用による破損を防止して下さい。
⑤排出した切りくずは飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますで、ご使用に際してはその周囲 Finishing
に安全カバーを取り付け保護めがね等の保護具を着用して、安全な環境で作業される事をお願い致します。
⑥不水溶性切削油は、火災の恐れがありますので使用しないで下さい。
【Note】① Use the appropriate coolant for the work material and machining shape.
② These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
③ For slotting or ramping, feed rate should be set to 70% as general criteria.
④ Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑤ The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.
⑥ Due to fire risks do not use neat cutting oil as a coolant.
10
Page11
標準切削条件表
Recommended Cut t ing Condi t ions
バーチカル側面仕上げ Vertical side finishing( ※突き加工でのみご使用ください Use only in pushing-down direction.)
工具径 DC
推奨 Tool dia.(mm) φ10 φ12 φ16 φ20 φ25 φ32
被削材 材種 枚刃 2枚刃 3枚刃 4枚刃 5枚刃 6枚刃 8枚刃
Work material Recommended Flutes 2 Flutes 3 Flutes 4 Flutes 5 Flutes 6 Flutes 8 Flutes
grade 突出し量
Overhang <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC
n (min-1) 12,732 9,549 9,549 10,610 7,958 7,958 7,958 5,968 5,968 6,366 4,775 4,775 5,093 3,820 3,820 3,979 2,984 2,984
炭素鋼
合金鋼 Vc(m/min) 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300
Carbon steels PN215 Vf(mm/min) 3,820 2,292 1,910 4,775 2,865 2,387 4,775 2,865 2,387 4,775 2,865 2,387 4,584 2,750 2,292 4,775 2,865 2,387
Alloy steels TH308 fz(mm/t) 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1
(30HRC以下) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.6 0.6 0.6 0.7 0.7 0.7 0.8 0.8 0.8
(30HRC or less) ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 9,549 7,958 7,958 7,958 6,631 6,631 5,968 4,974 4,974 4,775 3,979 3,979 3,820 3,183 3,183 2,984 2,487 2,487
合金鋼 Vc(m/min) 300 250 250 300 250 250 300 250 250 300 250 250 300 250 250 300 250 250
(焼き入れ焼き戻し材)
Alloy steels PN215 Vf(mm/min) 2,292 1,592 1,592 2,865 1,989 1,989 2,865 1,989 1,989 2,865 1,989 1,989 2,750 1,910 1,910 2,865 1,989 1,989
(Quenched and tempered steels) TH308 fz(mm/t) 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1
(35HRC以下) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.6 0.6 0.6 0.7 0.7 0.7 0.8 0.8 0.8
(35HRC or less)
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
プリハードン鋼 n (min-1) 7,958 6,366 6,366 6,631 5,305 5,305 4,974 3,979 3,979 3,979 3,183 3,183 3,183 2,546 2,546 2,487 1,989 1,989
合金鋼 Vc(m/min) 250 200 200 250 200 200 250 200 200 250 200 200 250 200 200 250 200 200
(焼き入れ焼き戻し材) TH308 Vf(mm/min) 1,592 1,273 1,273 1,989 1,592 1,592 1,989 1,592 1,592 1,989 1,592 1,592 1,910 1,528 1,528 1,989 1,592 1,592
Pre-hardened steels
Alloy steels PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(Quenched and tempered steels)
(45HRC以下) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.6 0.6 0.6 0.7 0.7 0.7 0.8 0.8 0.8
(45HRC or less) ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 6,366 4,775 4,775 5,305 3,979 3,979 3,979 2,984 2,984 3,183 2,387 2,387 2,546 1,910 1,910 1,989 1,492 1,492
焼入れ鋼 Vc(m/min) 200 150 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 150
Hardened steels Vf(mm/min) 1,273 955 955 1,592 1,194 1,194 1,592 1,194 1,194 1,592 1,194 1,194 1,528 1,146 1,146 1,592 1,194 1,194
TH308
(55HRC以下) fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(55HRC or less) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.6 0.6 0.6 0.7 0.7 0.7 0.8 0.8 0.8
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 4,775 3,183 3,183 3,979 2,653 2,653 2,984 1,989 1,989 2,387 1,592 1,592 1,910 1,273 1,273 1,492 995 995
焼入れ鋼 Vc(m/min) 150 100 100 150 100 100 150 100 100 150 100 100 150 100 100 150 100 100
Hardened steels Vf(mm/min) 955 637 637 1,194 796 796 1,194 796 796 1,194 796 796 1,146 764 764 1,194 796 796
TH308
(62HRC以下) fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(62HRC or less) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.6 0.6 0.6 0.7 0.7 0.7 0.8 0.8 0.8
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 9,549 7,958 7,958 7,958 6,631 6,631 5,968 4,974 4,974 4,775 3,979 3,979 3,820 3,183 3,183 2,984 2,487 2,487
Vc(m/min) 300 250 250 300 250 250 300 250 250 300 250 250 300 250 250 300 250 250
ステンレス鋼 Vf(mm/min) 1,910 1,592 1,592 2,387 1,989 1,989 2,387 1,989 1,989 2,387 1,989 1,989 2,292 1,910 1,910 2,387 1,989 1,989
Stainless steels TH308
SUS PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 超
pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.6 0.6 0.6 0.7 0.7 0.7 0.8 0.8 0.8 硬
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 シ
n (min-1) 12,732 9,549 9,549 10,610 7,958 7,958 7,958 5,968 5,968 6,366 4,775 4,775 5,093 3,820 3,820 3,979 2,984 2,984 ャ
鋳鉄 Vc(m/min) 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 ン
Cast irons TH308 Vf(mm/min) 3,820 2,292 1,910 4,775 2,865 2,387 4,775 2,865 2,387 4,775 2,865 2,387 4,584 2,750 2,292 4,775 2,865 2,387 ク
FC PN215 fz(mm/t) 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1
FCD pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.6 0.6 0.6 0.7 0.7 0.7 0.8 0.8 0.8
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 1,910 1,273 1,273 1,592 1,061 1,061 1,194 796 796 955 637 637 764 509 509 597 398 398
耐熱合金・ Vc(m/min) 60 40 40 60 40 40 60 40 40 60 40 40 60 40 40 60 40 40
超耐熱合金 TH308 Vf(mm/min) 382 255 255 477 318 318 477 318 318 477 318 318 458 306 306 477 318 318
Heat resistant alloys PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
Super heat resistant alloys pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.6 0.6 0.6 0.7 0.7 0.7 0.8 0.8 0.8
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
n (min-1) 3,183 2,546 2,546 2,653 2,122 2,122 1,989 1,592 1,592 1,592 1,273 1,273 1,273 1,019 1,019 995 796 796
Vc(m/min) 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80
チタン合金 TH308 Vf(mm/min) 637 509 509 796 637 637 796 637 637 796 637 637 764 611 611 796 637 637
Titanium alloys PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.6 0.6 0.6 0.7 0.7 0.7 0.8 0.8 0.8
ae(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。 pf
②この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 仕上
③インサートの交換は早めに行い、過度の使用による破損を防止して下さい。
④排出した切りくずは飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますで、ご使用に際してはその周囲に ae
安全カバーを取り付け保護めがね等の保護具を着用して、安全な環境で作業される事をお願い致します。 Finishing
⑤不水溶性切削油は、火災の恐れがありますので使用しないで下さい。
【Note】① Use the appropriate coolant for the work material and machining shape.
