


このカタログについて
| ドキュメント名 | 精密加工技術を支える スピンドルシリーズ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 13.8Mb |
| 取り扱い企業 | セイコーインスツル株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
スピンドルシリーズ
精密加工技術を支える
Page2
腕時計製造から始まった超高精度の追求
高出力・高剛性 高出力のビルトインモータ搭載高能率加工
高い技術が要求される腕時計製造で培った精密加工技術。 回転軸の大径化により高速・高剛性化
中でも、私たちは研削加工の分野で実績と経験を積み重ねて参りました。
SIIスピンドルシリーズはSII 製内面研削盤用の超高速高周波スピンドルを起源とし、
以来半世紀、お客様から高い信頼を頂いております。
超精密加工 高精度 高精度ベアリング(UP、P2等級)使用新製品である“SSPG シリーズ”は、豊富な経験に新技術を取り入れ開発され、 振動・騒音が少ない
“ゴールドスピンドル”としてデザインを一新し、新たなステージに踏み出しました。
また、回転数 300,000 min -1 まで対応したHシリーズ、
それに加え高速超高精度油静圧やエアスピンドルなど、豊富なバリエーションを取り揃えております。
高信頼性 高品質 全ての部品を厳選、独自の組立技術、入念な組立調整機能検査システムによる品質管理
腕時計の生産技術で培った 世界に誇る超精密研削加工 超精密研削盤の心臓部
精密加工技術・精密組立技術 究極の形状精度を実現 超高速・高精度・高剛性スピンドル
旧セイコー精機時代より約半世紀に
亘り積み重ねた信頼と実績
CONTENTS
概要 1
SI I スピンドルシリーズ 3
SSPG シリーズ 4
Hシリーズ 9
その他スピンドル 11
流体軸受けスピンドル 12
カスタム対応 13
1881年 服部金太郎が服部時計店(現セイコーホールディングス)創業 周辺機器 15
1937年 第二精工舎(現セイコーインスツル 以下SII)設立
1964年 セイコー精機 設立 貸出 / 修理 16
1966年 内面研削盤開発 超高速高周波スピンドルM20(200,000 min-1)を開発 技術資料 17
2001年 セイコー精機はセイコーインスツルメンツ(現SII)と合併
2009年 SIIはセイコーホールディングスの100%出資会社となる 取扱上の注意 21
2013 年 スピンドル単品販売開始 新シリーズリリース スピンドル仕様確認シート 22
1 2
Page3
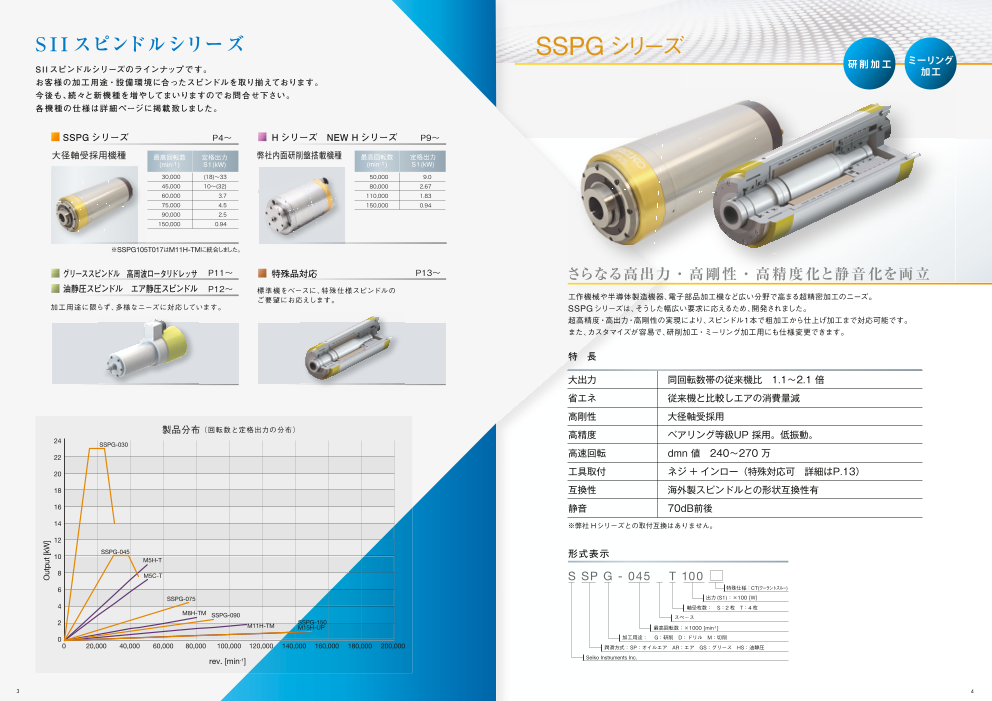
S I I スピンドルシリーズ SSPGシリーズ
ミーリング
SIIスピンドルシリーズのラインナップです。 研削加工 加工
お客様の加工用途・設備環境に合ったスピンドルを取り揃えております。
今後も、続々と新機種を増やしてまいりますのでお問合せ下さい。
各機種の仕様は詳細ページに掲載致しました。
SSPG シリーズ P4~ Hシリーズ NEW Hシリーズ P9~
大径軸受採用機種 最高回転数 定格出力 弊社内面研削盤搭載機種 最高回転数 定格出力
(min-1) S1(kW) (min-1) S1(kW)
30,000 (18)~33 50,000 9.0
45,000 10~(32) 80,000 2.67
60,000 3.7 110,000 1.83
75,000 4.5 150,000 0.94
90,000 2.5
150,000 0.94
※SSPG105T017はM11H-TMに統合しました。
グリーススピンドル 高周波ロータリドレッサ P11~ 特殊品対応 P13~ さらなる高出力・高剛性・高精度化と静音化を両立
油静圧スピンドル エア静圧スピンドル P12~ 標準機をベースに、特殊仕様スピンドルの
ご要望にお応えします。 工作機械や半導体製造機器、電子部品加工機など広い分野で高まる超精密加工のニーズ。
加工用途に限らず、多様なニーズに対応しています。 SSPGシリーズは、そうした幅広い要求に応えるため、開発されました。
超高精度・高出力・高剛性の実現により、スピンドル1本で粗加工から仕上げ加工まで対応可能です。
また、カスタマイズが容易で、研削加工・ミーリング加工用にも仕様変更できます。
特 長
大出力 同回転数帯の従来機比 1.1~2.1 倍
省エネ 従来機と比較しエアの消費量減
高剛性 大径軸受採用
製品分布(回転数と定格出力の分布)
24 高精度 ベアリング等級UP 採用。低振動。SSPG-030
22 高速回転 dmn 値 240~270 万
20 工具取付 ネジ + インロー(特殊対応可 詳細はP.13)
18 互換性 海外製スピンドルとの形状互換性有
16 静音 70dB前後
14 ※弊社Hシリーズとの取付互換はありません。
12
10 SSPG-045 形式表示M5H-T
8 M5C-T S SP G - 045 T 100
6 特殊仕様:CT(クーラントスルー)
SSPG-075 出力 (S1):×100 [W]
4 軸受枚数: S:2枚 T:4枚
M8H-TM SSPG-090 スペース
