



当社の製品のご紹介です
当社の製品のご紹介です
このカタログについて
| ドキュメント名 | 総合カタログ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 5.3Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社テック・ヤスダ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
FlexClamp PAT. / TAIWAN PAT. / USA PAT. 創意工夫
PCT(EP)(KR)(CN)(US) Factory innovation
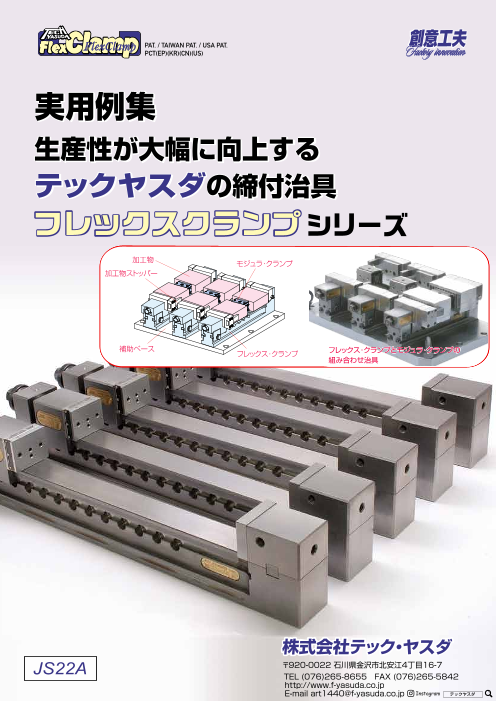
実用例集
生産性が大幅に向上する
テックヤスダの締付治具
フレックスクランプシリーズ
加工物 モジュラ・クランプ
加工物ストッパー
補助ベース フレックス・クランプ フレックス・クランプとモジュラ・クランプの
組み合わせ治具
株式会社テック・ヤスダ
JS22A 〒920-0022 石川県金沢市北安江4丁目16-7
TEL (076)265-8655 FAX (076)265-5842
http://www.f-yasuda.co.jp
E-mail art1440@f-yasuda.co.jp Instagram テックヤスダ
Page2
テックヤスダのフレックスクランプは“ここが違う”
段違いの口金開きとWクランプで加工領域を
最大限まで使用できる。
JUS65065X2αで口金開き460mm
軽量かつ作業段取りの省力化を実現。
JUS65065X2で19Kg
X軸 2台のクランプで安心確実なクランプができる。
Y軸
ワーク締付力1.0t×2で2.0t ワーク締付力 フレックスクランプ(JUS65)1台の締付け力
kgf
1100
重切削加工領域
ダブルクランプ (粗加工)
800
一般切削加工領域
(一般加工)
500
軽切削加工領域
(仕上加工)
0
50 80 110 N・m
スクリュー締付力
高剛性・高精度で素材加工から仕上加工まで
を実現。
ダクタイル鋳鉄FCD600、摺動面焼入HRC45以上、浮き上がり防止
口金標準装備
サイド加工も簡単におこなえる。
サイド加工
多数個加工 多数個加工も簡単におこなえる。
Page3
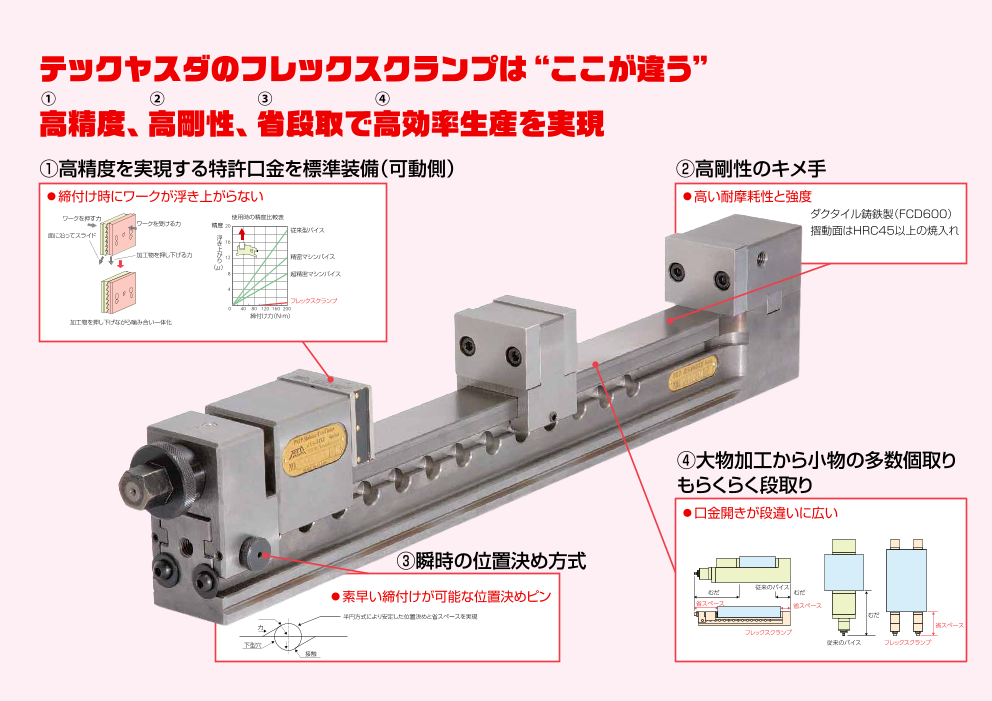
テックヤスダのフレックスクランプは“ここが違う”
高精度、高剛性、省段取で高効率生産を実現
①高精度を実現する特許口金を標準装備(可動側) ②高剛性のキメ手
●締付け時にワークが浮き上がらない ●高い耐摩耗性と強度
ワークを押す力 使用時の精度比較表 ダクタイル鋳鉄製(FCD600)
ワークを受ける力 精度 20
従来型バイス
面に沿ってスライド 摺動面はHRC45以上の焼入れ
浮
き16
上
加工物を押し下げる力 が
り12 精密マシンバイス
(μ)
8 超精密マシンバイス
4
フレックスクランプ
0 40 80 120 160 200
締付け力(N・m)
加工物を押し下げながら噛み合い一体化
④大物加工から小物の多数個取り
もらくらく段取り
●口金開きが段違いに広い
③瞬時の位置決め方式
従来のバイス
●素早い締付けが可能な位置決めピン むだ むだ
省スペース 省スペース
半円方式により安定した位置決めと省スペースを実現 むだ
力 省スペース
フレックスクランプ
下型穴 従来のバイス フレックスクランプ
接触
Page4
テック・ヤスダの締付治具 モジュラ・クランプを組み込むことで
フレックス・クランプは機械加工の 高精度な多数個加工ができるシステム
生産効率を大幅に高めます。 治具として、機械加工の生産効率を大
豊富な加工事例をご覧ください。 幅に高めます。
板材加工 各機械部品加工
使用機械:各種マシニング 使用機械:各種マシニング
使用製品:各種フレックス ・クランプ 使用製品:各種フレックス ・クランプ
様々な大きさの板材の段取りと加 :各種モジュラ ・クランプ
工を素早く行えます。 加工物に合った位置決めプレー