② These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
③ Ensure to index the insert at the correct time to ensure safety of the tool-body.
④ The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.
⑤ Due to fire risks do not use neat cutting oil as a coolant.
11
ASPV ASPVmini
Page12
ASPVの特長・加工事例
ASPV Features and Machining Examples
ASPV TH308
PN215
JP4120
HD7010 SD5010 JM4160
グラファイト アルミニウム合金 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼
銅合金 合金鋼 工具鋼 35~45HRC 45~55HRC 55~62HRC
Graphite Aluminum alloys Carbon & Stainless steels Pre-hardened steels Hardened steels Hardened steels
Copper alloys Alloy steels Tool steels 35 ~ 45HRC 45 ~ 55HRC 55 ~ 62HRC
荒 中仕上 仕上
加工
用途
Cutting Roughing Semi Finishing 平面 側面 溝 彫込み
Finishing
Applications Planing Side Cutting Slotting Die-sinking
曲面 ヘリカル バーチカル
Profiling Helical Vertical
ボディ単体 高精度ボディ単体 インサート インサート
Body only Precision body only Insert Insert
-0.03 ±0.02
-0.1 N H
特長 インサートは3つの切れ刃を備えています。
Features The inserts feature three cutting edges.
復路加工用切れ刃 Cutting edge for reciprocating machining 送り方向
1 Feed direction
往復仕上げバーチカル加工の際に復路用切れ刃として作用します。
This is used as the cutting edge in pulling-up direction during reciprocating machining.
MPHW0603 ZFL-Nは復路加工用切れ刃がありません。突き加工のみでご使用ください。
The MPHW0603 ZFL-N lacks a reciprocating machining cutting edge. Use only in pushing-down direction.
2 外周切れ刃 Peripheral cutting edge
側面加工時の外周切れ刃として作用します。
This is used as the peripheral cutting edge during side machining.
正面切れ刃 Face cutting edge
3 底面仕上げ加工時に作用します。
This is used during bottom surface finishing.
【ワイパー刃付きインサート】【ワイパー刃なしインサート】
Insert with wiper edge Insert without wiper edge
MPHW0603 ZEL‐0.5 MPHW0603 ZEL
MPHW0603 ZEL‐1.5 MPNW0603 ZEL
MPHW0603 ZEL‐1.5F MPHW0603 ZFL
MPHW0603 ZFL-N
ワイパー刃により送 底面加工において、突出しの長い
りを上げて使用する (L/D=5以上)加工や主軸方向に剛
ことが可能です。 性の低い段取り状態で使用する場合
The wiper edge allows に適します。
use at higher feed rates. Ideal for bottom machining with long overhang
(L/D = 5 or more) and conditions with low rigidity
in the spindle direction
※バーチカル加工はワイパー刃 ※ Inserts without a wiper edge are
なしを推奨致します。 recommended for vertical machining.
12
Page13
実績は語る Field Data
使用工具 Tools : ASPVS2020R-3 切削条件 Cutting Conditions 結 果 Result
被 削 材 Work Material: S55C(220HB)
使 用 工 具 Tools : ASPVS2020R-3 従来の刃先交換式工具に対して、送り速度
ア ー バ Arbor : 市販ミーリングチャック Commercial milling chuck が1.5倍となり加工精度も安定しているので
インサート Insert : MPHW060302ZEL-0.5(MZ1000) 工具寿命は2倍以上。
突き出し Overhang : OH=50mm The feed rate is 1.5 times faster and the cutting accuracy is
使 用 機 械 Machine used: 縦型 Vertical type( BT50) more consistent than previous indexable tools, more than
回 転 数 Rotation speed : n=3,180min-1 doubling tool life.
切 削 速 度 Cutting speed: vc=200m/min
送り速 度 Feed rate : vf=670mm/min
1刃当りの送り Feed rate per flute: 0.07mm/t
切 込 み Depth of cut : ap×ae=0.1×10mm
使用工具 Tools : ASPVM2016R-2 切削条件 Cutting Conditions 結 果 Result
被 削 材 Work Material: SCM(30HRC)
使 用 工 具 Tools : ASPVM2016R-2 従来は、ハイスエンドミルを使用していたが、
ア ー バ Arbor : ASC16-8.5-95-30 ASPVMと超硬シャンクを使用したことで倒
インサート Insert : MPHW060302ZEL(MZ1000) れ精度が向上すると共に、刃先交換式工具
突き出し Overhang : OH=55mm を安定して使用することが可能となった。
使用 機 械 Machine used : 複合加工機 Multi-tasking machine(BT40)
回 転 数 Rotation speed : n=4,050min-1 HSS end mills were used previously, but using ASPVM
together with a carbide shank improves inclination accuracy
切 削 速 度 Cutting speed : vc=203m/min and enables consistent use of indexable tools.
送り速 度 Feed rate : vf=800mm/min
1刃当りの送り Feed rate per flute : 0.1mm/t
切 込 み Depth of cut : ap×ae=0.5×0.4mm
使用工具 Tools : ASPVS2016R-2 切削条件 Cutting Conditions 結 果 Result
被 削 材 Work Material: SUS420 従来の直角タイプ刃先交換式工具は加工
使用 工 具 Tools : ASPVS2016R-2 が進むと加工面にびびりマークが付き易
ア ー バ Arbor : 市販ミーリングチャックCommercial milling chuck
インサート Insert : MPHW060304ZEL-0.5(JP4120相当) かったが、ASPVはびびりマークなく加工面
突き出し Overhang : OH=40mm Equivalent to JP4120 が 安定した。インサートは約1時間加工し定
使用 機 械 Machine used : 縦型 Vertical type( BT40) 常摩耗を示し良好。
回 転 数 Rotation speed : n=4,000min-1 Before, conventional shoulder type indexable tools tended to
切 削 速 度 Cutting speed : vc=200m/min result in chattering marks as machining progressed, but ASPV
送り速 度 Feed rate : vf=1,000mm/min achieves a consistent cutting surface with no chattering marks.
1刃当りの送り Feed rate per flute : 0.125mm/t Inserts showed satisfactory constant wear after approximately
切 込 み Depth of cut : ap×ae=0.1×8mm one hour of cutting.