2 M11H-TM SSPG-150M15H-UP 最高回転数:×1000 [min-1]
0 加工用途: G:研削 D:ドリル M:切削
0 20,000 40,000 60,000 80,000 100,000 120,000 140,000 160,000 180,000 200,000 潤滑方式:SP:オイルエア AR:エア GS:グリース HS:油静圧
rev. [min-1] Seiko Instruments Inc.
3 4
Output [kW]
Page4
最高回転数 30,000 min -1 切削用 研削用 最高回転数 42,000 min -1 切削用 研削用
※参考図 ご購入前にかならず最新版の仕様図をご確認ください。 ※参考図 ご購入前にかならず最新版の仕様図をご確認ください。
434.5 319
16 80.5 280 Clamping area 58 12 62 212 Clamping area 33 (24.9)
20
80
Power cable connector 50 Air purge inlet 70
MS3102A32 17P (φ6/0.1MPa)
0.001
- 40
Air purge Oil & Air Power cable connector
inlet inlet φ6 MS3102A24-11φ6 0.001
Oil & Air
inlet φ6
Cooling fluid
Cooling fluid In φ10
In φ10 Exhaust and Cooling fluid
Cooling fluid +0.008 oil drain φ8 Out φ10
Exhaust and Out φ10 φ36 +0.003
oil drain φ8 0.002
0.002 φ5.1 クイル仕様穴形状
5.5 7.25
SSPG-030 / T230 / T330 SSPG-042 T100
仕 様 仕 様
内 容 項 目 内 容
項 目
T230 T330 Torque curve SSPG-030 T230/ T330 加工内容 研削または切削 Torque curve SSPG-045T100
加工内容 研削または切削 18.00 最高回転数 42,000 min-(1 45,000min-1オプション) 4.00
16.00 S6-60%(T330)最高回転数 30,000 min -1 回転方向 クイル側から見て反時計方向 3.50 S6-60%
回転方向 クイル側から見て反時計方向 14.00 取付方向 水平 / 垂直(クイル下向き) ※別仕様 3.00 S1
12.00
取付方向 水平 / 垂直(クイル下向き) ※別仕様 S1(T330) 主軸端形式 M28(図示()HSK-C40オプション) 2.50
10.00
主軸端形式 M36(図示) S6-60%(T230) 軸径 φ45 mm 2.00
8.00
軸径 65 mm S1(T230) シール用エア6.00 必要 1.50
シール用エア 必要 4.00 水冷(防錆剤入り)、油冷可(条件あり)冷却方式 1.00
冷却方式 水冷(防錆剤入り)、油冷可(条件あり ) 2.00 流量 6 l/min 以上(水冷の場合) 0.50
方式 オイルエア 0.00 方式 オイルエア 0.00
潤滑 粘度 ISO VG32 0 10000 20000 30000 潤滑 粘度 ISO VG32 0 15000 30000 45000rev. [min-1]
設定 都度、算出致します 設定 都度、算出致します rev. [min
-1]
電圧 三相 350V 電圧 三相 220V(380Vオプション)
周波数 1000 Hz 周波数 1400 Hz
極数 4 極 V-F curve SSPG-030 T230/ T330 極数 4 極 V-F curve SSPG-045T100
400 250
26.0 kW (S6- 60%) 33.0 kW (S6- 60%) 11.5 kW (S6- 60%)
モータ仕様 定格出力 350 T230 定格出力 220 220
23.0 kW (S1-100%) 37.0 kW (S1-100%) モータ仕様 10.0 kW (S1-100%) 205200
300
定格トルク 16.5 Nm (S6-60%) 17.0 Nm (S6-60%)
250 T330-350V
3.4 Nm (S6-60%)
定格トルク
15.1 Nm (S1-100%) 15.4 Nm (S1-100%) 3.2 Nm (S1-100%) 150
定格電流 53 A (S1-100%) 76 A (S1-100%) 200 49 A (S6-60%)
150 定格電流 100ラジアル 200 N/μm 45 A (S1-100%)
剛性値(参考)
スラスト 125 N/μm 100 ラジアル 125 N/μm 50
ラジアル 2 μm 以下 50
剛性値(参考)
スラスト 91 N/μm
静的振れ精度
スラスト 1 μm 以下 0 0 10000 20000 30000 ラジアル 2 μm 以下
0
静的振れ精度 0 15000 30000 45000
センサ サーミスタ PTC 130 ℃ rev. [min-1] スラスト 1 μm 以下 rev. [min-1]
センサ サーミスタ PTC 130 ℃
