



超硬工具の"寿命"を常識から帰る
面・寿命・コスト、すべてIXで更新。
次世代超硬 IX(アイエックス)の加工事例集です。
このカタログについて
| ドキュメント名 | 次世代超硬"IX" cBN工具からの置換でコスト削減!高硬度鋼加工の新定番IX-EPDB-TH3 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 2.8Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
加工
実例集
加工実例集
Page2
高硬度鋼加工用超硬ボールエンドミル
IXエポックディープボール -TH� IX-EPDB-TH3 次世代超硬合金 IX シリーズ
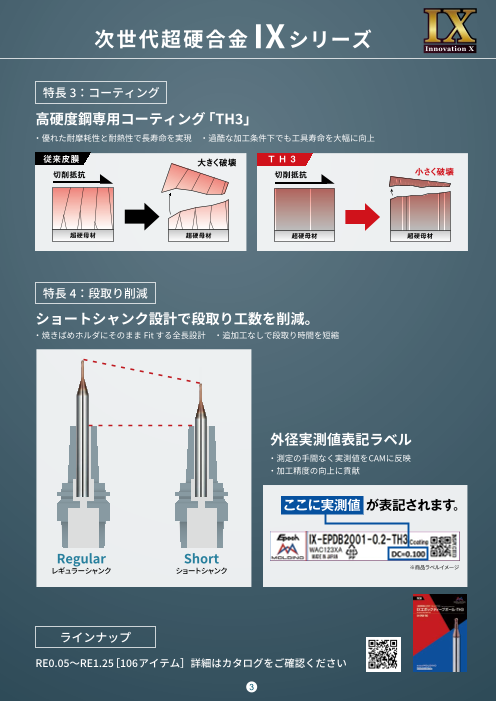
特長 �:母材 特長 �:コーティング
微細組織 × 添加元素設計で、摩耗に強く、欠けにくい。 高硬度鋼専用コーティング「TH�」
・新開発の超硬合金設計により、長時間の加工でも安定した性能を発揮します ・優れた耐摩耗性と耐熱性で長寿命を実現 ・過酷な加工条件下でも工具寿命を大幅に向上
次世代超硬合金 従来超硬合金 従来皮膜 大きく破壊 T H 3
切削抵抗 切削抵抗 小さく破壊
炭化タングステン(WC) 拡大 コバルト 拡大
次世代添加元素 従来添加元素
0.5mm
チッピングを 超硬母材 超硬母材 超硬母材 超硬母材
チッピングが
大幅に抑制 著しく進行
次世代添加元素はWC粒子の周囲に偏析しにくい 従来添加元素はWC粒子の周囲に偏析する
➡ 超硬合金の靭性が向上 ➡ 超硬合金の靭性が低下 特長 �:段取り削減
使用工具:φ� 被削材:SLD(��HRC) 加工時間:��� 分 Vc=���m/min
fz=�.��mm/t ap×ae=�.��mm×�.��mm ショートシャンク設計で段取り工数を削減。
・焼きばめホルダにそのまま Fit する全長設計 ・追加工なしで段取り時間を短縮
特長 �:形状
新刃形で “欠け” を抑える。
・厚いチゼル形状で刃先を強化
・強ネガすくい角でチッピング発生を抑制
微細加工でも安定した切削を実現します。 外径実測値表記ラベル
・測定の手間なく実測値をCAM に反映
IX-EPDB-TH� 従来品 ・加工精度の向上に貢献
ここに実測値 が表記されます。
厚く耐久性に優れたチゼル形状 強ネガティブすくい角
新形状:60分加工後 従来形状:10分加工後 Regular Short
レギュラーシャンク ショートシャンク ※商品ラベルイメージ
0.05mm ラインナップ
使用工具 Tool:φ�.� 被削材:SLD(��HRC)Vc=��m/min fz=�.��mm/t
ap×ae=�.���mm×�.��mm RE�.��~RE�.��[���アイテム]詳細はカタログをご確認ください
2 3
Page3
高硬度鋼加工用超硬ボールエンドミル
IXエポックディープボール -TH� IX-EPDB-TH3 次世代超硬合金 IX シリーズ
特長 �:母材 特長 �:コーティング
微細組織 × 添加元素設計で、摩耗に強く、欠けにくい。 高硬度鋼専用コーティング「TH�」
・新開発の超硬合金設計により、長時間の加工でも安定した性能を発揮します ・優れた耐摩耗性と耐熱性で長寿命を実現 ・過酷な加工条件下でも工具寿命を大幅に向上
次世代超硬合金 従来超硬合金 従来皮膜 大きく破壊 T H 3
切削抵抗 切削抵抗 小さく破壊
炭化タングステン(WC) 拡大 コバルト 拡大
次世代添加元素 従来添加元素
0.5mm
チッピングを 超硬母材 超硬母材 超硬母材 超硬母材
チッピングが
大幅に抑制 著しく進行
次世代添加元素はWC粒子の周囲に偏析しにくい 従来添加元素はWC粒子の周囲に偏析する
➡ 超硬合金の靭性が向上 ➡ 超硬合金の靭性が低下 特長 �:段取り削減
使用工具:φ� 被削材:SLD(��HRC) 加工時間:��� 分 Vc=���m/min
fz=�.��mm/t ap×ae=�.��mm×�.��mm ショートシャンク設計で段取り工数を削減。
・焼きばめホルダにそのまま Fit する全長設計 ・追加工なしで段取り時間を短縮
特長 �:形状
新刃形で “欠け” を抑える。
・厚いチゼル形状で刃先を強化