使用工具 Tools : ASPVM2032R-5 切削条件 Cutting Conditions 結 果 Result
被 削 材 Work Material: FCD550
使 用 工 具 Tools : ASPVM2032R-5 従来はハイスエンドミルのロング刃長を使
ア ー バ Arbor : ASC32-17-210-110 用していたが、加工精度が不安定であった。 超
インサート Insert : MPHW060308ZEL(ATH08M) ASPVMと超硬シャンクにより加工精度が 硬
突き出し Overhang : OH=160mm 安定した。 シ
使 用 機 械 Machine used : 縦型 Vertical type( BT50) Previously, the HSS end mills with long flute lengths were
回 転 数 ャ
Rotation speed : n=1,800min-1 typically used, which led to inconsistent cutting accuracy.
切 削 速 度 Cutting speed : vc=180m/min Using ASPVM and a carbide shank ensures consistent cutting ン
送り速 度 Feed rate : vf=2,500mm/min accuracy. ク
1刃当りの送り Feed rate per flute : 0.28mm/t
切 込 み Depth of cut : ap×ae=1×0.2mm
使用工具 Tools : ASPVB2050R-7 切削条件 Cutting Conditions 結 果 Result
被 削 材 Work Material: FC250
使 用 工 具 Tools : ASPVB2050R-7 従来の刃先交換式工具に対して、
ア ー バ Arbor : BT50-22.225-200-50 加工面の送りマークが安定し良好。
インサート Insert : MPHW060308ZEL-1.5(ATH08M) Compared to previous indexable tools, the feed marks on the
突き出し Overhang : OH=250mm cutting surface are consistent and satisfactory.
使 用 機 械 Machine used : 縦型 Vertical type( BT50)
回 転 数 Rotation speed : n=1,270min-1
切 削 速 度 Cutting speed : vc=200m/min
送り速 度 Feed rate : vf=1,510mm/min
1刃当りの送り Feed rate per flute : 0.17mm/t
切 込 み Depth of cut : ap×ae=0.1×30mm
使用工具 Tools : ASPVM2032R-5 切削条件 Cutting Conditions 結 果 Result
被 削 材 Work Material: SKD61(HB≦229)
使 用 工 具 Tools : ASPVM2032R-5 従来はソリッドエンドミルを使用していた
ア ー バ Arbor : 市販モジュラーアーバ Commercial Modular arbor が、加工精度が不安定であった。ASPVM
インサート Insert : MPHW060308ZEL(JP4120相当) により、加工精度が安定するとともに加工
突き出し Overhang : OH=220mm Equivalent to JP4120
能率も向上できた。
使用 機 械 Machine used : 縦型 Vertical type (BT50)
回 転 数 Rotation speed : n=5,000min-1 Solid end mills led to inconsistent cutting accuracy. In contrast,
ASPVM ensures consistent cutting accuracy and improved
切 削 速 度 Cutting speed : vc=500m/min machining efficiency.
送り速 度 Feed rate : vf=4000mm/min
1刃当りの送り Feed rate per flute : 0.16mm/t
切 込 み Depth of cut : ap×ae=1.0×0.2mm
13
ASPV ASPVmini
Page14
ASPVの加工事例
ASPV Machining Examples
高精度ボディが新登場 New precision body 正面切れ刃のすかし角を適正化することで、加工パス間の段差を低減 Optimized face cutting edge clearance angle reduces step height between machining passes.
呼び径に近く、刃径精度を高めた仕様で削り残り量を低減 加工パス間の段差を低減し、底面の品位が向上
Improved cutting diameter accuracy closer to the nominal diameter reduces remains. Reduces step height between machining passes and improves surface quality.
型番 Model No.:ASPVM-P-20 R- -M
工具径 Tool dia.:φ16~ 42 :ダウンカット Down cut 型番 Model No.:MPHW060308ZEL-1.5F
例:±0.01mm 公差範囲 :アップカット Up cut 材種 Grade:TH308、PN215、JP4120、MZ1000
Example: ±0.01 mm tolerance range
従来品 Conventional 被削材 Work material:DIEVAR(46.5HRC)
工具径 Tool dia.:φ25mm(単一刃 Single-insert)
削り残り低減 段差測 切削条件 Cutting conditions:
St 定
ep 箇
me 所
a
Reduced remaaiinnss surement location Vc=275m/min
fz=0.057mm/t
ap=0.04mm
正面切れ刃
胴部の溝が ae=20mm
Face cutting edge
高精度ボディの OH=175mm (L/D=7)
目印! Precision ASPV body 水溶性切削液 Water-based cutting fluid
高精度ボディ単体 The groove identifies
Precision body only the precision
±0.02 body.
-0.020 -0.010 0.000 0.010 0.020 0.030 0.040 0.050
削り残り量(mm) Remaining amount 従来品① 従来品② MPHW060308ZEL-1.5F
Conventional Conventional (TH308)
機械 Machine:5軸加工機(HSK100主軸) 5-axis machining center (HSK100 spindle) ※インサートとの組合せ次第で
被削材 Work material:S50C(220HB) 刃径が呼び径を超える場合があります。 段差大・突起あり 段差大・突起あり 段差小・滑らかな形状
Large step with protrusions Large step with protrusions Small step with smooth profile
工具 Tool:φ20モジュラヘッド(単一刃)+超硬シャンク φ20 modular head (single-insert) + carbide shank 実径を測定のうえご利用ください。 10 10 10
MPHW060308ZEL ※Depending on the insert combination, the
段 5.3~ 6.6μm 2.9~ 6.4μm 2.6~ 3.0μm
切削条件 Cutting conditions:Vc=300m/min, fz=0.1mm, cutting diameter may exceed the nominal
差 5 5 5
ap=1.0mm, ae=0.1mm, 水溶性切削液 diameter. Measure the actual diameter
Water-based cutting fluid before use. 量
・
段 0 0 0
差
ボアタイプのサイズを拡大 Expanded range of bore type sizes 形
状 -5 -5 -5
大径側にφ80、100、125mmを追加 -10 -10 -10
0 0.4 0.8 1.0 0 0.4 0.8 1.0 0 0.4 0.8 1.0
Large diameter φ80, 100, and 125mm products added to range ピッチ方向 (mm) ピッチ方向 (mm) ピッチ方向 (mm)
Pitch direction Pitch direction Pitch direction
お客様の声 Customer feedback
お客様の声 Customer feedback
ダイカスト金型メーカ様 プラスチック金型メーカ様
Die casting manufacturer Plastic mold manufacturer
パス間の段差が 2μmに低減! パス間の段差が低減、
Step between passes reduced to 2 μm
大型の被削材側面を段取り替え無く 調整式カッタから切替え、 加工面の外観も良くなった!
Reduces step between passes
加工できて便利! 手間なく使えて精度も良好! and improves surface appearance.