5 6
φ149.8
φ132
φ63
φ150 h5
Voltage [V] Torque [Nm]
SW55
M36×2 φ115
φ149.9
φ119.8
φ102
φ43.5
+0.008 φ120 h5
φ28+0.003
Voltage [V] Torque [Nm]
φ119.8
M28×2
Page5
最高回転数60,000 min -175,000 min -190,000 min -1 研削用 最高回転数150,000 min -1 研削用
※参考図 ご購入前にかならず最新版の仕様図をご確認ください。 ※参考図 ご購入前にかならず最新版の仕様図をご確認ください。
A 136
9.5 14.5 83 Clamping area 29 (23.9)
C D E
6.7
Clamping area
B
SSPG- SSPG- SSPG- Power cable connector
H 060 075 090 Air purge (Option) MS3102A20-15
Power cable connector 0.001 A 228 226 198
Oil & Air inlet φ6 MS3102A20-18 B 28 23.5 16 Oil & Air inlet φ6
J C 12 11 8 0 6 9 16
D 53 51 41 0.001
E 137 138 123 Max.quill length
F K G
F 16 14 9
+0.007 +0.007 +0.005
+0.002 +0.002 +0.002
G M16 M14 M9
x1.5 x1.5 x1.25 M5 x0.8
Cooling fluid
Cooling fluid H 43 39 27Out φ10 Cooling fluid +0.004
In φ10 0.002 L J 26 22 13 2.6Out φ8 Cooling fluid φ6 0
K 24 20 14 In φ8
Exhaust and
oil drain 8 L 4.7 4.2 3.0
Exhaust and 0.002
φ oil drain φ6
SSPG-060 T037 / SSPG-075 T045 / SSPG-090 T025S SSPG-150 S010 SQ
仕 様
内 容 仕 様
項 目
060 075 090 Torque curve SSPG-060/075/090 項 目 内 容
加工内容 研削または切削 Torque curve SSPG150S0100.70 加工内容 研削または切削 ※切削用途はご相談ください
最高回転数 60,000 min-1 75,000 min-1 90,000 min-1 S6-60%(SSPG-075) 最高回転数 150,000 min-1 0.08
回転方向 クイル側から見て反時計方向 0.60 S6-60%
S1(SSPG-075) 回転方向 クイル側から見て反時計方向
0.07
取付方向 水平 / 垂直(クイル下向き) ※別仕様 0.50 取付方向 水平 / 垂直(クイル下向き) ※別仕様 0.06 S1
主軸端形式 図示(060のみHSK-C25オプション) 0.40 主軸端形式 M5 +インロー(図示) 0.05
軸径 φ30 mm φ25 mm φ17 mm 0.30 S6-60%(SSPG-090) 軸径 φ10 mm 0.04
シール用エア 不要※オプション対応 要(標準) S1(SSPG-090) シール用エア 不要 0.03
水冷(防錆剤入り)、油冷可(条件あり) 0.20
冷却方式 水冷(防錆剤入り)冷却方式 0.02流量 4.0 l/min 以上(水冷の場合) 0.10 流量 3 l/min 以上(水冷の場合)
方式 オイルエア 0.010.00
潤滑 粘度 ISO VG32 0 15000 30000 45000 60000 75000 90000
方式 オイルエア 0.00
rev. [min-1] 潤滑 粘度 ISO VG32 0 50000 100000 150000
設定 都度、算出致します rev. [min-1]
設定 都度、算出致します
電圧 三相 220V(380Vオプション)
周波数 1000 Hz 1250 Hz 1500 Hz 電圧 三相 164V
極数 2 極 V-F curve SSPG-060/075/090 周波数 2500 Hz V-F curve SSPG-150S010
4.3 kW 5.2 kW (S6- 60%) 3.0 kW (S6- 60%) 250 極数 2 極
定格出力 220 220 250
モータ仕様 3.7 kW 4.5 kW (S1-100%) 2.5 kW (S1-100%) SSPG-075 1.1 kW (S6- 60%)200 (SSPG-060) 定格出力
0.66 Nm (S6-60%) 0.3 Nm (S6-60%) モータ仕様 0.94 kW (S1-100%) 200
定格トルク
0.57 Nm (S1-100%) 0.27 Nm (S1-100%) SSPG-090150 0.07 Nm (S6-60%)定格トルク 164
20 A (S6-60%) 16 A (S6-60%) 0.06 Nm (S1-100%) 150
定格電流
