



ラインナップ
◆AV ユニット
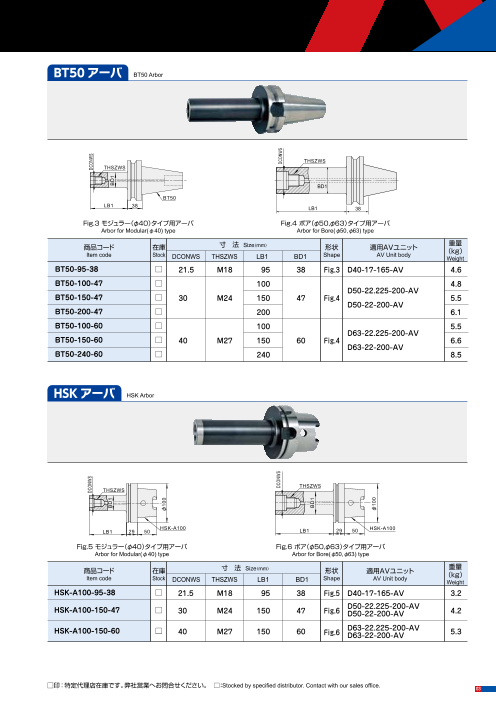
◆BT50 アーバ
◆HSK アーバ
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | AVアーバ(防振アーバ) |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 708.8Kb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
AVアーバ(防振アーバ)
AV Arbo(r Damped Arbor)
MOLDINO Tool Engineering, Ltd.
New Produc t News No.1225-9 2026-2
Page2
ラインナップ
Line Up
AVユニット AV Unit BT50アーバ BT50 Arbor
THSZWS
THSZWS
L1 THSZMS
DRVS L1 THSZMS
LB2 L2 DRVS
(切欠部巾) L L2 THSZWS
THSZWS
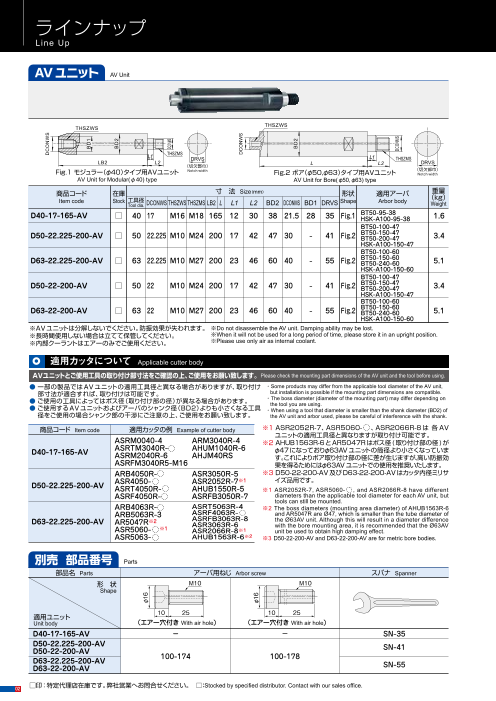
Fig.1 モジュラー(φ40)タイプ用AVユニット Notch width Fig.2 ボア(φ50,φ63)タイプ用AVユニット (切欠部巾)
Notch width
AV Unit for Modular(φ40) type AV Unit for Bore(φ50,φ63) type
BD1
商品コード 在庫 寸 法 Size(mm) 形状 適用アーバ 重量
Item code Stock 工具径 DCONWS THSZWS THSZMS LB2 L L1 L2 BD2 DCONMS BD1 DRVS Shape Arbor body (kg) BT50
Tool dia. Weight LB1 38 LB1 38
D40-17-165-AV □ 40 17 M16 M18 165 12 30 38 21.5 28 35 Fig.1 BT50-95-38
HSK-A100-95-38 1.6
BT50-100-47 Fig.3 モジュラー(φ40)タイプ用アーバ Fig.4 ボア(φ50,φ63)タイプ用アーバ
Arbor for Modular(φ40) type Arbor for Bore(φ50,φ63) type
D50-22.225-200-AV □ 50 22.225 M10 M24 200 17 42 47 30 - 41 Fig.2 BT50-150-47
BT50-200-47 3.4
HSK-A100-150-47 商品コード 在庫 寸 法 Size(mm) 形状 適用AVユニット 重量
BT50-100-60 Item code Stock DCONWS THSZWS LB1 BD1 Shape AV Unit body (kg)
D63-22.225-200-AV □ 63 22.225 M10 M27 200 23 46 60 40 - 55 Fig.2 BT50-150-60
BT50-240-60 5.1 Weight
HSK-A100-150-60 BT50-95-38 □ 21.5 M18 95 38 Fig.3 D40-17-165-AV 4.6
BT50-100-47
D50-22-200-AV □ 50 22 M10 M24 200 17 42 47 30 - 41 Fig.2 BT50-150-47
BT50-200-47 3.4 BT50-100-47 □ 100 4.8
HSK-A100-150-47 D50-22.225-200-AV
BT50-100-60 BT50-150-47 □ 30 M24 150 47 Fig.4 5.5
D63-22-200-AV □ 63 22 M10 M27 200 23 46 60 40 - 55 Fig.2 BT50-150-60 D50-22-200-AV
BT50-240-60 5.1 BT50-200-47 □ 200 6.1
HSK-A100-150-60
※AVユニットは分解しないでください。防振効果が失われます。 ※Do not disassemble the AV unit. Damping ability may be lost. BT50-100-60 □ 100 5.5
※長時間使用しない場合は立てて保管してください。 ※When it will not be used for a long period of time, please store it in an upright position. D63-22.225-200-AV
※内部クーラントはエアーのみでご使用ください。 ※Please use only air as internal coolant. BT50-150-60 □ 40 M27 150 60 Fig.4 6.6
D63-22-200-AV
BT50-240-60 □ 240 8.5
適用カッタについて Applicable cutter body
AVユニットとご使用工具の取り付け部寸法をご確認の上、ご使用をお願い致します。Please check the mounting part dimensions of the AV unit and the tool before using.
● 一部の製品ではAVユニットの適用工具径と異なる場合がありますが、取り付け ・Some products may differ from the applicable tool diameter of the AV unit,
部寸法が適合すれば、取り付けは可能です。 but installation is possible if the mounting part dimensions are compatible. HSKアーバ HSK Arbor
● ご使用の工具によってはボス径(取り付け部の径)が異なる場合があります。 ・The boss diameter (diameter of the mounting part) may differ depending on
the tool you are using.