ト兼受け台を使用することで基
準面ができ、高精度な多数個加
工が行なえます。
マスブロック加工
使用機械:各種横型マシニング
使用製品:各種フレックス ・クランプ
適所にクランプできるので大物加
工などの強力切削や機械テーブル
とZ軸を最大限に利用できます。
どク
のラ
位ン
置プ
でが
も
ラ難
クし
ラい
各機械部品加工 ク複
使用機械:各種横型マシニング 締雑
使用製品:各種フレックス ・クランプ 付形
マスブロックに取付けることで3方向同時加工が で状
行なえるので高精度加工が行なえます。また適所 きに
にクランプできるので異形部品加工なども容易に ま対
行なえます。 すし
。て
⑥ ⑦
Page5
PAT
フレックスクランプの仕様と寸法 TypeX3大型工作機械(門型工作機など)に適合
PAT
TypeX2 単位mm
すべての工作機械に適合 オ ー ダ ー N o e-252 e-254 e-256
型 式 85190X3 85220X3 85260X3
口 金 開 き L1 0 〜 1615 0 〜 1915 0 〜 2315
フレーム長さ L2 1900 2200 2600
M5 全 長 L3 1950 2250 2650
ピン穴ピッチ50X2シリーズ:25 重 量 Kg 77 89 104
ピン穴ピッチ65X2シリーズ:35 A A 85 J 50 c 28
G1 F a
ピン穴ピッチ85X2シリーズ:45 クランピングブロック G1 F A B 125 H3 27.5 d 11.5
12mm C B b C C 55 K 113 e 38
A/2 A/2 B
j D 70 ± 0.030 M 135 f 62
L3 L1 J D L3 L1 J D 寸 法
d K E 24 N 150 g 44
K c F 110 R 171 h 42
e
M M G1 15 a 40 i 10
G2
G2 H3 G2 18 b 55 j 29
H3 Cセット …
L2 付 属 品 Cセット …12 セット
10 セット
●付属品 ※特注にてWクランピング
a ブロックもあります。 f L2
スクリュ六角対辺 24
これを使うと一度に2台の間
クランピングブロック b の耳を押さえることができ
j 2台の間隔を g 高精度口金ワークセッタ ※ 取 付 用 穴 M14 ・ M16 用オプション
50X:30mm、65X:36mm、 N
d 85X:44mm
c d
まで近づけることができます。 高精度口金ワークセッタ 六角対辺E スクリュ締め付け力 (薄板 ・ 合金 20N・m)90N・m
N ピン穴ピッチ85X3シリーズ:45
e
i h i 六角対辺E R ワーク締め付け力 900Kg
アルファエム PAT
単位mm
オーダー No e-5 e-7 e-9 e-11 e-13 e-15 e-280 e-19 e-21 e-250 TypeX2αm 小型工作機械(リニア高速機など)に適合
型 式 50030X2 50040X2 50050X2 65045X2 65065X2 65085X2 65105X2 85100X2 85120X2 85150X2 単位mm
口 金 開 き L1 0 〜 115 0 〜 215 0 〜 315 0 〜 220 0 〜 420 0 〜 620 0 〜 820 0 〜 725 0 〜 925 0 〜 1225 オ ー ダ ー N o e-260 e-261 e-263
フレーム長さ L2 300 400 500 450 650 850 1050 1000 1200 1500 型 式 50020X2αm 50025X2αm 50030X2αm
全 長 L3 334 434 534 485 685 885 1085 1049 1249 1550 口 金 開 き L1 0 〜 72 0 〜 118 0 〜 168
重 量 Kg 8 9.5 11 15 19 23 30 38 43 65 フレーム長さ L2 213 259 309
A 54 J 32 c 23 A 65 J 40 c 28 A 85 J 50 c 28 全 長 L3 239 285 335