17 A (S1-100%) 13 A (S1-100%) 100 8.5 A (S6-60%)定格電流 100
ラジアル 75 N/μm 56 N/μm 37 N/μm 7 A (S1-100%)
剛性値(参考)
スラスト 65 N/μm 53 N/μm 32 N/μm 50 ラジアル 14.6 N/μm
剛性値(参考) 50
ラジアル 2 μm 以下 0 スラスト 12.5 N/μm静的振れ精度 スラスト 1 μm 以下 0 15000 30000 45000 60000 75000 90000 ラジアル 2 μm 以下 0
rev. [min ] 静的振れ精度 0 50000 100000 150000センサ サーミスタ PTC 130 ℃ -1 スラスト 1 μm 以下 rev. [min-1]
特殊仕様 クーラントスルー ※060は075と同特性(最高回転数 60,000min-1) センサ -- --
7 8
φ99.8
Voltage [V] Torque [Nm]
φ100 h5
φ79.8
φ19
φ9.4
φ9.4
Voltage [V] Torque [Nm] φ7
60° φ80 h5
C0.2
Page6
Hシリーズ / NEW Hシリーズ
研削加工
(内面・端面)
M5C-T キャノンプラグMS3106A28-6P(日本航空電子) M8H-TM
M5H-T 潤滑用配管φ6×φ4×3(5本)(2m) ボックスレセプタクルCE05-2A20-15PDS-B( (第一電子)ケーブル長さ) 35゚
潤滑用配管φ6×φ4×3(3本)
4スピン8ドル取付
ス6 ピン6ドル取付-M -M
冷却水IN 冷却水OUT
冷却水OUT φ10 45゚ 45゚ 冷却水IN φ10
6 28 22 20 170 36 18 45゚ 45゚ 10 75 40 排気
300
排気 5 14 19 140 Clamping area 20
198
13 10 M8
14 17 M12
ボックスレセプタクル
M11H-TM M15H-UP v2 CE05-2A20-15PDS-B(第一電子)ボックスレセプタクルCE05-2A20-15PDS-B
(第一電子) 潤滑用配管φ6×φ4×3(3本)
潤滑用配管φ6×φ4×3(3本)
ス6 ピンドル取付-M6
ス4 ピン6ドル取付45゚ 45゚ -M 排気
10 55 40 冷却水OUT φ10 冷却水IN φ10
排気
6 1415 120 Clamping area 20 冷却水IN 冷却水OUT
175 45゚ 45゚
40 40
11 12 M6 5 17.5 85 20
S I I スピンドルのロングセラー 127.5 9 7 M5
SII 製内面研削盤に標準搭載されているスピンドル、Hシリーズです。
半世紀に渡る研削加工の実績に裏打ちされた高速かつ高精度なスピンドルは、 仕 様
今なお、お客様よりご愛顧頂いております。
さらなる進化を目指し、HシリーズをフルモデルチェンジしたNEW Hシリーズをリリースしました。 仕様 型式 M5C-T M5H-T M8H-TM M11H-TM M15H-UP v2
VG10 32 最高回転数 min-1エアフロー改善や配管数削減によりエア流量を削減、潤滑油 / 双方に対応した新シリーズです。 50,000 50,000 80,000 110,000 150,000
M8H-TM(80,000min-1)、M11H-TM(110,000min-1)がラインナップに加わりました。 定格出力 kW 7.2 9.0 2.67 1.83 0.94
※基本仕様はそれぞれ従来型と同等です。 定格トルク Nm 1.38 1.72 0.32 0.16 0.06
定格電圧 V 200 200 155.5 160.4 164.1
特 長 周波数 Hz 833 833 1,333 1,833 2,500
胴径 mm φ150 φ150 φ100 φ100 φ100
回転数 50,000~150,000 min-1 までの充実したラインナップ 軸径 mm φ35 φ35 φ20 φ15 φ10
定格電流 A 29.5 38.7 15.1 10.4 7
高精度 ベアリング等級P2 採用
極数 2
高速回転 dmn 値220~270万 潤滑方式 オイルエア(アズビル TACOミクロンルブ)
空気流量 NL/min 250 250 150 150 150
工具取付 ネジ + インロー
潤滑油 相当品 ISO VG10 ISO VG10/VG32
標準周辺設備 (オプションユニット)お見積りも承ります 油供給量 10 sec/shot (VG10) 10 sec/shot (VG10)40 sec/shot (VG32)
冷却液 水(防錆剤含)
形式表示 冷却液流量 L/min 6≦ 6≦ 3 3 3
M 5 C - T J C 冷却液温度 ℃ 25 25 25 25 25総質量 kg 27 27 10.1 9 6.7
特殊仕様: C:研削液貫通型 保証期間 h 1,500 1,500 1,500 1,500 2,000
潤滑方式: J:オイルジェット潤滑
無印:オイルエア潤滑
スピンドルの特徴: T:スラスト方向負荷容量大
UP:高精度タイプ
モータ出力クラス: H:高出力(高剛性) C:中出力
最高回転数:×10000 [min-1]