・強ネガすくい角でチッピング発生を抑制
微細加工でも安定した切削を実現します。 外径実測値表記ラベル
・測定の手間なく実測値をCAM に反映
IX-EPDB-TH� 従来品 ・加工精度の向上に貢献
ここに実測値 が表記されます。
厚く耐久性に優れたチゼル形状 強ネガティブすくい角
新形状:60分加工後 従来形状:10分加工後 Regular Short
レギュラーシャンク ショートシャンク ※商品ラベルイメージ
0.05mm ラインナップ
使用工具 Tool:φ�.� 被削材:SLD(��HRC)Vc=��m/min fz=�.��mm/t
ap×ae=�.���mm×�.��mm RE�.��~RE�.��[���アイテム]詳細はカタログをご確認ください
2 3
Page4
高硬度鋼加工用超硬ボールエンドミル
IXエポックディープボール -TH� IX-EPDB-TH3 次世代超硬合金 IXシリーズ
従来超硬工具との比較事例 cBN工具との比較事例
耐摩耗性と耐欠損性を高次元で両立した IX-EPDB-TH� は IX-EPDB-TH� はカッターマークが少なく均一で光沢のある加工面と削り残りの低減を実現
高硬度鋼の加工における工具寿命が飛躍的に向上します cBN工具から置き換えることで工具費を大幅に削減できます
0.08
被削材:SLD IX-EPDB-TH3 加工形状 4 溝断面形状
0.06 従来品①
2.2087
従来品②
0.04 73 勾配角1° 0.3
Incline angle -0.3 0.05
1
1.5 立壁
Standing wall
0.02
-1
※荒加工から中仕上げ加工は
0 同一の工具で均等に加工
0 15 30 45 60 75 90 105 120 * Machining is performed evenly with
the same tool from roughing to R0.5
semi-finishing. 2.2 (mm)
加工時間 (min)
IX-EPDB-TH3 120分加工後 従来品① 30分加工後 従来品② 30分加工後
工具損傷 加工面の外観と底面の表面粗さ(加工した形状を上面からCCDで撮影)
(191分加工後)
1形状目 2形状目
極めて小さい摩耗
0.1mm
正常摩耗により継続使用可能 摩耗大+チッピング 摩耗大+チッピング
Rz 0.50μm Rz 0.69μm
0.08 摩耗が大きく進行
被削材:VANADIS23 IX-EPDB-TH3
0.06 従来品①
従来品②
0.04
0.02
0.1mm Rz 0.62μm Rz 2.20μm
0
0 15 30 45 60 75 90 105 120
0.006
加工時間 (min)
0.005 IX-EPDB-TH3
IX-EPDB-TH3 120分加工後 従来品① 30分加工後 従来品② 30分加工後
0.004 cBN
0.003
0.002
0.001
0
0.1mm (mm) 立壁 底R0.5 底面
正常摩耗により継続使用可能 摩耗大+チッピング 摩耗大+チッピング
工具:IX-EPDB2006-1.5-TH3(φ0.6 首下長1.5mm) 機械:立型MC( HSK-E25) 被削材:VANADIS23(64HRC)
切削条件:n=40,000min-1(vc=75m/min) v f=800mm/min( fz=0.01mm/t) ap×ae=0.005mm×0.01mm 取り代: 0.01mm
工具:IX-EPDB2003-0.5-TH3(φ0.3 首下長 0.5mm) 機械:立型MC( HSK-E25)被削材:SLD(60HRC)VANADIS23(64HRC) 加工時間:191分(154m) クーラント:ミストブロー
切削条件:n=40,000min-1(vc=38m/min) v f=320mm/min( fz=0.004mm/t) ap×ae=0.01mm×0.01mm クーラント:ミストブロー ※それぞれの工具で2溝を仕上げ加工
4 5
逃げ面摩耗幅 (mm) 逃げ面摩耗幅 (mm)
最大削り残り量 cBN IX-EPDB-TH3
(1溝目と2溝目の差)
Page5
高硬度鋼加工用超硬ボールエンドミル
IXエポックディープボール -TH� IX-EPDB-TH3 次世代超硬合金 IXシリーズ
従来超硬工具との比較事例 cBN工具との比較事例