Convenient: Makes it possible to machine the sides without Replacing an adjustable cutter resulted in trouble-free use
repositioning of large workpieces and excellent accuracy. 被削材 Work material:DIEVAR(45HRC) 被削材 Work material:S50C(220HB)
被削材 Work material:FCD500 被削材 Work material:FC250 加工方法 Cutting method:底面往復仕上げ Reciprocating bottom finishing 加工方法 Cutting method:底面往復仕上げ Reciprocating bottom finishing
工具径 Tool dia.:φ125mm 工具径 Tool dia.:φ125mm 工具径 Tool dia.:φ18mm 工具径 Tool dia.:φ25mm
インサート Insert:MPHW060308ZEL( JP4120) インサート Insert:MPHW060308ZEL( JP4120) 切削条件 Cutting conditions: 切削条件 Cutting conditions:
切削条件 Cutting conditions: 切削条件 Cutting conditions: Vc=196m/min Vc=236m/min
Vc=200m/min Vc=250m/min fz=0.065mm/t fz=0.058mm/t
fz=0.1mm/t fz=0.1mm/t ap=0.03mm ap=0.1mm
pf=2mm ap=0.2mm ae=12mm ae=16mm
ae=0.1mm ae=50mm OH=40mm OH=100mm
OH=470mm OH=420mm Wet Wet
エアブロー Air-blow エアブロー Air-blow
14
立壁深さ(mm) Wall depth
Step height/profile
軸方向 (µm)
Axial direction
軸方向 (µm)
Axial direction
軸方向 (µm)
Axial direction
Page15
高精度ボディが新登場 New precision body 正面切れ刃のすかし角を適正化することで、加工パス間の段差を低減 Optimized face cutting edge clearance angle reduces step height between machining passes.
呼び径に近く、刃径精度を高めた仕様で削り残り量を低減 加工パス間の段差を低減し、底面の品位が向上
Improved cutting diameter accuracy closer to the nominal diameter reduces remains. Reduces step height between machining passes and improves surface quality.
型番 Model No.:ASPVM-P-20 R- -M
工具径 Tool dia.:φ16~ 42 :ダウンカット Down cut 型番 Model No.:MPHW060308ZEL-1.5F
例:±0.01mm 公差範囲 :アップカット Up cut 材種 Grade:TH308、PN215、JP4120、MZ1000
Example: ±0.01 mm tolerance range
従来品 Conventional 被削材 Work material:DIEVAR(46.5HRC)
工具径 Tool dia.:φ25mm(単一刃 Single-insert)
削り残り低減 段差測 切削条件 Cutting conditions:
St 定
ep 箇
me 所
a
Reduced remaaiinnss surement location Vc=275m/min
fz=0.057mm/t
ap=0.04mm
正面切れ刃
胴部の溝が ae=20mm
Face cutting edge
高精度ボディの OH=175mm (L/D=7)
目印! Precision ASPV body 水溶性切削液 Water-based cutting fluid
高精度ボディ単体 The groove identifies
Precision body only the precision
±0.02 body.
-0.020 -0.010 0.000 0.010 0.020 0.030 0.040 0.050
削り残り量(mm) Remaining amount 従来品① 従来品② MPHW060308ZEL-1.5F
Conventional Conventional (TH308)
機械 Machine:5軸加工機(HSK100主軸) 5-axis machining center (HSK100 spindle) ※インサートとの組合せ次第で
被削材 Work material:S50C(220HB) 刃径が呼び径を超える場合があります。 段差大・突起あり 段差大・突起あり 段差小・滑らかな形状
Large step with protrusions Large step with protrusions Small step with smooth profile
工具 Tool:φ20モジュラヘッド(単一刃)+超硬シャンク φ20 modular head (single-insert) + carbide shank 実径を測定のうえご利用ください。 10 10 10
MPHW060308ZEL ※Depending on the insert combination, the
段 5.3~ 6.6μm 2.9~ 6.4μm 2.6~ 3.0μm
切削条件 Cutting conditions:Vc=300m/min, fz=0.1mm, cutting diameter may exceed the nominal
差 5 5 5
ap=1.0mm, ae=0.1mm, 水溶性切削液 diameter. Measure the actual diameter
Water-based cutting fluid before use. 量
・
段 0 0 0
差
ボアタイプのサイズを拡大 Expanded range of bore type sizes 形
状 -5 -5 -5
大径側にφ80、100、125mmを追加 -10 -10 -10
0 0.4 0.8 1.0 0 0.4 0.8 1.0 0 0.4 0.8 1.0
Large diameter φ80, 100, and 125mm products added to range ピッチ方向 (mm) ピッチ方向 (mm) ピッチ方向 (mm)
Pitch direction Pitch direction Pitch direction
超
硬
シ
ャ
お客様の声 Customer feedback ン
ク
お客様の声 Customer feedback
ダイカスト金型メーカ様 プラスチック金型メーカ様
Die casting manufacturer Plastic mold manufacturer
パス間の段差が 2μmに低減! パス間の段差が低減、
Step between passes reduced to 2 μm
大型の被削材側面を段取り替え無く 調整式カッタから切替え、 加工面の外観も良くなった!
Reduces step between passes
加工できて便利! 手間なく使えて精度も良好! and improves surface appearance.
Convenient: Makes it possible to machine the sides without Replacing an adjustable cutter resulted in trouble-free use
repositioning of large workpieces and excellent accuracy. 被削材 Work material:DIEVAR(45HRC) 被削材 Work material:S50C(220HB)
被削材 Work material:FCD500 被削材 Work material:FC250 加工方法 Cutting method:底面往復仕上げ Reciprocating bottom finishing 加工方法 Cutting method:底面往復仕上げ Reciprocating bottom finishing
工具径 Tool dia.:φ125mm 工具径 Tool dia.:φ125mm 工具径 Tool dia.:φ18mm 工具径 Tool dia.:φ25mm
インサート Insert:MPHW060308ZEL( JP4120) インサート Insert:MPHW060308ZEL( JP4120) 切削条件 Cutting conditions: 切削条件 Cutting conditions:
切削条件 Cutting conditions: 切削条件 Cutting conditions: Vc=196m/min Vc=236m/min
Vc=200m/min Vc=250m/min fz=0.065mm/t fz=0.058mm/t
fz=0.1mm/t fz=0.1mm/t ap=0.03mm ap=0.1mm
pf=2mm ap=0.2mm ae=12mm ae=16mm
ae=0.1mm ae=50mm OH=40mm OH=100mm
OH=470mm OH=420mm Wet Wet
エアブロー Air-blow エアブロー Air-blow
15
立壁深さ(mm) Wall depth
Step height/profile
軸方向 (µm)
Axial direction
軸方向 (µm)
Axial direction
軸方向 (µm)
Axial direction
ASPV ASPVmini
Page16
ASPVの切削データ・ラインナップ
ASPV Cutting Data and Lineup
01 SD5010を用いたアルミ部品の仕上げ加工事例 Finishing machining example on aluminum part using SD5010
切削条件 Cutting conditions
被削材 Work material:アルミニウム(A1050相当)
Aluminum( Equivalent to A1050)
使用工具 Tool:φ25mmモジュラヘッド(4枚刃)+超硬シャンク
φ25 mm modular head (4 flutes) + carbide shank
インサート Insert:MPHW060308ZFL(SD5010)
切削速度 Cutting speed Vc( m/min) 668
回転数 Revolution n (rpm) 8500
一刃当りの送り量 Feed rate fz( mm/t) 0.118
送り速度 Feed speed Vf =( mm/min) 4000
軸方向切込み Axial depth of cut ap( mm) 0.5
径方向切込み Radial depth of cut ae( mm) 10
突出し量 Overhang(mm) 110( L/D=4.4)
クーラント Coolant 水溶性切削液
Water-based cutting fluid
お客様の声 Customer feedback
• びびりなく安定加工、
仕上げ加工の加工面も良好!