● ご使用するAVユニットおよびアーバのシャンク径(BD2)よりも小さくなる工具 ・When using a tool that diameter is smaller than the shank diameter (BD2) of
径をご使用の場合シャンク部の干渉にご注意の上、ご使用をお願い致します。 the AV unit and arbor used, please be careful of interference with the shank.
商品コード Item code 適用カッタの例 Example of cutter body ※1 ASR2052R-7、ASR5060- 、ASR2066R-8は 各AV
ユニットの適用工具径と異なりますが取り付け可能です。
ASRM0040-4 ARM3040R-4 ※2 AHUB1563R-6とAR5047Rはボス径(取り付け部の径)が
D40-17-165-AV ASRTM3040R- AHUM1040R-6 φ47になっておりφ63AVユニットの筒径より小さくなっていま
ASRM2040R-6 AHJM40RS す。これによりボア取り付け部の径に差が生じますが、高い防振効
ASRFM3040R5-M16 果を得るためにはφ63AVユニットでの使用を推奨いたします。
ARB4050R- ASR3050R-5 ※3 D50-22-200-AV及びD63-22-200-AVはカッタ内径ミリサ
イズ品用です。
D50-22.225-200-AV ASR4050- ASR2052R-7※1
ASRT4050R- AHUB1550R-5 THSZWS
※1 ASR2052R-7, ASR5060- , and ASR2066R-8 have different THSZWS
ASRF4050R- ASRFB3050R-7 diameters than the applicable tool diameter for each AV unit, but
tools can still be mounted.
ARB4063R- ASRT5063R-4 ※2 The boss diameters (mounting area diameter) of AHUB1563R-6
ARB5063R-3 ASRF4063R- and AR5047R are Ø47, which is smaller than the tube diameter of
D63-22.225-200-AV AR5047R※2 ASRFB3063R-8 the Ø63AV unit. Although this will result in a diameter difference
※1 ASR3063R-6
ASR5060- with the bore mounting area, it is recommended that the Ø63AV
ASR2066R-8※1 HSK-A100
unit be used to obtain high damping effect. LB1 29 50 HSK-A100
LB1 29 50
ASR5063- AHUB1563R-6※2 ※3 D50-22-200-AV and D63-22-200-AV are for metric bore bodies.
Fig.5 モジュラー(φ40)タイプ用アーバ Fig.6 ボア(φ50,φ63)タイプ用アーバ
別売 部品番号 Arbor for Modular(φ40) type Arbor for Bore(φ50,φ63) type
Parts
部品名 Parts アーバ用ねじ Arbor screw スパナ Spanner 商品コード 在庫 寸 法 Size(mm) 形状 適用AVユニット 重量
Item code Stock (kg)
DCONWS THSZWS LB1 BD1 Shape AV Unit body
形 状 M10 M10 Weight
Shape HSK-A100-95-38 □ 21.5 M18 95 38 Fig.5 D40-17-165-AV 3.2
HSK-A100-150-47 □ 30 M24 150 47 Fig.6 D50-22.225-200-AV
10 25 10 25 D50-22-200-AV 4.2
適用ユニット
Unit body (エアー穴付き With air hole) (エアー穴付き With air hole)
HSK-A100-150-60 □ 40 M27 150 60 Fig.6 D63-22.225-200-AV
D40-17-165-AV - - SN-35 D63-22-200-AV 5.3
D50-22.225-200-AV
D50-22-200-AV SN-41
D63-22.225-200-AV 100-174 100-178
D63-22-200-AV SN-55
□印:特定代理店在庫です。弊社営業へお問合せください。 □:Stocked by specified distributor. Contact with our sales office. □印:特定代理店在庫です。弊社営業へお問合せください。 □:Stocked by specified distributor. Contact with our sales office.
02
DCONWS
BD1
BD2
φ16
DCONMS
DCONWS
φ16
BD2
DCONMS
DCONWS DCONWS
BD1 BD1
φ100
DCONWS DCONWS
BD1
φ100
Page3
ラインナップ
Line Up
AVユニット AV Unit BT50アーバ BT50 Arbor
THSZWS
THSZWS
L1 THSZMS
DRVS L1 THSZMS
LB2 L2 DRVS
(切欠部巾) L L2 THSZWS
THSZWS
Fig.1 モジュラー(φ40)タイプ用AVユニット Notch width Fig.2 ボア(φ50,φ63)タイプ用AVユニット (切欠部巾)
Notch width
AV Unit for Modular(φ40) type AV Unit for Bore(φ50,φ63) type
BD1
商品コード 在庫 寸 法 Size(mm) 形状 適用アーバ 重量
Item code Stock 工具径 DCONWS THSZWS THSZMS LB2 L L1 L2 BD2 DCONMS BD1 DRVS Shape Arbor body (kg) BT50
Tool dia. Weight LB1 38 LB1 38
D40-17-165-AV □ 40 17 M16 M18 165 12 30 38 21.5 28 35 Fig.1 BT50-95-38
HSK-A100-95-38 1.6
BT50-100-47 Fig.3 モジュラー(φ40)タイプ用アーバ Fig.4 ボア(φ50,φ63)タイプ用アーバ
Arbor for Modular(φ40) type Arbor for Bore(φ50,φ63) type
D50-22.225-200-AV □ 50 22.225 M10 M24 200 17 42 47 30 - 41 Fig.2 BT50-150-47
BT50-200-47 3.4
HSK-A100-150-47 商品コード 在庫 寸 法 Size(mm) 形状 適用AVユニット 重量
BT50-100-60 Item code Stock DCONWS THSZWS LB1 BD1 Shape AV Unit body (kg)
D63-22.225-200-AV □ 63 22.225 M10 M27 200 23 46 60 40 - 55 Fig.2 BT50-150-60
BT50-240-60 5.1 Weight
HSK-A100-150-60 BT50-95-38 □ 21.5 M18 95 38 Fig.3 D40-17-165-AV 4.6
BT50-100-47
D50-22-200-AV □ 50 22 M10 M24 200 17 42 47 30 - 41 Fig.2 BT50-150-47
BT50-200-47 3.4 BT50-100-47 □ 100 4.8
HSK-A100-150-47 D50-22.225-200-AV
BT50-100-60 BT50-150-47 □ 30 M24 150 47 Fig.4 5.5
D63-22-200-AV □ 63 22 M10 M27 200 23 46 60 40 - 55 Fig.2 BT50-150-60 D50-22-200-AV
BT50-240-60 5.1 BT50-200-47 □ 200 6.1
HSK-A100-150-60
※AVユニットは分解しないでください。防振効果が失われます。 ※Do not disassemble the AV unit. Damping ability may be lost. BT50-100-60 □ 100 5.5
※長時間使用しない場合は立てて保管してください。 ※When it will not be used for a long period of time, please store it in an upright position. D63-22.225-200-AV
※内部クーラントはエアーのみでご使用ください。 ※Please use only air as internal coolant. BT50-150-60 □ 40 M27 150 60 Fig.4 6.6
D63-22-200-AV
BT50-240-60 □ 240 8.5
適用カッタについて Applicable cutter body
AVユニットとご使用工具の取り付け部寸法をご確認の上、ご使用をお願い致します。Please check the mounting part dimensions of the AV unit and the tool before using.