耐摩耗性と耐欠損性を高次元で両立した IX-EPDB-TH� は IX-EPDB-TH� はカッターマークが少なく均一で光沢のある加工面と削り残りの低減を実現
高硬度鋼の加工における工具寿命が飛躍的に向上します cBN工具から置き換えることで工具費を大幅に削減できます
0.08
被削材:SLD IX-EPDB-TH3 加工形状 4 溝断面形状
0.06 従来品①
2.2087
従来品②
0.04 73 勾配角1° 0.3
Incline angle -0.3 0.05
1
1.5 立壁
Standing wall
0.02
-1
※荒加工から中仕上げ加工は
0 同一の工具で均等に加工
0 15 30 45 60 75 90 105 120 * Machining is performed evenly with
the same tool from roughing to R0.5
semi-finishing. 2.2 (mm)
加工時間 (min)
IX-EPDB-TH3 120分加工後 従来品① 30分加工後 従来品② 30分加工後
工具損傷 加工面の外観と底面の表面粗さ(加工した形状を上面からCCDで撮影)
(191分加工後)
1形状目 2形状目
極めて小さい摩耗
0.1mm
正常摩耗により継続使用可能 摩耗大+チッピング 摩耗大+チッピング
Rz 0.50μm Rz 0.69μm
0.08 摩耗が大きく進行
被削材:VANADIS23 IX-EPDB-TH3
0.06 従来品①
従来品②
0.04
0.02
0.1mm Rz 0.62μm Rz 2.20μm
0
0 15 30 45 60 75 90 105 120
0.006
加工時間 (min)
0.005 IX-EPDB-TH3
IX-EPDB-TH3 120分加工後 従来品① 30分加工後 従来品② 30分加工後
0.004 cBN
0.003
0.002
0.001
0
0.1mm (mm) 立壁 底R0.5 底面
正常摩耗により継続使用可能 摩耗大+チッピング 摩耗大+チッピング
工具:IX-EPDB2006-1.5-TH3(φ0.6 首下長1.5mm) 機械:立型MC( HSK-E25) 被削材:VANADIS23(64HRC)
切削条件:n=40,000min-1(vc=75m/min) v f=800mm/min( fz=0.01mm/t) ap×ae=0.005mm×0.01mm 取り代: 0.01mm
工具:IX-EPDB2003-0.5-TH3(φ0.3 首下長 0.5mm) 機械:立型MC( HSK-E25)被削材:SLD(60HRC)VANADIS23(64HRC) 加工時間:191分(154m) クーラント:ミストブロー
切削条件:n=40,000min-1(vc=38m/min) v f=320mm/min( fz=0.004mm/t) ap×ae=0.01mm×0.01mm クーラント:ミストブロー ※それぞれの工具で2溝を仕上げ加工
4 5
逃げ面摩耗幅 (mm) 逃げ面摩耗幅 (mm)
最大削り残り量 cBN IX-EPDB-TH3
(1溝目と2溝目の差)
Page6
高硬度鋼加工用超硬ボールエンドミル
IXエポックディープボール -TH� IX-EPDB-TH3 次世代超硬合金 IX シリーズ
IX-EPDB-TH�と従来品cBNの仕上げ面比較 多数ポケット荒加工による工具寿命の確認
均一・光沢の加工面 cBNからの置換を現実に ワーク � 個で合計 �� ポケット
表面粗さでcBN工具を上回る優れた仕上げ面を実現 約 � 時間加工
高硬度鋼(��HRC)でも高品位な仕上げを維持
35°勾配面仕上げの加工面比較 ブランドマークの映り込みで比較
仕上げ工具:IX-EPDB2006-1.5-TH3
従来品cBN工具 φ0.6×首下長1.5㎜
被削材:VANADIS23 (64HRC)
加工機:立型MC(HSK-E32)
IX-EPDB2006-1.5-TH3 従来品cBN工具 φ0.6×首下長1.5㎜
ピッチ方向:Ra 0.082μm Rz 0.552μm ピッチ方向:Ra 0.101μm Rz 0.697μm
送り方向:Ra 0.036μm Rz 0.245μm 送り方向:Ra 0.06μm Rz 0.365μm
ワーク1個に25ポケット 約11分/1ポケット
35°勾配面仕上げ後の工具損傷