B 95 H3 20 d 8 B 110 H3 22.5 d 11.5 B 125 H3 27.5 d 11.5 重 量 Kg 7 8 9
C 40 K 82 e 26 C 45 K 97 e 30 C 55 K 113 e 38 A 54 J 32 c 23
F A
寸 法 D 55 ± 0.010 M 80 f 44 D 65 ± 0.010 M 105 f 54 D 70 ± 0.025 M 125 f 62 a クランピングブロック G1 B 95 H3 20 d 8
E 19 N 80 g 36 E 19 N 110 g 44 E 24 N 150 g 44 b C C 40 K 82 e 26
F 70 R 126 h 29 F 80 R 141 h 34 F 100 R 171 h 42 j B D 55 ± 0.010 M 65 f 44
G1 12 a 36 i 7.5 G1 15 a 40 i 10 G1 15 a 40 i 10 L3 J D 寸 法
L1 K E 19 N 80 g 36
G2 17 b 45 j 22 G2 18 b 48 j 22 G2 18 b 55 j 29 d c F 52 R 126 h 29
Aセット … Aセット … B セット … B セット … B セット … C セット …
付 属 品 C セット …10 セット e M G1 10 a 36 i 7.5
4 セット 6 セット 4セット 6 セット 8 セット 8 セット
G2 H3 G2 17 b 45 j 22
スクリュ六角対辺 19 24
L2 付 属 品 Aセット …4セット
※取付用穴 M10 ・ M12 用オプション M12 ・ M14 用オプション M14 ・ M16 用オプション
スクリュ六角対辺 19
スクリュ締め付け力 (薄板 ・ 合金 20N・m)60N・m (薄板 ・ 合金 20N・m)90N・m (薄板 ・ 合金 20N・m)90N・m
高精度口金ワークセッタ ※ 取 付 用 穴 M10 ・ M12 用オプション
ワーク締め付け力 400Kg 900Kg 900Kg N
六角対辺E スクリュ締め付け力 (薄板 ・ 合金 20N・m)60N・m
付属品 Aセット:クランピングブロック+Tナット (14mm)※+六角穴付きボルト (M12)※ ピン穴ピッチ50X2αmシリーズ:25
付属品 Bセット:クランピングブロック+Tナット (18mm)※+六角穴付きボルト (M16)※ ワーク締め付け力 400Kg
付属品 Cセット:クランピングブロック+Tナット (22mm)※+六角穴付きボルト (M16)※
アルファ PAT
※使用する機械のテーブルT溝に合うようにTナットの変更ができますのでご注文の際にT溝寸法を明記してください。
六角穴付きボルトのねじサイズは変更できません。変更したい場合は特注となります。 TypeX2α 締付ブロックコンパクト仕様
単位mm
※加工物が薄板(厚み5mm程度のもの)や合金素材の場合はスクリュ締め付け力を約30N・m以下にしてください。 ※締付ブロックと締付スクリュー部が一体化した上位機種 オーダー No e-6 e-8 e-10
※T溝ガイド付(T溝にあわせるガイドブッシュ)はオプションです。 型 式 50030X2α 50040X2α 50050X2α
※取付用穴はオプションです。 ●口金開きがさらに拡大 口 金 開 き L1 0 〜 140 0 〜 240 0 〜 340
※フレックス ・クランプはラチェットトルクレンチで締め付ければ精度が安定します。 フレーム長さ L2 300 400 500
ただしトルクレンチは製品には付属されていません。客先にてご用意下さい。 ●切粉を防除する新機構 全 長 L3 326 426 526
(東日QL100N相当品を推奨) オーダー No e-12 e-14 e-16 e-281
※高精度口金ワークセッタが不要(平口金仕様)の場合は、オーダNoを頭の eを省いたナンバーでお願いします。 型 式 65045X2α 65065X2α 65085X2α 65105X2α
口 金 開 き L1 0 〜 260 0 〜 460 0 〜 660 0 〜 860