● 一部の製品ではAVユニットの適用工具径と異なる場合がありますが、取り付け ・Some products may differ from the applicable tool diameter of the AV unit,
部寸法が適合すれば、取り付けは可能です。 but installation is possible if the mounting part dimensions are compatible. HSKアーバ HSK Arbor
● ご使用の工具によってはボス径(取り付け部の径)が異なる場合があります。 ・The boss diameter (diameter of the mounting part) may differ depending on
the tool you are using.
● ご使用するAVユニットおよびアーバのシャンク径(BD2)よりも小さくなる工具 ・When using a tool that diameter is smaller than the shank diameter (BD2) of
径をご使用の場合シャンク部の干渉にご注意の上、ご使用をお願い致します。 the AV unit and arbor used, please be careful of interference with the shank.
商品コード Item code 適用カッタの例 Example of cutter body ※1 ASR2052R-7、ASR5060- 、ASR2066R-8は 各AV
ユニットの適用工具径と異なりますが取り付け可能です。
ASRM0040-4 ARM3040R-4 ※2 AHUB1563R-6とAR5047Rはボス径(取り付け部の径)が
D40-17-165-AV ASRTM3040R- AHUM1040R-6 φ47になっておりφ63AVユニットの筒径より小さくなっていま
ASRM2040R-6 AHJM40RS す。これによりボア取り付け部の径に差が生じますが、高い防振効
ASRFM3040R5-M16 果を得るためにはφ63AVユニットでの使用を推奨いたします。
ARB4050R- ASR3050R-5 ※3 D50-22-200-AV及びD63-22-200-AVはカッタ内径ミリサ
イズ品用です。
D50-22.225-200-AV ASR4050- ASR2052R-7※1
ASRT4050R- AHUB1550R-5 THSZWS
※1 ASR2052R-7, ASR5060- , and ASR2066R-8 have different THSZWS
ASRF4050R- ASRFB3050R-7 diameters than the applicable tool diameter for each AV unit, but
tools can still be mounted.
ARB4063R- ASRT5063R-4 ※2 The boss diameters (mounting area diameter) of AHUB1563R-6
ARB5063R-3 ASRF4063R- and AR5047R are Ø47, which is smaller than the tube diameter of
D63-22.225-200-AV AR5047R※2 ASRFB3063R-8 the Ø63AV unit. Although this will result in a diameter difference
※1 ASR3063R-6
ASR5060- with the bore mounting area, it is recommended that the Ø63AV
ASR2066R-8※1 HSK-A100
unit be used to obtain high damping effect. LB1 29 50 HSK-A100
LB1 29 50
ASR5063- AHUB1563R-6※2 ※3 D50-22-200-AV and D63-22-200-AV are for metric bore bodies.
Fig.5 モジュラー(φ40)タイプ用アーバ Fig.6 ボア(φ50,φ63)タイプ用アーバ
別売 部品番号 Arbor for Modular(φ40) type Arbor for Bore(φ50,φ63) type
Parts
部品名 Parts アーバ用ねじ Arbor screw スパナ Spanner 商品コード 在庫 寸 法 Size(mm) 形状 適用AVユニット 重量
Item code Stock (kg)
DCONWS THSZWS LB1 BD1 Shape AV Unit body
形 状 M10 M10 Weight
Shape HSK-A100-95-38 □ 21.5 M18 95 38 Fig.5 D40-17-165-AV 3.2
HSK-A100-150-47 □ 30 M24 150 47 Fig.6 D50-22.225-200-AV
10 25 10 25 D50-22-200-AV 4.2
適用ユニット
Unit body (エアー穴付き With air hole) (エアー穴付き With air hole)
HSK-A100-150-60 □ 40 M27 150 60 Fig.6 D63-22.225-200-AV
D40-17-165-AV - - SN-35 D63-22-200-AV 5.3
D50-22.225-200-AV
D50-22-200-AV SN-41
D63-22.225-200-AV 100-174 100-178
D63-22-200-AV SN-55
□印:特定代理店在庫です。弊社営業へお問合せください。 □:Stocked by specified distributor. Contact with our sales office. □印:特定代理店在庫です。弊社営業へお問合せください。 □:Stocked by specified distributor. Contact with our sales office.
03
DCONWS
BD1
BD2
φ16
DCONMS
DCONWS
φ16
BD2
DCONMS
DCONWS DCONWS
BD1 BD1
φ100
DCONWS DCONWS
BD1
φ100
Page4
標準切削条件表
Recommended Cut t ing Condi t ions
※必ずエアブローまたは外部供給クーラントを使用して切削してください。(発熱による内部部品の劣化防止のため)
詳細はAVアーバに添付の取り扱い説明書を確認してください。
※Be sure to use an air blower or externally supplied coolant when cutting. (to prevent deterioration of internal parts due to generated heat) ※必ず正回転(M03)で使用してください。逆回転(M04)で使用した場合、破損して危険です。
Please check the attached instruction manual for AV Arbor. ※Be sure to use this tool with forward rotation (M03). There is a risk of breakage if it is used with reverse rotation (M04).