IX-EPDB2006-1.5-TH3 従来品cBN工具 φ0.6×首下長1.5㎜ 摩耗観察
ワーク1個25ポケット加工 ワーク2個50ポケット加工後
約4.5時間 約9時間
ミストブロー
逃げ面摩耗幅:0.029mm 逃げ面摩耗幅:0.059mm 加工時間
103min
長時間加工でも安定した工具寿命を維持し、交換頻度を大幅削減
高硬度材の連続加工でも摩耗進行が緩やかで欠けの発生なし
加工工程 長時間加工後もRフォームの変化が小さく継続使用可能
工程 工具 n Vc Vf fz ap ae 仕上げ代 実CT
(min-1) (m/min) (mm/min) (mm/t) (mm) (mm) (mm) (min)
荒加工 ラジアス EHHRE4030-S4-TH3 5,300 50 1,120 0.053 0.05 1.5 0.05 92
残部除去 ボール EPDBEH2010-1.5-TH3 25,200 79 1,010 0.02 0.06 0.06 0.05 25 工具:IX-EPDB2006-0.75-TH3 使用機械:立型MC(HSK-E32) 被削材:SLD(60HRC) クーラント:ミストブロー
全体中荒加工 ボール EPDBEH2010-1.5-TH3 25,200 79 1,010 0.02 0.06 ― 0.01 28 切削条件:n=25,200min-1(vc=47m/min) v f=650mm/min( fz=0.013mm/t) ap×ae=0.02mm×0.08mm
IX-EPDB2006-1.5-TH3
全体中仕上げ ボール 28,000 53 560 0.01 0.03 ― 0.005 49
従来品cBN工具 φ0.6×首下長1.5㎜
IX-EPDB2010-2.5-TH3
溝底面荒加工 ボール 25,200 79 1,010 0.02 ― 0.01 0.02 17
従来品cBN工具 φ0.6×首下長1.5㎜
IX-EPDB2006-1.5-TH3
全体仕上げ ボール 40,000 75 800 0.01 0.01 ― 0 103
従来品cBN工具 φ0.6×首下長1.5㎜
IX-EPDB2006-1.5-TH3
溝底面仕上げ ボール 40,000 75 800 0.01 ― 0.01 0 23
従来品cBN工具 φ0.6×首下長1.5㎜
6 7
Page7
高硬度鋼加工用超硬ボールエンドミル
IXエポックディープボール -TH� IX-EPDB-TH3 次世代超硬合金 IX シリーズ
IX-EPDB-TH�と従来品cBNの仕上げ面比較 多数ポケット荒加工による工具寿命の確認
均一・光沢の加工面 cBNからの置換を現実に ワーク � 個で合計 �� ポケット
表面粗さでcBN工具を上回る優れた仕上げ面を実現 約 � 時間加工
高硬度鋼(��HRC)でも高品位な仕上げを維持
35°勾配面仕上げの加工面比較 ブランドマークの映り込みで比較
仕上げ工具:IX-EPDB2006-1.5-TH3
従来品cBN工具 φ0.6×首下長1.5㎜
被削材:VANADIS23 (64HRC)
加工機:立型MC(HSK-E32)
IX-EPDB2006-1.5-TH3 従来品cBN工具 φ0.6×首下長1.5㎜
ピッチ方向:Ra 0.082μm Rz 0.552μm ピッチ方向:Ra 0.101μm Rz 0.697μm
送り方向:Ra 0.036μm Rz 0.245μm 送り方向:Ra 0.06μm Rz 0.365μm
ワーク1個に25ポケット 約11分/1ポケット
35°勾配面仕上げ後の工具損傷
IX-EPDB2006-1.5-TH3 従来品cBN工具 φ0.6×首下長1.5㎜ 摩耗観察
ワーク1個25ポケット加工 ワーク2個50ポケット加工後
約4.5時間 約9時間
ミストブロー
逃げ面摩耗幅:0.029mm 逃げ面摩耗幅:0.059mm 加工時間
103min
長時間加工でも安定した工具寿命を維持し、交換頻度を大幅削減
高硬度材の連続加工でも摩耗進行が緩やかで欠けの発生なし
加工工程 長時間加工後もRフォームの変化が小さく継続使用可能
工程 工具 n Vc Vf fz ap ae 仕上げ代 実CT
(min-1) (m/min) (mm/min) (mm/t) (mm) (mm) (mm) (min)