例 e-5 → 5 フレーム長さ L2 450 650 850 1050
全 長 L3 475 675 875 1075
オーダー No e-20 e-22 e-251
型 式 85100X2α 85120X2α 85150X2α
口 金 開 き L1 0 〜 761 0 〜 961 0 〜 1261
フレーム長さ L2 1000 1200 1500
全 長 L3 1036 1236 1536
※その他の寸法及び付属品は上記TypeX2と同様です。
⑧ ⑨
Page6
アルファ
TypeαPAT 分離型フレックス・クランプ
複雑形状の加工物に対してフレックス・クランプを自由に配置 フレックスクランプの特別付属品
中間ブロック
中間ブロックをフレックス・クランプに組込むことで加工物の多数個加工が可能になり、専用治具化
することで生産性を大幅に向上できます。
固定ブロック27-3、可動ブロック30-3使用例 ●用途にあった中間ブロックをご利用ください。
固定ブロック27型 固定ブロック28型
(背の高い加工物用)
中間ブロック20型 中間ブロック55-A型 中間ブロック55-B型
中間ブロック29型 可動ブロック30型
付属品 Tナット+六角穴付きボルト
●固定ブロック27型(背の高い加工物用) ●固定ブロック28型
単位mm 単位mm
E1 オーダ No 27-2 27-3 27-4 オーダ No 28-2 28-3 28-4 ●広い口金開きを
型式 50Xα 65Xα 85Xα 型式 50Xα 65Xα 85Xα
P1 L1 91 107 119 L1 125 150 200 有効利用
L2 90 105 117 A 54 65 85
P2 A 54 65 85 B 95 110 125 ●加工物の同時多数個加工が
B 95 110 125 C 40 45 55
P3 C 40 45 55 P2 P1 D 55 -0.05 65-0.05 70 -0.05
E -0.1 -0.1 -0.1 容易にできる
E1 M12 M14 M16 E M12 M14 M16
E2 P4 P4 E2 φ6 φ8 φ8 A F F 70 80 100
L1
G G 12 15 15 J G G 12 15 15
J J 32 40 50 J 32 40 50 ●加工物の段取時間を短縮し、加工スタッフの労力を低減すると共に ●使用例
H3 20 22.5 27.5 C H3 20 22.5 27.5
C H3
H3 P1 15 20 35 P1 15 20 47 同時に複数加工を行なうため均一な精度寸法がえられます。
B P2 50 50 50 B P2 75 100 100
D
P3 18 28 25 付属品Tナット+六角穴付きボルト ●一方向にクランプするため、加工物の外形誤差や中間ブロックの誤差
P4 20 25 35 るいせき
(任意の L1製作可能です)
L1 が累積しやすく、多数個の加工物をクランプすると締め付け方向の加
A
L2 付属品Tナット+六角穴付きボルト 工寸法がばらつく場合があります。高精度加工が必要な場合は誤差を
累積させないモジュラ ・クランプをご利用ください。
●中間ブロック29型 単位mm ●可動ブロック30型 単位mm ※モジュラ ・クランプについては p.12〜 p.13)をご参照ください。
オーダ No 29-2 29-3 29-4 オーダNo 30-2 30-3 30-4
型式 50Xα 65Xα 85Xα E 六角対辺F 型式 50Xα 65Xα 85Xα 横型MC機で使用すれば一度に加工物の多
L1 45 50 60 L1 164 182 286 面加工が効率良くおこなえます。
L2 110 125 160 L2 138 160 250
A 54 65 85 L3 94 115 155
A1 54 65 85 A 54 65 85 ① ② ③ ④
E P2 P1 B 95 110 125 P1 P2 P2 B 95 110 125
C 35 40 50 C 40 45 55
A L1 D 55-0.05 65 -0.05 70 -0.05 -0.05 -0.05 -0.05
-0.1 -0.1 -0.1