φ40 φ50 φ50 φ63
工具径D(適用AVユニット) (D40-17-165-AV) (D50-22.225-200-AVTool dia. (Applicable AV unit)
D50-22-200-AV ) (D50-22.225-200-AV D6
D50-22-200-AV ) ( 3-22.225-200-AV
D63-22-200-AV )
ラジアスエンドミルシリーズ
高送りラジアスミルシリーズ スクエアエンドミルシリーズ ラジアスエンドミルシリーズ ラジアスエンドミルシリーズ
被削材 Right angle 高送りラジアスミルシリーズ
適用カッタ例 Round insert cutter スクエアエンドミルシリーズ 高送りラジアスミルシリーズ スクエアエンドミルシリーズ
Work material High Feed cutter shoulder cutter Round insert cutter Round insert cutter
Right angle shoulder cutter High Feed cutter Right angle shoulder cutter
Example of cutter body AR、ASR AHJ High Feed cutter
[ AHU 等 ] AR、ASR [ AHU 等 ]
ASRT AHU 等 AR、ASR
ASRF 等 ASRT、ASRF 等 ASRT、ASRF 等
突出し量 Overhang(mm) 300(7.5D) 300(7.5D) 350(7D) 400(8D) 450(9D) 350(7D) 400(8D) 450(9D) 350(5.5D) 400(6.3D) 490(7.7D) 350(5.5D) 400(6.3D) 490(7.7D)
切削速度 vc(m/min) 80~120 70~100 80~120 80~120 80~120 70~100 70~100 70~100 80~120 80~120 80~120 70~100 70~100 70~100
一般構造用鋼
Mild steels 一刃当りの送り fz(mm/t) 0.8~1.2 0.06~0.12 0.8~1.2 0.8~1.2 0.8~1.2 0.06~0.12 0.06~0.12 0.06~0.12 0.8~1.2 0.8~1.2 0.8~1.2 0.06~0.12 0.06~0.12 0.06~0.12
(200HB以下)
軸方向の切込み量 ap(mm) 0.2 1.5 0.5 0.3 0.2 1.7 1.1 0.9 0.7 0.5 0.3 3 2.5 1.7
切削速度 vc(m/min) 80~120 70~100 80~120 80~120 80~120 70~100 70~100 70~100 80~120 80~120 80~120 70~100 70~100 70~100
炭素鋼・合金鋼
Carbon steels
Alloy steels 一刃当りの送り fz(mm/t) 0.8~1.2 0.06~0.12 0.8~1.2 0.8~1.2 0.8~1.2 0.06~0.12 0.06~0.12 0.06~0.12 0.8~1.2 0.8~1.2 0.8~1.2 0.06~0.12 0.06~0.12 0.06~0.12
(30HRC以下)
軸方向の切込み量 ap(mm) 0.2 1.5 0.5 0.3 0.2 1.7 1.1 0.9 0.7 0.5 0.3 3 2.5 1.7
切削速度 vc(m/min) 70~100 50~80 70~100 70~100 70~100 50~80 50~80 50~80 70~100 70~100 70~100 50~80 50~80 50~80
炭素鋼・合金鋼
Carbon steels 一刃当りの送り fz(mm/t)
Alloy steels 0.6~1.0 0.05~0.1 0.6~1.0 0.6~1.0 0.6~1.0 0.05~0.1 0.05~0.1 0.05~0.1 0.6~1.0 0.6~1.0 0.6~1.0 0.05~0.1 0.05~0.1 0.05~0.1
(30~40HRC以下)
軸方向の切込み量 ap(mm) 0.2 1.5 0.5 0.3 0.2 1.7 1.1 0.9 0.7 0.5 0.3 3 2.5 1.7
切削速度 vc(m/min) 80~120 70~100 80~120 80~120 80~120 70~100 70~100 70~100 80~120 80~120 80~120 70~100 70~100 70~100
ステンレス鋼
Stainless steels 一刃当りの送り fz(mm/t) 0.6~1.0 0.05~0.1 0.6~1.0 0.6~1.0 0.6~1.0 0.05~0.1 0.05~0.1 0.05~0.1 0.6~1.0 0.6~1.0 0.6~1.0 0.05~0.1 0.05~0.1 0.05~0.1
SUS
軸方向の切込み量 ap(mm) 0.2 1.5 0.5 0.3 0.2 1.7 1.1 0.9 0.7 0.5 0.3 3 2.5 1.7
切削速度 vc(m/min) 80~120 70~100 80~120 80~120 80~120 70~100 70~100 70~100 80~120 80~120 80~120 70~100 70~100 70~100
鋳鉄
Cast irons 一刃当りの送り fz(mm/t) 0.8~1.5 0.06~0.12 0.8~1.5 0.8~1.5 0.8~1.5 0.06~0.12 0.06~0.12 0.06~0.12 0.8~1.5 0.8~1.5 0.8~1.5 0.06~0.12 0.06~0.12 0.06~0.12
FC, FCD
軸方向の切込み量 ap(mm) 0.2 1.5 0.5 0.3 0.2 1.7 1.1 0.9 0.7 0.5 0.3 3 2.5 1.7
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
②各工具の推奨材種は、工具毎の条件表に記載している材種を参考にしてください。
③本商品は必ず正回転(M03)で使用してください。逆回転(M04)で使用した場合、破損して危険です。
④丸駒カッタ(AR)は平面加工での使用を推奨いたします。掘り込み加工は高送り加工用カッタ(ASR,ASRT,ASRF)を使用してください。 オーバーホールについて Regarding overhaul
⑤丸駒カッタと高送り加工用カッタの軸方向の切り込み量apの推奨条件は径方向の切り込み量aeが工具径の80%の状態にて算出しております。
⑥内部クーラントを用いた水溶性切削液のご使用をお控え下さい。 本商品の内部に消耗部品を使用しているため、使用頻度に応じて防振効果が劣化いたします。本商品の防振効果
⑦内部クーラントはエアーのみでご使用ください。 を維持するためにはオーバーホールが必要となります。常時使用時に約1年を目安として実施してください。
⑧内部クーラント(水溶性)をご希望のお客様は、弊社営業にご相談下さい。 Since consumables are used in the internal of this product, the damping effect deteriorates with frequency of use. In order to maintain the damping effect of
【Note】①These conditions are for general guidance, in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. this product, periodic overhaul is necessary. Under always usage, overhaul is generally required approximately once per year.
②The grade shown in each tool's conditions table should be used as a reference for the recommended grades for each tool.
③Be sure to use this tool with forward rotation (M03). There is a risk of breakage if it is used with reverse rotation (M04). ※AVユニットは分解しないでください。防振効果が失われます。
④Round insert cutters (AR shape) are recommended for face milling.
For die-sinking, use cutters for high-feed machining (ASR shape, ASRT shape, ASRF shape). ※長時間使用しない場合は立てて保管してください。
⑤The recommended condition for depth of cut ap for round insert cutters and high-feed machining cutters is calculated with the width of cut ae being 80% ※Do not disassemble the AV unit. Damping ability may be lost.
of the tool diameter D. ※When it will not be used for a long period of time, please store it in an upright position.
⑥Please refrain from using water-soluble cutting fluids that use internal coolant.
⑦Please use only air as internal coolant.
⑧If you wish to use an internal coolant (water-soluble), please contact our sales representative. オーバーホールの詳細については弊社営業へお問合せください
For details regarding overhaul, contact with our sales office.