・Allows consistent machining with zero chattering
and high quality finished machined face.
02 HD7010を用いたグラファイト電極の荒・仕上げ加工事例 Example of roughing/finishing machining
with graphite electrode using HD7010
切削条件 Cutting conditions
被削材 Work material:グラファイト
Graphite
使用工具 Tool:φ20mmモジュラヘッド(3枚刃)+超硬シャンク
φ20 mm modular head (3 flutes) + carbide shank
インサート Insert:MPHW060310ZFL-N(HD7010)
荒 仕上げ
Roughing Finishing
切削速度 Cutting speed Vc( m/min) 503 534
回転数 Revolution n (rpm) 8000 8500
一刃当りの送り量 Feed rate fz( mm/t) 0.208 0.353
送り速度 Feed speed Vf =( mm/min) 5000 9000
軸方向切込み Axial depth of cut ap( mm) 0.75 0.15
使用後の工具外観 径方向切込み Radial depth of cut ae( mm) 1 1
Tool appearance after use 突出し量 Overhang(mm) 160( L/D=8) 160( L/D=8)
クーラント Coolant エアブロー エアブロー
Air-blow Air-blow
お客様の声 Customer feedback
• 荒と仕上げ、合計750分使用後
継続使用可能!
• 摩耗も少なく、加工面の品位も高い
・The tool was still usable even after 750 minutes of
roughing and finishing.
・Wear is low and the machine face quality is excellent.
16
Page17
ストレートシャンクタイプ は数字が入ります。
Straight Shank Type ASPVS2 R- Numeric figure in a circle .
3
LH LS
LF
商品コード 在庫 刃数 寸 法 Size (mm) 備考
Item code Stock No.of 適用インサート
flutes DC LF LH LS D1 DCONMS Recommended insert Note
ASPVS2016R-2 ● 2 16 100 30 70 14.5 16
ASPVS2017R-2 ★ 2 17 100 30 70 14.5 16
ASPVS2020R-3 ● 3 20 110 30 80 18 20 MPHW0603 ZEL
ASPVS2021R-3 ★ 3 21 110 30 80 18 20 MPHW0603 ZEL-
ASPVS2025R-4 ● 4 25 120 40 80 23 25 MPHW0603 ZEL-1.5F
ASPVS2026R-4 ★ 4 26 120 40 80 23 25 MPHW0603 ZFL
ASPVS2030R-4 ● 5 30 150 50 100 28 32 MPHW0603 ZFL-N
ASPVS2032R-5 ● 5 32 150 50 100 30 32 MPNW0603 ZEL
ASPVS2035R-5 ● 5 35 150 50 100 31 32
ASPVS2040R-6 ● 6 40 170 50 120 31 32
モジュラータイプ Modular Type ASPVM20 R- は数字が入ります。
Numeric figure in a circle .
LF THSZMS LF THSZMS
DRVS(二面幅) DRVS(二面幅)
L1
3 L1
L2 L2
Fig.1 Fig.2
商品コード 在庫 刃数 寸 法 Size (mm) 備 超
Item code Stock No.of 形状 適用インサート 考
flutes DC LF DCONMS THSZMS DHUB L1 L2 DRVS Shape Recommended insert Note 硬
ASPVM2012R-1 ★ 1 12 22 6.5 M6 9.8 5.5 14.5 7 シ
ASPVM2016R-2 ● 2 16 25 8.5 M8 12.8 5.5 17 10 ャ
※1 ASPVM2017R-2 ★ 2 17 25 8.5 M8 12.8 5.5 17 10 ン
※1 ASPVM2018R-2 ● 2 18 25 8.5 M8 14.5 5.5 17 10 ク
ASPVM2020R-2 ● 2 20 30 10.5 M10 17.8 5.5 19 15
ASPVM2020R-3 ● 3 20 30 10.5 M10 17.8 5.5 19 15
※1 ASPVM2021R-3 ★ 3 21 30 10.5 M10 17.8 5.5 19 15
※1 ASPVM2022R-3 ● 3 22 30 10.5 M10 17.8 5.5 19 15
ASPVM2025R-4 ● 4 25 35 12.5 M12 20.8 5.5 22 17 Fig-1
MPHW0603 ZEL
※1 ASPVM2026R-4 ★ 4 26 35 12.5 M12 20.8 5.5 22 17
※1 ASPVM2028R-4 ● 4 28 35 12.5 M12 23 5.5 22 17 MPHW0603 ZEL-
MPHW0603 ZEL-1.5F
ASPVM2030R-4 ● 4 30 40 17 M16 28.8 6 23 22
MPHW0603 ZFL
ASPVM2032R-3 ● 3 32 40 17 M16 28.8 6 23 22 MPHW0603 ZFL-N
ASPVM2032R-5 ● 5 32 40 17 M16 28.8 6 23 22 MPNW0603 ZEL
※1 ASPVM2033R-5 ★ 5 33 40 17 M16 28.8 6 23 22
※1 ASPVM2035R-5 ● 5 35 40 17 M16 28.8 6 23 22
※1 ASPVM2040R-6 ● 6 40 40 17 M16 28.8 6 23 22
高※ 2 ASPVM-P-2016R-2-M8 ★ 2 16 25 8.5 M8 12.8 5.5 17 10
精※ 2
度 ASPVM-P-2020R-3-M10 ★ 3 20 30 10.5 M10 17.8 5.5 19 15
※ 2 ASPVM-P-2025R-4-M12 ★ 4 25 35 12.5 M12 20.8 5.5 22 17
Fig-2
※ 2 ASPVM-P-2032R-5-M16 ★ 5 32 40 17 M16 28.8 6 23 22
※1,2 ASPVM-P-2035R-5-M16 ★ 5 35 40 17 M16 28.8 6 23 22
※1,2 ASPVM-P-2042R-6-M16 ★ 6 42 40 17 M16 28.8 6 23 22
【注意】※1と超硬シャンクをセットで使用すると干渉がありません。
※ 2インサートとの組合せ次第で刃径が呼び径を超える場合があります。実径を測定のうえご利用ください。
モジュラーミル及び専用シャンク、専用アーバの「工具端面」「モジュラーねじ部」にグリースなどの潤滑剤は塗布しないでください。
【Note】When※1 and carbide shank are used together as a set, there is no interference.