J G G A L1 D 55 -0.1 65 -0.1 70 -0.1
E M12 M14 M16 G L3 E M12 M14 M16
J
C G 10 12 12 F 19 19 24
H3 J 32 40 50 C G 12 15 15
H3
B H3 17.5 20 25 J 32 40 50
B
D P1 30 37.5 30 K 25 35 45
D
P2 50 50 100 H3 20 22.5 27.5
加工物を多数個保持できるので、一度に①②③ 加工物に適した口金をつけた中間ブロックを 口金の形状をかえることで丸棒の加工物を多
P1 19 30 25
A1 L2 付属品Tナット+六角穴付きボルト K
P2 50 50 100 ④の複数工程を同時加工することができます。 使えば、どんな加工物でも多数個どりで保持 数個ならべて一度に加工できます。
L2
付属品Tナット+六角穴付きボルト できます。
(任意の L2製作可能です)
⑩ ⑪
Page7
モジュラクランプ(オプション製品) 両締めモジュラクランプ仕様システム
モジュラクランプをフレックスクランプに組込んだシステムにすることで、加工物の基準 位置決めプレート MCJ-FC-P
位置が固定し加工物の浮き上がりも抑えた高精度な多数個加工ができるようになり、 位置決めプレート、両締めモジュラクランプ、
中間固定ブロックをクランプすることで ●加工物に合わせて交換することで
生産性を大幅に向上できます。また位置決めプレート交換で 加工物の基準位置ができます。 簡単に段取り換えができる。
あとは加工物をのせ、モジュラクランプで ※位置決めプレートは必ず必要です。
加工物の大きさの違いにも対応でき設備を有効に 締め付けることで加工物のクランプができます ※位置決めプレートはユーザーにて製作してください。
(どうしても製作できない場合は特注にて請負致します)
※ワークの締付幅と同寸、直角度、平行度がでているように製作してください。
活用できます。 0
0 左右両方にクランプ
①加工物の多数個取りを実現した装置 0
0
モジュラ・クランプ
フレックスクランプ用
両締めモジュラクランプ
FC-MCJ 中間固定ブロック
●素早いクランプと MCJ-FC-M
●基準位置を増やし
高精度加工を実現。
②素早いクランプと高精度加工を実現する特殊構造を採用 加工物の数が増大
締付け時に加工物が浮上がることがありません。また、口金の
当たりに関係なく均等な力で確実なクランプが実現できます。
モジュラークランプ レンチで瞬時に締め付け 今までの
中間ジョーの欠点 片締めモジュラクランプ仕様システム
加工部品
加工部品 たおれ
基準面 位置決めプレート MCJ-FC-P
基準面 位置決めプレート、片締めモジュラクランプ
均等かつ押し下げる ●加工物に合わせて交換することで
スライド面 クランプ力 をクランプすることで加工物の基準位置が
できます。
治具 スライドし加工物の たおれ 簡単に段取り換えができる。
誤差を吸収 あとは加工物をのせ、モジュラクランプで ※位置決めプレートは必ず必要です。
モジュラ・クランプの六角穴をレンチで回せば、加工部品は治具の基準面と 締め付けることで加工物のクランプができます ※位置決めプレートはユーザーにて製作してください。
(どうしても製作できない場合は特注にて請負致します)
スライド面に当てられ、瞬時に位置決めとクランプが可能となります。 0 ※ワークの締付幅と同寸、直角度、平行度がでているように製作してください。
0
0 一方向にクランプ
0
0
③組み替え自由で設備投資を大幅節減
フレックスクランプ用
Ⓐ
Ⓐ 片締めモジュラクランプ
Ⓑ FC-MCJ
Ⓑ
Ⓒ ●素早いクランプと
治具X モジュラ・クランプ Ⓒ
治具Y 高精度加工を実現。
⑫ ⑬
Page8
油圧シリンダ内蔵タイプ
クランパーシリーズ PAT 油圧シリンダ内蔵タイプ
Clamp with a built-in hydraulic cylinder モジュラクランプ
新製品 Modular Clamp with a built-in hydraulic cylinder
PAT.P
治具自動化の未来を開く!