04
Page5
標準切削条件表
Recommended Cut t ing Condi t ions
※必ずエアブローまたは外部供給クーラントを使用して切削してください。(発熱による内部部品の劣化防止のため)
詳細はAVアーバに添付の取り扱い説明書を確認してください。
※Be sure to use an air blower or externally supplied coolant when cutting. (to prevent deterioration of internal parts due to generated heat) ※必ず正回転(M03)で使用してください。逆回転(M04)で使用した場合、破損して危険です。
Please check the attached instruction manual for AV Arbor. ※Be sure to use this tool with forward rotation (M03). There is a risk of breakage if it is used with reverse rotation (M04).
φ40 φ50 φ50 φ63
工具径D(適用AVユニット) (D40-17-165-AV) (D50-22.225-200-AVTool dia. (Applicable AV unit)
D50-22-200-AV ) (D50-22.225-200-AV D6
D50-22-200-AV ) ( 3-22.225-200-AV
D63-22-200-AV )
ラジアスエンドミルシリーズ
高送りラジアスミルシリーズ スクエアエンドミルシリーズ ラジアスエンドミルシリーズ ラジアスエンドミルシリーズ
被削材 Right angle 高送りラジアスミルシリーズ
適用カッタ例 Round insert cutter スクエアエンドミルシリーズ 高送りラジアスミルシリーズ スクエアエンドミルシリーズ
Work material High Feed cutter shoulder cutter Round insert cutter Round insert cutter
Right angle shoulder cutter High Feed cutter Right angle shoulder cutter
Example of cutter body AR、ASR AHJ High Feed cutter
[ AHU 等 ] AR、ASR [ AHU 等 ]
ASRT AHU 等 AR、ASR
ASRF 等 ASRT、ASRF 等 ASRT、ASRF 等
突出し量 Overhang(mm) 300(7.5D) 300(7.5D) 350(7D) 400(8D) 450(9D) 350(7D) 400(8D) 450(9D) 350(5.5D) 400(6.3D) 490(7.7D) 350(5.5D) 400(6.3D) 490(7.7D)
切削速度 vc(m/min) 80~120 70~100 80~120 80~120 80~120 70~100 70~100 70~100 80~120 80~120 80~120 70~100 70~100 70~100
一般構造用鋼
Mild steels 一刃当りの送り fz(mm/t) 0.8~1.2 0.06~0.12 0.8~1.2 0.8~1.2 0.8~1.2 0.06~0.12 0.06~0.12 0.06~0.12 0.8~1.2 0.8~1.2 0.8~1.2 0.06~0.12 0.06~0.12 0.06~0.12
(200HB以下)
軸方向の切込み量 ap(mm) 0.2 1.5 0.5 0.3 0.2 1.7 1.1 0.9 0.7 0.5 0.3 3 2.5 1.7
切削速度 vc(m/min) 80~120 70~100 80~120 80~120 80~120 70~100 70~100 70~100 80~120 80~120 80~120 70~100 70~100 70~100
炭素鋼・合金鋼
Carbon steels
Alloy steels 一刃当りの送り fz(mm/t) 0.8~1.2 0.06~0.12 0.8~1.2 0.8~1.2 0.8~1.2 0.06~0.12 0.06~0.12 0.06~0.12 0.8~1.2 0.8~1.2 0.8~1.2 0.06~0.12 0.06~0.12 0.06~0.12
(30HRC以下)
軸方向の切込み量 ap(mm) 0.2 1.5 0.5 0.3 0.2 1.7 1.1 0.9 0.7 0.5 0.3 3 2.5 1.7
切削速度 vc(m/min) 70~100 50~80 70~100 70~100 70~100 50~80 50~80 50~80 70~100 70~100 70~100 50~80 50~80 50~80
炭素鋼・合金鋼
Carbon steels 一刃当りの送り fz(mm/t)
Alloy steels 0.6~1.0 0.05~0.1 0.6~1.0 0.6~1.0 0.6~1.0 0.05~0.1 0.05~0.1 0.05~0.1 0.6~1.0 0.6~1.0 0.6~1.0 0.05~0.1 0.05~0.1 0.05~0.1
(30~40HRC以下)
軸方向の切込み量 ap(mm) 0.2 1.5 0.5 0.3 0.2 1.7 1.1 0.9 0.7 0.5 0.3 3 2.5 1.7
切削速度 vc(m/min) 80~120 70~100 80~120 80~120 80~120 70~100 70~100 70~100 80~120 80~120 80~120 70~100 70~100 70~100
ステンレス鋼
Stainless steels 一刃当りの送り fz(mm/t) 0.6~1.0 0.05~0.1 0.6~1.0 0.6~1.0 0.6~1.0 0.05~0.1 0.05~0.1 0.05~0.1 0.6~1.0 0.6~1.0 0.6~1.0 0.05~0.1 0.05~0.1 0.05~0.1
SUS
軸方向の切込み量 ap(mm) 0.2 1.5 0.5 0.3 0.2 1.7 1.1 0.9 0.7 0.5 0.3 3 2.5 1.7
切削速度 vc(m/min) 80~120 70~100 80~120 80~120 80~120 70~100 70~100 70~100 80~120 80~120 80~120 70~100 70~100 70~100
鋳鉄
Cast irons 一刃当りの送り fz(mm/t) 0.8~1.5 0.06~0.12 0.8~1.5 0.8~1.5 0.8~1.5 0.06~0.12 0.06~0.12 0.06~0.12 0.8~1.5 0.8~1.5 0.8~1.5 0.06~0.12 0.06~0.12 0.06~0.12
FC, FCD
軸方向の切込み量 ap(mm) 0.2 1.5 0.5 0.3 0.2 1.7 1.1 0.9 0.7 0.5 0.3 3 2.5 1.7
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
②各工具の推奨材種は、工具毎の条件表に記載している材種を参考にしてください。
③本商品は必ず正回転(M03)で使用してください。逆回転(M04)で使用した場合、破損して危険です。
④丸駒カッタ(AR)は平面加工での使用を推奨いたします。掘り込み加工は高送り加工用カッタ(ASR,ASRT,ASRF)を使用してください。 オーバーホールについて Regarding overhaul
⑤丸駒カッタと高送り加工用カッタの軸方向の切り込み量apの推奨条件は径方向の切り込み量aeが工具径の80%の状態にて算出しております。
⑥内部クーラントを用いた水溶性切削液のご使用をお控え下さい。 本商品の内部に消耗部品を使用しているため、使用頻度に応じて防振効果が劣化いたします。本商品の防振効果
⑦内部クーラントはエアーのみでご使用ください。 を維持するためにはオーバーホールが必要となります。常時使用時に約1年を目安として実施してください。
⑧内部クーラント(水溶性)をご希望のお客様は、弊社営業にご相談下さい。 Since consumables are used in the internal of this product, the damping effect deteriorates with frequency of use. In order to maintain the damping effect of
【Note】①These conditions are for general guidance, in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. this product, periodic overhaul is necessary. Under always usage, overhaul is generally required approximately once per year.