※ 2 Depending on the insert combination, the cutting diameter may exceed the nominal diameter. Measure the actual diameter before use.
Do not apply lubricants such as grease, etc. to the “contact faces” and “modular screws” of the “modular mill”, “dedicated shanks” and “dedicated arbor”.
★印:新商品の標準在庫品です。★:Stocked Items of New products. ●印:標準在庫品です。●:Stocked items.
17
High precision
DC
5
DCONMS DC
DHUB 5
DC
D1
DCONMS
DHUB DCONMS
ASPV ASPVmini
Page18
ASPVのラインナップ
ASPV Lineup
ボアタイプ Bore Type ASPVB2 R(M)- は数字が入ります。
Numeric figure in a circle .
DHUB DHUB
DCONMS b DCONMS b
KWW CBDP KWW CBDP
LF LF
DCCB DCCB
3
DC 5 DC
Fig.1 Fig.2
商品コード 在庫 刃数 寸 法 Size (mm)
No.of 形状 適用インサート 備考
Item code Stock flutes DC DHUB LF CBDP KWW b DCONMS DCCB Shape Recommended insert Note
内 ASPVB2050R-7 ● 7 50 47 50 19 8.4 5 22.225 17
径 ASPVB2063R-8 ● 8 63 60 50 19 8.4 5 22.225 17
イ ASPVB2080R-8 ★ 8 80 76 63 32 12.7 8 31.75 26 Fig-1
MPHW0603 ZEL
ン ASPVB2100R-10 ★ 10 100 96 63 32 12.7 8 31.75 26
チ MPHW0603 ZEL-
※ASPVB2125R-10 ★ 10 125 100 63 36 15.9 10 38.1 60 Fig-2 MPHW0603 ZEL-1.5F
ASPVB2042RM-6 ★ 6 42 35 40 18 8.4 5.6 16 13.5
ASPVB2050RM-7 ● 7 50 47 50 20 10.4 6.3 22 17 MPHW0603 ZFL
内
径 ASPVB2063RM-8 ● 8 63 60 50 20 10.4 6.3 22 17 Fig-1 MPHW0603 ZFL-N
ミ ASPVB2080RM-8 ★ 8 80 76 63 22 12.4 7 27 20 MPNW0603 ZEL
リ ASPVB2100RM-10 ★ 10 100 96 63 26 14.4 8 32 26
※ASPVB2125RM-10 ★ 10 125 100 63 30 16.4 9 40 60 Fig-2
【注意】アーバ用ねじは付属しません。 【Note】Arbor screw is not included.
※センタースルーをご使用の場合、アーバ側接続部端面にクーラント供給口を ※ Before using a hollow-center configuration, deploy an arbor with a
持つアーバをご使用ください。 coolant supply port on the end face of the arbor-side connection.
インサート Inserts
RE LE 11° RE LE 11° LE RE
11° LE 11° LE 11°
W1 S BS S RE S BS RE S S
W1 W1 W1
W1
Fig-1 Fig-2 Fig-3(BH250) Fig-4(BH250) Fig-5
P 鋼 Carbon Steels
M SUS等 SUS, etc.
K FC・FCD Cast irons :一般切削・第一推奨
General cutting, First recommendation
グラファイト Graphite
N アルミニウム合金 :一般切削・第二推奨
Aluminum alloys General cutting, Second recommendation
S チタン合金 Titanium alloys
H 高硬度材 Hardened steels
材種 Grade 寸 法 Size (mm)
商品コード 精度 形状 備考
Item code Tolerance
class W1 BS S LE RE Shape Note
MPHW060302ZEL ★ ★ ● − Fig-1
0.2
MPHW060302ZEL-0.5 ★ ★ ● 0.5 Fig-2
MPHW060304ZEL ★ ★ ● ● ● − Fig-1
0.4
MPHW060304ZEL-0.5 ★ ★ ● ● ● 0.5 Fig-2
MPHW060308ZEL ★ ★ ● ● ● ● − Fig-1
MPHW060308ZEL-1.5 ● ● ● ● ● 1.5 0.8 Fig-2,4
MPHW060308ZEL-1.5F H 級
H ★ ★ ★ ★ 1.5 Fig-2
MPHW060320ZEL ★ ★ ● ● ● ● 6.35 − 3.18 3 2.0 Fig-1,3
MPHW060304ZFL ● − 0.4 Fig-1
MPHW060308ZFL ● − 0.8 Fig-1
MPHW060305ZFL-N ★ − 0.5 Fig-5
MPHW060310ZFL-N ★ − 1.0 Fig-5
MPHW060320ZFL-N ★ − 2.0 Fig-5
MPNW060308ZEL N 級 ● ● ● − 0.8 Fig-1
MPNW060320ZEL N ● ● ● − 2.0 Fig-1
【注意】JSコーティング、HDコーティングは通電式タッチセンサーに反応しませんのでご注意ください。
【Note】Please note that the JS Coating and HD Coating do not cause a reaction in conductive touch sensors.
★印:新商品の標準在庫品です。★:Stocked Items of New products. ●印:標準在庫品です。●:Stocked items. 無印:受注生産品です。No Mark:Manufactured request only.
18
Metric pilot Inch pilot
TH308
PN215
JP4105
ATH08M
JP4120
JM4160
JS4060
MZ1000
BH250
SD5010
HD7010
Page19
ダイレクトに彫り込み加工も可能 Also allows direct milling without pilot hole
中心まで切れ刃がないため傾斜角度と穴径は制限されますが、下図に示すように傾斜切削やヘリカル切削にて、下穴がなくてもダイレクトに彫り込み
加工が可能です。
The absence of a cutting edge at the center constrains the ramping angle and hole diameter, but, as shown below, direct milling without a pilot hole is possible using
ramping or helical milling.
ヘリカル穴径
傾斜角θ Ramp angle θ Helical hole diameter
【注意】①傾斜角θは上記範囲を超えない様に設定して下さい。0.5°以下での使用を推奨します。
②穴径が上記範囲以外の場合は下穴を開けて加工して下さい。
【Note】① Set the ramp angle θ within the range given above. Use with ramp angles not exceeding 0.5° is
傾斜切削 Ramping ヘリカル切削 Helical milling recommended.
② For hole diameters outside the range given above, drill a pilot hole before milling.