9 10
φ94
φ99 φ32.8
φ70
φ13.6
回転方向
回転方向
φ150h5 0-0.018
φ100h5 0-0.015
φ15
φ8
φ99
φ80
φ99 φ18
φ10
回転方向
回転方向
φ100h5 0-0.015
φ100h5 0-0.015
φ10
φ6
Page7
その他スピンドル 流体軸受けスピンドル
作業環境改善・省エネルギー化に貢献 超高精度加工対応品・長期メンテナンスフリー
・グリース潤滑はオイルミスト飛散が無く作業環境を改善。 ・スピンドル軸が外周部に非接触であるため、高精度・長寿命化が可能。
・オイルエア潤滑に比べエア使用量が少なく省エネルギー・低騒音。 ・平均化効果によりきわめて高い回転精度が得られる。
グリーススピンドル 油静圧スピンドル ナノ加工(超高精度品)
特 長 特 長
電子部品加工用スピンドル 弊社自動旋盤搭載主軸
ATC( オートツールチェンジャー ) 引きコレットタイプ 油静圧軸受採用
本体サイズ (D) φ62×(L)252 mm 本体サイズ (D) 130×(H)125mm
最高回転数 60,000 min -1 回転振れ 0.5μm 以下、NRRO0.1 μm
出力 2.0 kW 強力な振動減衰性
最高回転数 20,000 min -1
出力 2.9kW
高周波ロータリドレッサ AEセンサ付 ハイブリッドスピンドル ナノ加工(超高精度品)
特 長 特 長
2チャンネルAEセンサ搭載 弊社内面研削盤搭載主軸
砥石とダイヤの接触を検知するAEセンサを内臓することで、効率的かつ 複合型 ( 動圧静圧 ) 軸受採用(油静圧と油動圧軸受のハイブリッド)
安定的なドレスを実現 本体サイズ (D) 160×(H)130 mm
最高回転数 5,000 min -1
仕 様 出力 1.5kW
潤滑方式 グリース
本体サイズ AE付 (W)60mm×(H)64mm×(D)77mm
AE無 (W)60mm×(H)64mm×(D)61mm
最高回転数 20,000 min-1
回転方向 正逆両方向
定格出力 100W エア静圧スピンドル 超高精度加工
定格トルク 0.05N*m
静剛性 ラジアル 18N/μm 参考値
特 長
大型回転装置用
本体サイズ (D) φ1100×(L)150 mm
容量 大容量 ラジアル方向負荷 10,000 N(オフセット500 mm)
最高回転数 1,150 min -1
比較:ハイブリッドスピンドル
11 12
Page8
カスタム対応
ご希望のスピンドルが標準品にない場合は、SII までご相談ください。
本カタログに掲載されているスピンドルをベースに設計変更が可能です。
各項のA・B・C 表記は、設計負荷と費用を考慮したカスタマイズの難易度を表し
ています。カスタマイズが容易である順にA・B・C とランク付けされます。 クーラントスルー (C)
クーラントスルータイプ(加工液貫通
スピンドルの垂直取付 (A) 型)のご要望にもお応え致します。 コネクタ (A)
胴径 (C) MIL規格のMSコネクタを取り付けて
水平取付が標準仕様ですが、垂直取
胴径を大きくするとモータサイズを大きく います。寸法内であれば変更できます。付の対応が可能です。
できるため出力を上げることが可能です。
モータ出力 (B)(長さ変更)
スピンドルの長さに応じてモータを長く
できるため出力が上がります。
センサ
各種センサの取付はご相談ください。
・温度監視
モータ (A)
ベアリング (B) ベアリング部 (C)
・回転・速度検知 (B)
お客様がご使用になる用途に合わせベ ・ツールクランプ検知 (C)
アリングを変更致します。サイズ、型式
の変更で予圧量も変化することから剛
性・精度の調整が可能となります。
ツール固定方法
ご使用になるツールの形状、寸法などの情報
を頂ければ、お客様のニーズに合ったスピンド
ルを提供します。HSK やコレットなど固定方
法や、ATC など各種ご要望にお応えします。
・ATC (C) 冷却液 (A)
・マニュアルHSK (B) 推奨は水(防錆剤入り水)ですが、
・コレット (B) 油の使用も可能です。ただし冷却
効率が落ちますので実質的モータ
出力が低下する前提でのご使用と
なります。
※上の構造図は、SII製品SSPGシリーズをモデルとしています。
回転方向 (A)
弊社標準の回転方向はクイル側から見 取付方法の変更、特殊な環境下でご使用になるスピンドル、本カタログに掲載されていない
て反時計回り(CCW)ですが、時計回り
(CW)も可能ですのでご相談下さい。 ような特殊仕様のスピンドルをご検討の際には、弊社までお気軽にお問合せください。
※CCWにて取付部が左ネジの場合 (B)
尚、特殊仕様のスピンドルは受注生産となっておりますので、仕様の内容、見込使用本数、
初期納入時期などをご提示いただければ幸いです。
取付形状 (C)
(最小単位2本から推奨させて頂いております)
クランプ式取付・フランジ取付など、お客様の取付
方法に合わせたスピンドルも検討致します。 カスタム対応は、別途、開発費が掛かります。
13 14
Page9
周辺機器 貸出 / 修理
スピンドルの安全かつ安定した運転の為に周辺装置のシステム構築が重要になります。 セイコーインスツルではスピンドルの貸出/修理サービスを提供しております。