②The grade shown in each tool's conditions table should be used as a reference for the recommended grades for each tool.
③Be sure to use this tool with forward rotation (M03). There is a risk of breakage if it is used with reverse rotation (M04). ※AVユニットは分解しないでください。防振効果が失われます。
④Round insert cutters (AR shape) are recommended for face milling.
For die-sinking, use cutters for high-feed machining (ASR shape, ASRT shape, ASRF shape). ※長時間使用しない場合は立てて保管してください。
⑤The recommended condition for depth of cut ap for round insert cutters and high-feed machining cutters is calculated with the width of cut ae being 80% ※Do not disassemble the AV unit. Damping ability may be lost.
of the tool diameter D. ※When it will not be used for a long period of time, please store it in an upright position.
⑥Please refrain from using water-soluble cutting fluids that use internal coolant.
⑦Please use only air as internal coolant.
⑧If you wish to use an internal coolant (water-soluble), please contact our sales representative. オーバーホールの詳細については弊社営業へお問合せください
For details regarding overhaul, contact with our sales office.
05
Page6
切削性能
Cutt ing performance
AVアーバと超硬シャンクの肩削り切削領域比較 Comparison of cutting regions for AV arbor and carbide shank when shoulder cutting
φ40 ASRT形 ASRT Type φ40 AHU形 AHU Type φ63 ASRT形 ASRT Type φ63 AHU形 AHU Type
2.0 2.0 2.0 4.0
AVアーバ AVアーバ
AV Arbor AV Arbor
BT50-95-38 + D40-17-165-AV BT50-95-38 + D40-17-165-AV
1.5 1.5 1.5 AVアーバ 3.0
AV Arbor AVアーバ
BT50-150-60 AV Arbor
+ D63-22.225-200-AV BT50-150-60 + D63-22.225-200-AV
1.0 1.0 1.0 2.0
超硬シャンク 超硬シャンク
Carbide Shank Carbide Shank
ASC32-17-360-240 ASC32-17-360-240
0.5 0.5 0.5 標準アーバ(鋼製アーバ) 1.0 標準アーバ(鋼製アーバ)
Standard Arbor (Steel Arbor)
Standard Arbor (Steel Arbor)
BT50-22.225-350-63 BT50-22.225-350-63
0 10 20 30 40 0 10 20 30 40 0 10 20 30 40 50 60 0 10 20 30 40 50 60
切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm)
工 具 ASRTM3040R-4(WDNT09T320) 工 具 AHUM1040R-6(JDMT100308R) 工 具 ASRT5063R-4(WDNT140520) 工 具 AHUB1563R-6(JDMT150508R)
Tool Tool Tool Tool
切 削 条 件 vc = 90 m/min(n = 716 min-1) 切 削 条 件 vc = 80 m/min(n = 636 min-1) 切 削 条 件 vc = 120 m/min(n = 606 min-1) 切 削 条 件 vc = 80 m/min(n = 404 min-1)
Cutting conditions fz = 1.0 mm/t (vf = 2865 mm/min) Cutting conditions fz = 0.08 mm/t (vf = 306 mm/min) Cutting conditions fz = 1.5 mm/t (vf = 3638 mm/min) Cutting conditions fz = 0.08 mm/t (vf = 194 mm/min)
クーラント Air blow クーラント Air blow クーラント Air blow クーラント Air blow
Coolant Coolant Coolant Coolant
被 削 材 S50C(220HB) 被 削 材 S50C(220HB) 被 削 材 S50C(220HB) 被 削 材 S50C(220HB)
Work material Work material Work material Work material
使 用 機 械 BT50 マシニングセンタ Machining center 使 用 機 械 BT50 マシニングセンタ Machining center 使 用 機 械 BT50 マシニングセンタ Machining center 使 用 機 械 BT50 マシニングセンタ Machining center
Machine used Machine used Machine used Machine used
突 出し 量 300 mm (L/D = 7.5) 突 出 し 量 300 mm (L/D = 7.5) 突 出し 量 400 mm (L/D = 6.3) 突 出 し 量 400 mm (L/D = 6.3)
Overhang Overhang Overhang Overhang
AVアーバと標準アーバ(鋼製アーバ)の肩削り切削領域比較 Comparison of cutting regions for AV arbor and standard arbor (steel arbor) when shoulder cutting 軸方向切込み量の比較〈 ポケット加工テスト結果〉 Comparison of axial-depth of cut (pocket machining test results)
φ50 ASRT形 ASRT Type φ50 AHU形 AHU Type 軸方向切込み ap Axial cutting depth (mm) 工 具 ASR4050-4
Tool
2.0 4.0 0.2 0.3 0.4 0.5 0.6
AVアーバ 切 削 条 件 vc = 94 m/min(n = 600 min-1AVアーバ )
AV Arbor AV Arbor 標準アーバ (鋼製アーバ) Cutting conditions
Standard Arbor (Steel Arbor) △ ×(NG) fz = 1.0 mm/t (vf = 2400 mm/min)
BT50-150-47 + D50-22.225-200-AV BT50-150-47 + D50-22.225-200-AV ae = 30 mm
1.5 3.0 AVアーバ (NG)
AV Arbor ○ ○ ○ × 被 削 材 S50C(220HB)
Work material
φ50 突 出し 量 400 mm (L/D = 8.0)
1.0 2.0 Overhang
標準アーバ(鋼製アーバ) 標準アーバ(鋼製アーバ)
Standard Arbor (Steel Arbor) Standard Arbor (Steel Arbor)
BT50-22.225-350-50 BT50-22.225-350-50
400mm
0.5 1.0
0 10 20 30 40 50 0 5 10 15 20 実績は語る Field Data
切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm) ユーザー 使用工具 L/D 被削材 切削条件 結 果
User Tools Work material Cutting conditions Result
工 具 ASRT4050R-4(WDNT120420) 工 具 AHUB1550R-5(JDMT150508R)
Tool Tool ASRF4063R-4 vc= 118 m/min, n = 600min-1,
1 A社 従来は放電加工であったが、切削加工が可能になった。
切 削 条 件 vc = 90 m/min(n = 580 min-1) 切 削 条 件 vc = 80 m/min(n = 509 min-1) D63-22.225-200-AV 6.4 S50C vf = 3000mm/min, fz = 1.3mm/t,
Company A Electro-discharge machining was used conventionally, but cutting
Cutting conditions fz = 1.0 mm/t (vf = 2292 mm/min) Cutting conditions fz = 0.08 mm/t (vf = 203 mm/min) BT50-150-60 ap = 0.5mm machining is now possible.