荒加工 ラジアス EHHRE4030-S4-TH3 5,300 50 1,120 0.053 0.05 1.5 0.05 92
残部除去 ボール EPDBEH2010-1.5-TH3 25,200 79 1,010 0.02 0.06 0.06 0.05 25 工具:IX-EPDB2006-0.75-TH3 使用機械:立型MC(HSK-E32) 被削材:SLD(60HRC) クーラント:ミストブロー
全体中荒加工 ボール EPDBEH2010-1.5-TH3 25,200 79 1,010 0.02 0.06 ― 0.01 28 切削条件:n=25,200min-1(vc=47m/min) v f=650mm/min( fz=0.013mm/t) ap×ae=0.02mm×0.08mm
IX-EPDB2006-1.5-TH3
全体中仕上げ ボール 28,000 53 560 0.01 0.03 ― 0.005 49
従来品cBN工具 φ0.6×首下長1.5㎜
IX-EPDB2010-2.5-TH3
溝底面荒加工 ボール 25,200 79 1,010 0.02 ― 0.01 0.02 17
従来品cBN工具 φ0.6×首下長1.5㎜
IX-EPDB2006-1.5-TH3
全体仕上げ ボール 40,000 75 800 0.01 0.01 ― 0 103
従来品cBN工具 φ0.6×首下長1.5㎜
IX-EPDB2006-1.5-TH3
溝底面仕上げ ボール 40,000 75 800 0.01 ― 0.01 0 23
従来品cBN工具 φ0.6×首下長1.5㎜
6 7
Page8
高硬度鋼加工用超硬ボールエンドミル
IXエポックディープボール -TH� IX-EPDB-TH3 次世代超硬合金
燃料電池セパレータモデル
全工程で超硬工具(�本)を使用し、加工精度±�.����mmを達成!
IX-EPDBの採用により cBN工具からの脱却が可能。工具費を大幅に削減!
被削材:SLD-MAGIC(60HRC)
機械:縦型MC(HSK-E25)
R0.2
0.45
R0.2
0.793 100
100
加工工程 全て超硬エンドミル
工程 工具 工具径 R n Vc Vf fz ap ae 仕上げ代
(mm) (mm) (min-1) (m/min) (mm/min) (mm/t) (mm) (mm) (mm) クーラント 加工時間
荒加工 IX-EPDB2008-1-TH3 0.8 0.4 28,000 70 1,120 0.02 0.03 0.2 0.01 ミスト 2時間40分
中荒加工1 EHHRE4006-0.9-S4-TH3 0.6 0.072 31,850 60 2,200 0.035 0.01 0.42 0.01 ミスト 6時間40分
中荒加工2 EHHRE4006-0.9-S4-TH3 0.6 0.072 31,850 60 2,200 0.035 0.01 0.42 0.01 ミスト 1時間17分
中仕上げ1 EPDREH2006-2-01-TH3 0.6 0.1 23,000 44 920 0.021 0.0005(カスプ) 0.05 0.005 ミスト 4時間23分
中仕上げ2 EPDREH2006-2-01-TH3 0.6 0.1 23,000 44 920 0.021 0.0005(カスプ) 0.05 0.005 ミスト 4時間23分
仕上げ1 IX-EPDB2004-0.5-TH3 0.4 0.2 60,000 50 1,600 0.013 0.00008(カスプ) 0.01 0 油性 6時間46分
仕上げ2 IX-EPDB2004-0.5-TH3 0.4 0.2 60,000 50 1,600 0.013 0.00008(カスプ) 0.01 0 油性 6時間46分
仕上げ3 IX-EPDB2004-0.5-TH3 0.4 0.2 60,000 50 1,600 0.013 0.00008(カスプ) 0.01 0 油性 6時間46分
加工時間39時間
47溝の深さ変化量 :0.0017mm 荒加工2時間40分で僅かな摩耗
IX-EPDB2008-1-TH3
図:加工面写真 図:荒加工工具摩耗写真
8 7
Page9
高硬度鋼加工用超硬ボールエンドミル
IXエポックディープボール -TH� IX-EPDB-TH3 次世代超硬合金
燃料電池セパレータモデル
全工程で超硬工具(�本)を使用し、加工精度±�.����mmを達成!