以下の図は標準的なシステム構成例です。(オイルエア潤滑の場合) お客様のニーズに合わせ、期間のご相談承ります。まず一度、お問合せください。
スピンドルの貸出について
電気 貸出費用:無料(お客様の責任範疇で破損された場合、修理費を頂くことがございます。)貸出期間:1ヶ月
エア 貸出製品:SSPG-045 T100 / SSPG-075 T045 / SSPG-090 T025SCT / SSPG-150 S010 ラインナップ拡大検討中
オイルエア
貸出品のご依頼の流れ
冷却液
① お問い合わせ 仕様確認シートまたは、お電話、FAXにてお申し込みください。
セイコーインスツル 工機営業課
TEL:047-392-2091 FAX:047-392-2476
URL:http://www.sii.co.jp/mt/spindle.html(貸出依頼シートにて)
営業時間:月~金 8:15 ~ 17:15(弊社休業日は除く)
② お打ち合わせ 御社の貸出要望をヒアリングさせて頂いたのち、
貸出についての打ち合わせを行わせて頂きます。
③ 回答 貸出日を御回答します。
④ 発送 弊社から到着希望日にお送りします。
⑤ 貸出品試験 貸出スピンドルの評価試験を行って頂きます。
要望がございましたら、サービスマンが立ち上げ補助を行います。
⑥ 返却 評価の終わりましたスピンドルをご返却ください。
修理の流れ
周辺機器選定の注意事項
● 修理の申込み・受付 弊社製品お取扱店、もしくは弊社までご連絡ください。
A.ドライバ B.潤滑装置 C.エアパージ D.冷却装置 セイコーインスツル 保全サービス課
容量:仕様書の定格電流よりも 潤滑方式:オイルエア 流量:エアパージの流量はス 冷却能力:周囲環境温度の上昇 TEL:047-392-7868 FAX:047-392-2476
余裕を持って高い定格電流の物。 潤滑能力:仕様書に記載された ピードコントローラ等で調整して 値を考慮して、仕様書の要求能 URL:http://www.sii.co.jp/mt/spindle.html(お問合せフォームにて)
(高調波成分の小さい機種。も 潤滑設定を満足できること。 ください。 力よりも高い能力の物とすること。 営業時間:月~金 8:15 ~ 17:15(弊社休業日は除く)
しくは出力側3相リアクトルな
どのフィルタ取付) お客様にて製品を梱包し弊社までご送付ください。
ケーブル:シールドケーブルで
あること。 B,C,D共通 ● 製品送付先 宛先:〒270-2222 千葉県松戸市高塚新田 563
配管チューブ:内部が見える耐油性に優れた物。 セイコーインスツル㈱ 精機事業部 保全サービス課宛
注)製品は、搬送時にスピンドル軸端への負荷・衝撃が無いよう梱包してください。
注)防錆剤(油)を塗布し、水分の混入が無いように梱包してください。
注)必ず貴社名がわかるようにしてご送付ください。
システム構成は、スピンドルと各周辺機器の仕様に基づいて決定してください。 製品が弊社に到着後、修理費用ならびに期間をお見積りしご連絡致します。
● 修理費用・期間 お見積りのご承認をもちまして、修理依頼(修理開始)とさせて頂きます。
また、詳細は各機器メーカーにお問合せ下さい。
保証期間中に故障した場合には弊社が無償で修理いたします。
保証期間はお買い上げの日より各機種ごとに定められていますので、仕様一覧にてご確認ください。
ご要望に応じて周辺機器設計も承ります。ご相談ください。 故障の原因、または故障時の使用状態によっては有償とさせて頂く場合があることをご了承ください。
15 16
Page10
技術資料
スピンドルの各仕様は以下のような相関関係により構成されています。 1 精 度 3 胴 径
協調関係:一方の能力向上がもう一方の向上につながる関係 スピンドルの精度は直接加工精度に影響するた 胴径が大きいと軸受径やモータ外径を大きくでき
対立関係:一方の能力向上がもう一方の向上につながらない関係 め、スピンドルには厳しい精度が要求されます。 ます。モータ外径を大きくしますと、出力を大幅
※振り番号ごとに簡単に解説しています。 初期の精度はもちろん、安定した生産性を実現す に増加できますので、飛躍的な大出力・高剛性化
尚、あくまでも一般的条件下における関係性理解の補助としての図となります。 るには、精度を維持し続ける必要があります。 が可能です。
●回転振れ
部品加工精度・組立精度・軸受精度・使用ベアリ
ングの精度等級が影響します。組立時には予圧を 4 軸 径
協調関係: 最適な値に調整します。
スピンドル仕様 相関関係図 対立関係: ●位置精度 軸径を大きくするほどラジアル剛性が高くなり、
モータの発熱により部品が膨張変形するため、位 かつ大径工具を取り付けることが出来るので、さ
置精度が不安定になります。精度の良い冷却装置 らに加工点での剛性が高くなります。しかしなが
を備え、変形を防ぐことが重要です。また、膨張 ら、軸径を大きくすることで、部品大型化による
量は温度上昇とサイズに比例します。 熱変形量増加や、回転軌道が長くなることから振
動発生リスク増などのトレードオフが生じます。
1 精 度 3 胴 径 6 出 力 どこに重点を置くかの判断が必要となります。
2 回 転 数
ツールの周速を上げることで高精度・高能率な加 5 剛 性