クーラント Air blow クーラント Air blow ASR4050-4 SNCM vc= 102 m/min, n = 650min-1,
2 B社 相当材 安定切削により、加工面の仕上げが不要になった。
Coolant Coolant D50-22.225-200-AV 8 vf= 1950mm/min, fz = 0.8mm/t,
Company B
被 削 材 S50C(220HB) 被 削 材 S50C(220HB) Material equivalent a Stable cutting makes finishing the machined surface unnecessary.
BT50-150-47 to SNCM p = 1.0mm
Work material Work material
使 用 機 械 BT50 マシニングセンタ 使 用 機 械 BT50 マシニングセンタ ASR4050-3 SUS420 vc= 94m/min, n = 600min-1,
Machining center Machining center 鋼製アーバに対してAVアーバは切り込み2倍・送り1.25倍で安定切削。
Machine used Machine used 3 C社 D50-22.225-200-AV 8 相当材 vf = 1800mm/min, fz = 1.0mm/t,
Company C Compared to a steel arbor, the AV arbor provided stable cutting
突 出し 量 400 mm (L/D = 8.0) 突 出 し 量 400 mm (L/D = 8.0) Material equivalent
BT50-150-47 to SUS420 ap×ae = 0.4 × 30mm at 2× the cutting depth and 1.25× the feed rate.
Overhang Overhang
ARB4050R-3 vc= 120m/min, n = 760min-1,
4 D社 8 vf = 910mm/min, fz = 0.4mm/t, 鋼製アーバに比べて安定切削で、能率57%UP。
D50-22.225-200-AV 鋳鋼
Company D cast steel
ap×ae = 1.0 × 35mm Stable cutting compared to steel arbor increased efficiency by 57%.
BT50-200-47
06
切込み深さ ap Depth of cut (mm) 切込み深さ ap Depth of cut (mm)
切込み深さ ap Depth of cut (mm) 切込み深さ ap Depth of cut (mm)
切込み深さ ap Depth of cut (mm)
切込み深さ ap Depth of cut (mm)
Page7
切削性能
Cutt ing performance
AVアーバと超硬シャンクの肩削り切削領域比較 Comparison of cutting regions for AV arbor and carbide shank when shoulder cutting
φ40 ASRT形 ASRT Type φ40 AHU形 AHU Type φ63 ASRT形 ASRT Type φ63 AHU形 AHU Type
2.0 2.0 2.0 4.0
AVアーバ AVアーバ
AV Arbor AV Arbor
BT50-95-38 + D40-17-165-AV BT50-95-38 + D40-17-165-AV
1.5 1.5 1.5 AVアーバ 3.0
AV Arbor AVアーバ
BT50-150-60 AV Arbor
+ D63-22.225-200-AV BT50-150-60 + D63-22.225-200-AV
1.0 1.0 1.0 2.0
超硬シャンク 超硬シャンク
Carbide Shank Carbide Shank
ASC32-17-360-240 ASC32-17-360-240
0.5 0.5 0.5 標準アーバ(鋼製アーバ) 1.0 標準アーバ(鋼製アーバ)
Standard Arbor (Steel Arbor)
Standard Arbor (Steel Arbor)
BT50-22.225-350-63 BT50-22.225-350-63
0 10 20 30 40 0 10 20 30 40 0 10 20 30 40 50 60 0 10 20 30 40 50 60
切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm)
工 具 ASRTM3040R-4(WDNT09T320) 工 具 AHUM1040R-6(JDMT100308R) 工 具 ASRT5063R-4(WDNT140520) 工 具 AHUB1563R-6(JDMT150508R)
Tool Tool Tool Tool
切 削 条 件 vc = 90 m/min(n = 716 min-1) 切 削 条 件 vc = 80 m/min(n = 636 min-1) 切 削 条 件 vc = 120 m/min(n = 606 min-1) 切 削 条 件 vc = 80 m/min(n = 404 min-1)
Cutting conditions fz = 1.0 mm/t (vf = 2865 mm/min) Cutting conditions fz = 0.08 mm/t (vf = 306 mm/min) Cutting conditions fz = 1.5 mm/t (vf = 3638 mm/min) Cutting conditions fz = 0.08 mm/t (vf = 194 mm/min)
クーラント Air blow クーラント Air blow クーラント Air blow クーラント Air blow
Coolant Coolant Coolant Coolant
被 削 材 S50C(220HB) 被 削 材 S50C(220HB) 被 削 材 S50C(220HB) 被 削 材 S50C(220HB)
Work material Work material Work material Work material
使 用 機 械 BT50 マシニングセンタ Machining center 使 用 機 械 BT50 マシニングセンタ Machining center 使 用 機 械 BT50 マシニングセンタ Machining center 使 用 機 械 BT50 マシニングセンタ Machining center
Machine used Machine used Machine used Machine used
突 出し 量 300 mm (L/D = 7.5) 突 出 し 量 300 mm (L/D = 7.5) 突 出し 量 400 mm (L/D = 6.3) 突 出 し 量 400 mm (L/D = 6.3)
Overhang Overhang Overhang Overhang
AVアーバと標準アーバ(鋼製アーバ)の肩削り切削領域比較 Comparison of cutting regions for AV arbor and standard arbor (steel arbor) when shoulder cutting 軸方向切込み量の比較〈 ポケット加工テスト結果〉 Comparison of axial-depth of cut (pocket machining test results)
φ50 ASRT形 ASRT Type φ50 AHU形 AHU Type 軸方向切込み ap Axial cutting depth (mm) 工 具 ASR4050-4
Tool
2.0 4.0 0.2 0.3 0.4 0.5 0.6
AVアーバ 切 削 条 件 vc = 94 m/min(n = 600 min-1AVアーバ )
AV Arbor AV Arbor 標準アーバ (鋼製アーバ) Cutting conditions
Standard Arbor (Steel Arbor) △ ×(NG) fz = 1.0 mm/t (vf = 2400 mm/min)
BT50-150-47 + D50-22.225-200-AV BT50-150-47 + D50-22.225-200-AV ae = 30 mm
1.5 3.0 AVアーバ (NG)
AV Arbor ○ ○ ○ × 被 削 材 S50C(220HB)
Work material
φ50 突 出し 量 400 mm (L/D = 8.0)
1.0 2.0 Overhang
標準アーバ(鋼製アーバ) 標準アーバ(鋼製アーバ)
Standard Arbor (Steel Arbor) Standard Arbor (Steel Arbor)
BT50-22.225-350-50 BT50-22.225-350-50
400mm
0.5 1.0
0 10 20 30 40 50 0 5 10 15 20 実績は語る Field Data
切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm) ユーザー 使用工具 L/D 被削材 切削条件 結 果
User Tools Work material Cutting conditions Result
工 具 ASRT4050R-4(WDNT120420) 工 具 AHUB1550R-5(JDMT150508R)
Tool Tool ASRF4063R-4 vc= 118 m/min, n = 600min-1,
1 A社 従来は放電加工であったが、切削加工が可能になった。
切 削 条 件 vc = 90 m/min(n = 580 min-1) 切 削 条 件 vc = 80 m/min(n = 509 min-1) D63-22.225-200-AV 6.4 S50C vf = 3000mm/min, fz = 1.3mm/t,
Company A Electro-discharge machining was used conventionally, but cutting
Cutting conditions fz = 1.0 mm/t (vf = 2292 mm/min) Cutting conditions fz = 0.08 mm/t (vf = 203 mm/min) BT50-150-60 ap = 0.5mm machining is now possible.