工具径(mm)
Tool Dia. 12 16 17 18 20 21 22 25 26 28 30
最大傾斜角度θ
Maximum Ramping angle θ 2.5° 2.5° 2.5° 2.5° 2.5° 2.5° 2.5° 2.1° 2° 1.8° 1.7°
ヘリカル穴径(mm)
Hole Dia. 14 ~ 22 22 ~ 30 24 ~ 32 26 ~ 34 30 ~ 38 32 ~ 40 34 ~ 42 40 ~ 48 42 ~ 50 46 ~ 54 50 ~ 58
工具径(mm)
Tool Dia. 32 33 35 40 42 50 63 80 100 125
最大傾斜角度θ
Maximum Ramping angle θ 1.6° 1.5° 1.4° 1.2° 1° 1° 0.5° 0.4° 0.3° 0.2°
ヘリカル穴径(mm)
Hole Dia. 54 ~ 62 56 ~ 64 60 ~ 68 70 ~ 78 74 ~ 82 90 ~ 98 116 ~ 124 150 ~ 158 190 ~ 198 240 ~ 248
部品番号 は数字が入ります。
Parts Numeric figure in a circle .
部品名 クランプねじ アーバ用ねじ(エアー穴付き) ドライバー ねじ焼き付き防止剤
Parts Clamp screw Arbor screw( With Air hole) Screw driver Screw anti-seizure agent
形状 a
Shape
タイプ
Type d
f c
締付トルク
適用カッタ (N・m) 型番 a φb c d f
Fastening Model No. 超
Cutter body torque 硬
モジュラー ASPVM20 R-
Modular ASPVM-P-20 R- -M - - - - - - シ
シャンク ャ
Shank ASPVS20 R- - - - - - - ン
ASPVB2050R-7
100-178 M10 × 1.5 16 35 25 8 ク
内径 ASPVB2063R-8
インチ ASPVB2080R-8
Inch size 100-180 M16 × 2.0 24 51 35 14
ASPVB2100R-10 250-141 1.1 104-T8 P-37
※ASPVB2125R-10 - - - - - -
ボア
Bore ASPVB2042RM-6 100-183 M8 × 1.25 13 33 25 6
ASPVB2050RM-7
内径 100-178 M10 × 1.5 16 35 25 8
ASPVB2063RM-8
ミリ
mm size ASPVB2080RM-8 100-179 M12 × 1.75 18 42 30 10
ASPVB2100RM-10 100-180 M16 × 2.0 24 51 35 14
※ASPVB2125RM-10 - - - - - -
【注意】 各切れ刃にエアー、切削油剤を供給する場合は上記アーバ用ねじをご使用下さい。クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交換
をお願い致します。
※センタースルーをご使用の場合、アーバ側接続部端面にクーラント供給口を持つアーバをご使用ください。
【Note】 Use the arbor screw above when supplying air and cutting fluid to each cutting edge. The clamp screw is a consumable part. Since replacement life depends on the
use environment, it is recommended that it be replaced at an early stage.
※When using a hollow-center configuration, deploy an arbor with a coolant supply port on the end face of the arbor-side connection.
19
φb
ASPV ASPVmini
Page20
A標S準P切Vの削切条削件条表件表
Reccoommmmenednedde cdu tCtiungt t icnogn dCitoionnds iot ifo AnSsPV
※赤字は第 1推奨材種です。※ Red indicates primary recommended grade.
底面仕上げ Bottom finishing
工具径 DC
推奨 Tool dia.(mm) φ12 φ16 φ20 φ25 φ32 φ40 φ50 φ63 φ80 φ100 φ125
被削材 材種 枚刃 1枚刃 2枚刃 3枚刃 4枚刃 5枚刃 6枚刃 7枚刃 8枚刃 8枚刃 10枚刃 10枚刃
Work material Recommended Flutes 1 Flutes 2 Flutes 3 Flutes 4 Flutes 5 Flutes 6 Flutes 7 Flutes 8 Flutes 8 Flutes 10 Flutes 10 Flutes
grade 突出し量
Overhang <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC <5DC 5DC
-7DC >7DC
n (min-1) 5,305 4,509 3,714 3,979 3,382 2,785 3,183 2,706 2,228 2,546 2,165 1,783 1,989 1,691 1,393 1,592 1,353 1,114 1,273 1,082 891 1,011 859 707 796 676 557 637 541 446 509 433 357
MZ1000 Vc(m/min) 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140
Vf(mm/min) 796 541 371 1,194 812 557 1,432 974 668 1,528 1,039 713 1,492 1,015 696 1,432 974 668 1,337 909 624 1,213 825 566 955 649 446 955 649 446 764 519 357
炭素鋼 PN215 fz(mm/t) 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1
合金鋼 JP4120 ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
Carbon steels ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
Alloy steels n (min-1) 13,263 10,610 10,610 9,947 7,958 7,958 7,958 6,366 6,366 6,366 5,093 5,093 4,974 3,979 3,979 3,979 3,183 3,183 3,183 2,546 2,546 2,526 2,021 2,021 1,989 1,592 1,592 1,592 1,273 1,273 1,273 1,019 1,019
(30HRC以下) Vc(m/min) 500 400 400 500 400 400 500 400 400 500 400 400 500 400 400 500 400 400 500 400 400 500 400 400 500 400 400 500 400 400 500 400 400
(30HRC or less) BH250 Vf(mm/min) 1,326 1,061 849 1,989 1,592 1,273 2,387 1,910 1,528 2,546 2,037 1,630 2,487 1,989 1,592 2,387 1,910 1,528 2,228 1,783 1,426 2,021 1,617 1,293 1,592 1,273 1,019 1,592 1,273 1,019 1,273 1,019 815
fz(mm/t) 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
合金鋼 n (min-1) 4,775 3,979 2,918 3,581 2,984 2,188 2,865 2,387 1,751 2,292 1,910 1,401 1,790 1,492 1,094 1,432 1,194 875 1,146 955 700 909 758 556 716 597 438 573 477 350 458 382 280
(焼き入れ焼き戻し材) MZ1000 Vc(m/min) 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110
Alloy steels
(Quenched and tempered steels) PN215 Vf(mm/min) 573 398 292 859 597 438 1,031 716 525 1,100 764 560 1,074 746 547 1,031 716 525 963 668 490 873 606 445 688 477 350 688 477 350 550 382 280
fz(mm/t) 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1 0.12 0.1 0.1
(35HRC以下) JP4120 ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(35HRC or less) ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
プリハードン鋼、合金鋼 n (min-1) 4,244 3,448 2,653 3,183 2,586 1,989 2,546 2,069 1,592 2,037 1,655 1,273 1,592 1,293 995 1,273 1,035 796 1,019 828 637 808 657 505 637 517 398 509 414 318 407 331 255
(焼き入れ焼き戻し材) TH308 Vc(m/min) 160 130 100 160 130 100 160 130 100 160 130 100 160 130 100 160 130 100 160 130 100 160 130 100 160 130 100 160 130 100 160 130 100
Pre-hardened steels, Alloy steels
(Quenched and tempered steels) PN215 Vf(mm/min) 424 345 265 637 517 398 764 621 477 815 662 509 796 647 497 764 621 477 713 579 446 647 525 404 509 414 318 509 414 318 407 331 255
fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(45HRC以下) JP4120 ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(45HRC or less) ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
n (min-1) 2,653 2,122 2,122 1,989 1,592 1,592 1,592 1,273 1,273 1,273 1,019 1,019 995 796 796 796 637 637 637 509 509 505 404 404 398 318 318 318 255 255 255 204 204
焼入れ鋼 Vc(m/min) 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80 100 80 80