IX-EPDBの採用により cBN工具からの脱却が可能。工具費を大幅に削減!
被削材:SLD-MAGIC(60HRC)
機械:縦型MC(HSK-E25)
R0.2
0.45
R0.2
0.793 100
100
加工工程 全て超硬エンドミル
工程 工具 工具径 R n Vc Vf fz ap ae 仕上げ代
(mm) (mm) (min-1) (m/min) (mm/min) (mm/t) (mm) (mm) (mm) クーラント 加工時間
荒加工 IX-EPDB2008-1-TH3 0.8 0.4 28,000 70 1,120 0.02 0.03 0.2 0.01 ミスト 2時間40分
中荒加工1 EHHRE4006-0.9-S4-TH3 0.6 0.072 31,850 60 2,200 0.035 0.01 0.42 0.01 ミスト 6時間40分
中荒加工2 EHHRE4006-0.9-S4-TH3 0.6 0.072 31,850 60 2,200 0.035 0.01 0.42 0.01 ミスト 1時間17分
中仕上げ1 EPDREH2006-2-01-TH3 0.6 0.1 23,000 44 920 0.021 0.0005(カスプ) 0.05 0.005 ミスト 4時間23分
中仕上げ2 EPDREH2006-2-01-TH3 0.6 0.1 23,000 44 920 0.021 0.0005(カスプ) 0.05 0.005 ミスト 4時間23分
仕上げ1 IX-EPDB2004-0.5-TH3 0.4 0.2 60,000 50 1,600 0.013 0.00008(カスプ) 0.01 0 油性 6時間46分
仕上げ2 IX-EPDB2004-0.5-TH3 0.4 0.2 60,000 50 1,600 0.013 0.00008(カスプ) 0.01 0 油性 6時間46分
仕上げ3 IX-EPDB2004-0.5-TH3 0.4 0.2 60,000 50 1,600 0.013 0.00008(カスプ) 0.01 0 油性 6時間46分
加工時間39時間
47溝の深さ変化量 :0.0017mm 荒加工2時間40分で僅かな摩耗
IX-EPDB2008-1-TH3
図:加工面写真 図:荒加工工具摩耗写真
8 7
Page11
RECYCLE
MOLDINOは使用済み工具の買取りを強化しています
持続可能な MOLDINO製品
資源の活用に向けて
回収 原料
MOLDINOでは、使用済み工具のリサイクル活動を推進して
います。
お客様から使用済みインサートやソリッド工具、超硬シャン
クなどを回収させていただき、再資源化し製品原料として利 再研磨・再コート
用させていただいております。
持続可能な資源の活用に向けて、使用済み工具の回収・リサ 使用済み製品 完成品
イクル活動にご協力をお願い申し上げます。
お客様でご使用
買取りの対象品目 買取りの流れ
STEP
1 お客様 お申し込み
超硬工具 STEP
・エンドミル 2 MOLDINO ご連絡(お見積り)・回収キット送付
・インサート
※コーティングの有無は
問いません
STEP
3 お客様 必要書類のご記入・使用済み工具発送
STEP
4 MOLDINO 検収明細ご連絡
ハイス工具
STEP
ろう付け工具 5 お客様 買取り価格のご確認
・超硬シャンクなど
STEP
サーメット工具 6 MOLDINO 代金お支払い
■各品目の分別のご協力をお願いいたします
※梱包箱の回収は行っておりません 対象エリア
メーカー・形状・コーティングの 山口県、徳島県を除く日本国内
有無は問いません
⬅ お申し込み・お問い合わせはMOLDINO公式サイトから
https://info.moldino.com/recycle
※お電話でも受け付けています。最寄りの各営業所へお気軽にお問い合わせください。
Page12
図、表等のデータは試験結果の一例であり、保証値ではありません。
「 」は株式会社MOLDINOの登録商標です。
IXシリーズの超硬素材は日本特殊合金株式会社の技術を基に開発した製品です。