クーラント Air blow クーラント Air blow ASR4050-4 SNCM vc= 102 m/min, n = 650min-1,
2 B社 相当材 安定切削により、加工面の仕上げが不要になった。
Coolant Coolant D50-22.225-200-AV 8 vf= 1950mm/min, fz = 0.8mm/t,
Company B
被 削 材 S50C(220HB) 被 削 材 S50C(220HB) Material equivalent a Stable cutting makes finishing the machined surface unnecessary.
BT50-150-47 to SNCM p = 1.0mm
Work material Work material
使 用 機 械 BT50 マシニングセンタ 使 用 機 械 BT50 マシニングセンタ ASR4050-3 SUS420 vc= 94m/min, n = 600min-1,
Machining center Machining center 鋼製アーバに対してAVアーバは切り込み2倍・送り1.25倍で安定切削。
Machine used Machine used 3 C社 D50-22.225-200-AV 8 相当材 vf = 1800mm/min, fz = 1.0mm/t,
Company C Compared to a steel arbor, the AV arbor provided stable cutting
突 出し 量 400 mm (L/D = 8.0) 突 出 し 量 400 mm (L/D = 8.0) Material equivalent
BT50-150-47 to SUS420 ap×ae = 0.4 × 30mm at 2× the cutting depth and 1.25× the feed rate.
Overhang Overhang
ARB4050R-3 vc= 120m/min, n = 760min-1,
4 D社 8 vf = 910mm/min, fz = 0.4mm/t, 鋼製アーバに比べて安定切削で、能率57%UP。
D50-22.225-200-AV 鋳鋼
Company D cast steel
ap×ae = 1.0 × 35mm Stable cutting compared to steel arbor increased efficiency by 57%.
BT50-200-47
07
切込み深さ ap Depth of cut (mm) 切込み深さ ap Depth of cut (mm)
切込み深さ ap Depth of cut (mm) 切込み深さ ap Depth of cut (mm)
切込み深さ ap Depth of cut (mm)
切込み深さ ap Depth of cut (mm)
Page8
図、表等のデータは試験結果の一例であり、保証値ではありません。
「 」は株式会社MOLDINOの登録商標です。
The diagrams and table data are examples of test results, and are not guaranteed values.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
安 全 上 の ご 注 意 Attentions on Safety
1. 取扱上のご注意 1. Attentions regarding handling
(1)工具をケース(梱包)から取り出す際は、足元への落下あるいは素手の指先へ落して怪我をしないよ (1) When removing the tool from the case (package), be careful not to drop it on your foot or
うに十分なご注意をお願いします。 drop it onto the tips of your bare fingers.
(2)インサートをセットして実際にご使用する場合は、切れ刃を素手で直接触れないように注意してください。 (2) When actually setting the inserts, be careful not to touch the cutting flute directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用にあたって、インサートのセッティングは確実に行っていただき、アーバ等への取付けも確実に 2. Attentions regarding mounting
行ってください。 (1) When preparing for use, be sure that the inserts are firmly mounted in place and that they
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を除いて are firmly mounted on the arbor, etc.
ください。 (2) If abnormal chattering occurs during use, stop the machine immediately and remove the
cause of the chattering.
3. 使用上のご注意
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Attentions during use
(1) Before use, confirm the dimensions and direction of rotation of the tool and milling work
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when
ください。 starting new work. The cutting conditions should be adjusted as appropriate when the cutting
(3)インサートは硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛散す depth is large, the rigidity of the machine being used is low, or according to the conditions of
ることがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐れが the work material.
ありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用し (3) The inserts are made of a hard material. During use, they may break and fly off. In addition,
て安全な環境下での作業をお願いいたします。 cutting chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage
・引火や爆発の危険のあるところでは使用しないでください。 from such flying pieces, a safety cover should be installed and safety equipment such as
・不水溶性切削油は、火災の恐れがありますので使用しないでください。 safety glasses should be worn to create a safe environment for work.
(4)工具を本来の目的以外に使用したり、改造したりしないでください。 ・Do not use where there is a risk of fire or explosion.
・Do not use non-water-soluble cutting oils. Such oils may result in fire.
4. 工具に関して、安全上の問題点・不明の点・その他ご相談がありましたら フリーダイヤル技術相談 へ (4) Do not use the tool for any purpose other than that for which it is intended, and do not modify it.
お問い合わせください。
ホームページ フリーダイヤル技術相談
https://www.moldino.com
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階) 工具選定データベース【 TOOLSEARCH】
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0276-59-6001 FAX0276-59-6005 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION Detroit office c/o RFM Inc. Customer service 2001 Orndorf Drive, Brighton, MI 48116 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MITSUBISHI MATERIALS MÉXICO S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800
ブラジル/MITSUBISHI MATERIALS BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MITSUBISHI MATERIALS (THAILAND) CO., LTD. 139/3 Moo 2, Tambon Khlong Chik, Amphoe Bang Pa-in, Phra Nakhon Si Ayutthaya 13160, Thailand TEL:+66-3525-8024
イ ン ド/Mitsubishi Materials India Private Limited H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600
予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2026-2(ME)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2012-10:FP