工が実現できます。一方、アンバランス振動増、 外力に対する主軸の位置変化しづらさの度合いの
軸受の短寿命化、発熱増による熱変形などの現象 ことです。以下は非運転時の剛性である静剛性に
5 剛 性 4 軸 径 8 冷 却 が発生します。弊社スピンドルでは上記デメリッ ついて述べます。スピンドルの場合、剛性はラジ
トを最小限に抑えておりますが、選定の際はメ アル方向とスラスト方向に分けて考えられます。
リット・デメリットのバランスを考慮の上、必要
▼ラジアル剛性
最低限の回転数を選定ください。 外周方向の剛性値のことです。軸受から加工点
●ベアリング までの距離に影響を大きく受けますので、長い
P2 または UP 級セラミックボールベアリングを 工具先端における剛性は著しく低下します。
採用しています。鉄に対し半分以下の比重、優れ
7 寿 命 2 回 転 数 ▼スラスト剛性
た耐摩耗性により、低騒音・長寿命・低発熱を実 軸方向の剛性値のことです。工具端面加工の加
現し、高速回転運転を可能とします。 工能力に影響します。
● dmn 値
ベアリングの公転速度を表す値として用いられま
潤滑条件が良好である場合、 ラジアル剛性
9 潤 滑 す。計算式は次の通りです。
全ての性能的要素が改善されます
dmn = dm×n
dm:ピッチ円直径 (mm)
n :回転数 (min -1) スラスト剛性
各仕様の相互関係が複雑に交錯しているため、
要求仕様の優先順位を明確にすることが重要です。 ●周波数 (Hz)
回転数の単位を変えた表記方法です。モータの極
数と回転数との関係は以下の通りです。
2 剛性は軸受予圧で増減可能ですが、「過度な高剛
n = f×60×
P 性化=ベアリングへの負担増=短寿命化」となり
ますので、設計時に最適なバランスを考慮してい
n :回転数 (min-1) ます。
f:周波数 (Hz)
※上記関係図の通りの相互関係にはならない場合もございます。 P:極数
スピンドル選定の一例としてご参照いただき、詳細は弊社技術までお問い合わせください。 ※注意 剛性は負荷容量(耐荷重)とは異なります。
17 18
Page11
技術資料
6 出力▶1 6 出力▶2 8 冷 却
●出力とトルク ●電圧 モータやベアリングを冷却します。
スピンドルのモータ特性には、「定トルク特性」 定トルク特性 下図の様に、仕様書に記載されている V-fカーブの 冷却が不十分である場合、回転精度悪化、位置精
と「低減トルク」特性があります。 角度変更点におけるV(voltage)と f(frequency) 度不安定、またスピンドルの短寿命化につながり
▼定トルク特性 出力 の値を、それぞれドライバに設定します。 ます。
スピンドル回転数に関係なく一定のトルクとな ●冷却液の種類
るモータ特性です。 出力 ▼水冷却(防錆剤含)
トルク トルク V-fカーブ
▼低減トルク特性 一般的な液体の中では水の冷却効率が最も良い
低速域でのトルクを重視したモータ特性です。 ため、推奨されています。
そのため高速域ではトルクが小さくなります。 ただし、一度使用した後の長期保管は錆びる可
通常、高トルクを必要とする加工は低速域で行 この値をドライバに設定する 能性があるため、十分に乾燥させるなどの注意
回転数
い、トルクを必要としない仕上げ加工は高速域 が必要です。
で行いますので、このようなトルク特性が広く ▼油冷却
低減トルク特性
用いられています。 油の場合、錆びが発生せず、冷却液交換頻度も
●定格出力 出力 少ないという利点があります。反面、水に比べ
モータが規定温度以下で運転出来る出力を定格出 frequency [Hz] 冷却効率が悪く、結果として定格出力を小さく
力とするため、断続運転の場合、出力を大きくす して使用することになります。
トルク
ることが出来ます。 出力トルク
▼S1-100%:連続運転モード
一定な負荷で,継続運転する運転モードです。
▼S6-60%:反復負荷連続運転モード 7 寿 命 9 潤 滑
(負荷時間率 60%) 回転数 スピンドルの寿命はベアリングの寿命です。 「ベアリング回転時のすべり摩擦を最小にする」、
一定な負荷の運転期間及び無負荷運転期間を一 ベアリングにかかる負荷を減らすことがスピン 「発生した熱を拡散する」、「軸受の長寿命化」な
周期として,これを反復する運転モードです。 ドルの長寿命化につながります。 どの理由からベアリングを潤滑する必要がありま
停止及び電源切断状態の期間はありません。
●短寿命化の要因 す。
時間あたりの出力の総和から、S1 使用時より ▼不適切な加工条件 ●潤滑方式
も定格出力は大きくなります。 ・高速運転 ▼オイルエア(マイクロフォグ)潤滑
▼S6-40%:反復負荷連続運転モード ・大きな加工負荷をかける オイルエア潤滑は極微量の油を圧縮空気にのせ
(負荷時間率 40%) ・アンバランスの大きいツールの取付 軸受に送る潤滑方法です。滴下量を管理するた
時間あたりの出力の総和から、S6-60%使用時 ▼環境維持の不足 め高速回転が可能です。グリス潤滑と同条件で
よりも定格出力は大きくなります。 ・雰囲気温度(高温・低温)の異常 比較した場合、寿命面では圧倒的に優れていま
・冷却不足 す。
S1-100%運転モード ・オイルエア排気・廃液不良 ▼グリス潤滑