Hardened steels TH308 Vf(mm/min) 265 212 212 398 318 318 477 382 382 509 407 407 497 398 398 477 382 382 446 357 357 404 323 323 318 255 255 318 255 255 255 204 204
(55HRC以下) JP4120 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
(55HRC or less) ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
n (min-1) 1,857 1,326 1,326 1,393 995 995 1,114 796 796 891 637 637 696 497 497 557 398 398 446 318 318 354 253 253 279 199 199 223 159 159 178 127 127
焼入れ鋼 Vc(m/min) 70 50 50 70 50 50 70 50 50 70 50 50 70 50 50 70 50 50 70 50 50 70 50 50 70 50 50 70 50 50 70 50 50
Hardened steels TH308 Vf(mm/min) 186 133 106 279 199 159 334 239 191 357 255 204 348 249 199 334 239 191 312 223 178 283 202 162 223 159 127 223 159 127 178 127 102
(62HRC以下) fz(mm/t) 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08
(62HRC or less) ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
n (min-1) 4,775 3,979 2,918 3,581 2,984 2,188 2,865 2,387 1,751 2,292 1,910 1,401 1,790 1,492 1,094 1,432 1,194 875 1,146 955 700 909 758 556 716 597 438 573 477 350 458 382 280
ステンレス鋼 Vc(m/min) 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110 180 150 110
Stainless steels JP4120 Vf(mm/min) 477 398 292 716 597 438 859 716 525 917 764 560 895 746 547 859 716 525 802 668 490 728 606 445 573 477 350 573 477 350 458 382 280
SUS JM4160 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
n (min-1) 5,305 4,509 3,714 3,979 3,382 2,785 3,183 2,706 2,228 2,546 2,165 1,783 1,989 1,691 1,393 1,592 1,353 1,114 1,273 1,082 891 1,011 859 707 796 676 557 637 541 446 509 433 357
Vc(m/min) 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140 200 170 140
TH308 Vf(mm/min) 796 541 371 1,194 812 557 1,432 974 668 1,528 1,039 713 1,492 1,015 696 1,432 974 668 1,337 909 624 1,213 825 566 955 649 446 955 649 446 764 519 357
JP4120 fz(mm/t) 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1 0.15 0.12 0.1
鋳鉄 ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
Cast irons ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
FC n (min-1) 21,221 15,915 15,915 15,915 11,937 11,937 12,732 9,549 9,549 10,186 7,639 7,639 7,958 5,968 5,968 6,366 4,775 4,775 5,093 3,820 3,820 4,042 3,032 3,032 3,183 2,387 2,387 2,546 1,910 1,910 2,037 1,528 1,528
FCD Vc(m/min) 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600
BH250 Vf(mm/min) 2,122 1,592 1,273 3,183 2,387 1,910 3,820 2,865 2,292 4,074 3,056 2,445 3,979 2,984 2,387 3,820 2,865 2,292 3,565 2,674 2,139 3,234 2,425 1,940 2,546 1,910 1,528 2,546 1,910 1,528 2,037 1,528 1,222
fz(mm/t) 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08 0.1 0.1 0.08
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
n (min-1) 21,221 15,915 15,915 15,915 11,937 11,937 12,732 9,549 9,549 10,186 7,639 7,639 7,958 5,968 5,968 6,366 4,775 4,775 5,093 3,820 3,820 4,042 3,032 3,032 3,183 2,387 2,387 2,546 1,910 1,910 2,037 1,528 1,528
アルミニウム合金 Vc(m/min) 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600 800 600 600
銅合金 SD5010 Vf(mm/min) 2,122 1,592 1,592 3,183 2,387 2,387 3,820 2,865 2,865 4,074 3,056 3,056 3,979 2,984 2,984 3,820 2,865 2,865 3,565 2,674 2,674 3,234 2,425 2,425 2,546 1,910 1,910 2,546 1,910 1,910 2,037 1,528 1,528
Aluminum alloys PN215 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
Copper alloys ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
n (min-1) 10,610 7,958 7,958 7,958 5,968 5,968 6,366 4,775 4,775 5,093 3,820 3,820 3,979 2,984 2,984 3,183 2,387 2,387 2,546 1,910 1,910 2,021 1,516 1,516 1,592 1,194 1,194 1,273 955 955 1,019 764 764
グラファイト Vc(m/min) 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300 400 300 300
Graphite HD7010 Vf(mm/min) 1,061 796 796 1,592 1,194 1,194 1,910 1,432 1,432 2,037 1,528 1,528 1,989 1,492 1,492 1,910 1,432 1,432 1,783 1,337 1,337 1,617 1,213 1,213 1,273 955 955 1,273 955 955 1,019 764 764
CFRP fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
n (min-1) 1,326 1,061 796 995 796 597 796 637 477 637 509 382 497 398 298 398 318 239 318 255 191 253 202 152 199 159 119 159 127 95 127 102 76
耐熱合金・ Vc(m/min) 50 40 30 50 40 30 50 40 30 50 40 30 50 40 30 50 40 30 50 40 30 50 40 30 50 40 30 50 40 30 50 40 30
超耐熱合金 TH308 Vf(mm/min) 133 106 80 199 159 119 239 191 143 255 204 153 249 199 149 239 191 143 223 178 134 202 162 121 159 127 95 159 127 95 127 102 76
Heat resistant alloys JP4120 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
Super heat resistant alloys ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
n (min-1) 1,592 1,326 796 1,194 995 597 955 796 477 764 637 382 597 497 298 477 398 239 382 318 191 303 253 152 239 199 119 191 159 95 153 127 76
Vc(m/min) 60 50 30 60 50 30 60 50 30 60 50 30 60 50 30 60 50 30 60 50 30 60 50 30 60 50 30 60 50 30 60 50 30
チタン合金 TH308 Vf(mm/min) 159 133 80 239 199 119 286 239 143 306 255 153 298 249 149 286 239 143 267 223 134 243 202 121 191 159 95 191 159 95 153 127 76
Titanium alloys JP4120 fz(mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 8 8 6 11 11 8 14 14 10 18 18 13 22 22 16 28 28 20 35 35 25 44 44 32 56 56 40 70 70 50 88 88 63
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の保護
具を着用し、安全な環境で作業されることをお願い致します。
④JSコーティング、HDコーティングは通電式タッチセンサーに反応しませんのでご注意ください。
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、
1.切込み深さ(ap)を低減する 2.一刃当りの送り(fz)を低減する方法で調整下さい。
20