定格出力 ・結露の発生 グリス潤滑方式はベアリング内にシール封入さ
無負荷 ▼軸受への異物混入 れたグリスにて潤滑しています。エアの消費量
S6-60%運転モード ・過剰なクーラント をおさえ、スピンドル周辺の構成を容易化でき
定格出力 ・切粉 ます。「グリスの寿命=スピンドルの寿命」と
無負荷 使用方法や取扱上の問題に起因することが多い なります。オイルエア潤滑と同系のベアリング
48秒 72秒 ため、事前に十分な注意が必要です。 を使用した場合、一般的には 1/2 ~ 1/3 程度
合計時間=2分間
の回転数が目安です。機械本体に組み込み後、
S6-40%運転モード 十分な慣らし運転が必要です。
定格出力
無負荷
72秒 48秒
合計時間=2分間
SII 高周波スピンドルの仕様書には、S1 運転モードを基本として、参考としてS6 運転モードにおける定格出力も記載しております。
19 20
Voltage [V]
Page12
取扱上の注意 スピンドル仕様確認シート
設 置 お客様情報
●スピンドルの運搬時はケーブルや回転軸を持たないでください。 貴社名 所 属
●スピンドルを取り付けるとき、取付面にゴミやバリ、傷による変形が無いことを確認してください。
●スピンドルは定められた方向・手順にて設置してください。故障の原因となる場合があります。 お名前 所在地
TEL E-mail
運 転
要求仕様
●運転前には潤滑関係・冷却関係が確実に機能しているか、
スピンドル軸を手で回してゴリ等の異常がないかを確認してください。 回転数(常用/最高) / 回転方向(工具側から見て) CCW(標準)・CW
●軸の回転方向が正しいことを確認してください。 出 力 トルク(Torque) (□定トルク特性 □低減トルク特性)
●スピンドル取付後には必ず慣らし運転を行ってください。 定格電圧 負荷時間率(Duty) %(参考:直感的数値で可)
慣らし運転の手順は潤滑方式によって異なります。取扱説明書を参照してください。 冷却方法 □水冷(防錆材要) □油冷 □強制空冷 □自然空冷
●運転前には一定時間以上前にオイルエア潤滑を入れてください。 軸受潤滑方式 □オイル&エア(油粘度 ISO VG ) □グリース封入
取付方向 □水平 □垂直 □旋回軸 固定方法 □外筒 □Flange(ツバ)
工具周辺飛沫量 □多 □少 Size φ × L
ツール選択 工具取付方法 □手動(Quill / Collet / HSK-C) □自動(HSK-A or E / BT )
●アンバランス 加工重視条件 □仕上げ(品質を重視) □粗加工(速さを重視) ※負荷大小の判断材料
ツールのアンバランスが大きいと、精度不良 加工方法 □研削 □切削 加工方向 □外周 □内周 □端面
や事故を招きます。 使用加工液 / 流量 □油性 □水性 (エマルジョン/ソリュブル /ソリューション/シンセティック)/ L/min
全ての工具についてアンバランス修正をお願
いします。 付帯設備 / OPTION
●危険速度 Inverter □不要 □要 AC200V(三相) □要 AC400V(三相)
使用回転数近辺に危険速度があるような不適 Cable(Sp〈. --〉Inv.) □不要 □要(2m typeのみ) Power connector □不要 □要
切なツールは絶対に使用しないでください。
冷却装置 □不要 □要 AC200V(単相)
とても危険です。
●ツールに加わる遠心力 潤滑装置 □不要 □要 AC200V(単相)
また、砥石は引っ張り強度が弱い為、高速回 Spanner(回転軸固定用) □不要 □要 Quil(l 特注) □不要 □要
転による遠心力が大き過ぎると破損します。 Coolant Through □不要 □可能なら要 □必要 Air purge □不要 □要
砥石は各砥石メーカ指定の最高周速より余裕
を持った条件でお使いください。 [特記事項] ※Spindle 形状、用途詳細など記入下さい
保 守
●保守時は防錆油防錆紙、防錆剤などでしっかりと防錆してください。
●スピンドルは低温・低湿度で、かつ温度変化、湿度変化の少ない場所に保管してください。
●スピンドルの交換は、ホルダに付着した切粉、加工油を十分に拭き取ってから行ってください。
特にエア配管・電源コネクタに汚れが付着しないよう十分に注意をして下さい。
●スピンドル交換時は、ツールと他ユニットとの位置関係および加工物との干渉に注意してください。
●各スピンドルの使用設定条件は、仕様書にて確認してください。 送信先 FAX 047-392-2476
●使用後保管する場合はしっかりと冷却液を抜いてください。
弊社ホームページからもお問合せ頂けます。 http://www.sii.co.jp/mt/spindle/
※詳細は各製品の取扱説明書をご参照ください。 セイコーインスツル株式会社
精機事業部工機部
〒270-2222 千葉県松戸市高塚新田563 TEL:047-392-2091
21 22
Page13
千葉県松戸市高塚新田563〒270-2222
電話番号:047-392-2091 FAX:047-392-2476
http://www.sii.co.jp/mt/spindle/
1810-1000-CDG-KP