応用例
無動作時仮締め状態の
業界初
安全構造!
業界初の仮締め機能付き。仮締め状態から油圧をかけること
で本締めされ、安全確実な加工がおこなえます。エアー挿入
同じの面の同時加工で 口にエアーや空圧をかけることで仮締めがゆるむ構造になっ
ており、ワークの脱着後無動力でも作業開始時までしっかりと
超時間短縮! 仮締めされていますので作業再開時でも安心して加工がおこ
なえます。急な停電や作業終了時でもワークが外れる心配が
なくなります。
両締め仕様
コンパクトでありながら力強い!
繰り返し位置決め精度は5μm以内
“つかむ”技術に革新をもたらすクランプシリーズに油圧シリンダを テーパー面とスライド面の2面拘束式で高精度
組み込み自動化に対応!
フレックスクランプやモジュラクランプの長所、使い易さを損なわないように精巧な設計により開発した油圧シリンダを内蔵しました。
レール状の長尺ワークや大物プレートや機械部品のベース、サッシなどの枠状ワークや車部品に多い異型ワークなどフレックスクラン “つかむ”技術にこだわる!
プやモジュラクランプが得意とするさまざまな加工ワークのクランプを自動化することができます。 機械加工自動搬送ライン工場などの多品種大量生産
機械加工自動搬送ライン工場や長尺物加工機械工場、門型機械工場などの自動締付けが必要な工場や合理化、無人化を目指す工場 加工治具に最適なクランプ治具部品
に使用してもらうことでさらなる生産性向上に貢献し、世の中のものづくりの問題点を解決していきたいと思っております。
片締め仕様
応用例
⑭ ⑮
Page9
生産性が大幅に向上する
テック・ヤスダの締付治具
PAT.P
フレックス・ツインクランプシリーズ 加工物の寸法差を吸収して確実なクランプを実現します。
●口金位置決めピンの位置により口金開きを
※
寸法差を吸収してクランプできる それぞれ段階的に調整でき、段取り替えが
素早くできます。また、サイズの異なる
加工物も同時にクランプできます。
画期的な両締めバイス。 180度回転させても 取付けボルト
使用できる
※最大20mm(片側の寸法差10mm) 取付けボルト 専用治具として使用(油圧式) 多工程を一度に加工できます
口金位置決めピン オプション用ボルト穴
可動口金
口金位置決めピン 中間固定口金
口金位置決めピン穴
可動口金
取付けボルト穴
取付けボルト穴
口金位置決めピン穴
口金位置決めピン穴
ストッパ用ボルト穴
締付けスクリュ19M
受け台用ボルト穴
オプション用ボルト穴
下記寸法は引き合い、発注前に必ず
M6タップ ZA130/ZB130 お問い合わせください。 ※この製品は今のところ受注生産です
M10タップ ●ダクタイル鋳鉄 ( FCD600)製で摺動面はHRC45以上に焼き入れが施してあります。
L3 単位mm
L1 E
A ZB(油圧)
F 手締め ZA130-390 ZA130-440 ZA130-490 ZA130-540 ZA130-640 ZA130-740 ZA130-900
E L1 型 式
C 油圧 ZB130-390 ZB130-440 ZB130-490 ZB130-540 ZB130-640 ZB130-740 ZB130-900
B
D 口 金 開 き L1 40 90 140 190 290 390 550
フレーム長さ L2 390 440 490 540 640 740 900
全 長 L3 415 465 515 565 665 765 925
〃 中間口金開き L4 – – 25 50 100 150 200
〃 L2 A 130 D 80 G 40 J
寸 法 B 135 E 85 H K
ZA(手締め)
C 55 F 55 I M
スクリュ締付け力 A 35Nm ワーク締付け力 A 300Nm
ガイドブロック 油 圧 締 付 け 力 B 40Nm 〜 110Nm ワーク締付け力 B 90Nm 〜 160Nm
※ガイドブロック位置は精度上変更はできませんので
ご注意ください。 スクリュ六角対辺 19
付属品 A セット…6 セット A セット…6 セット A セット…6 セット A セット…8 セット A セット…8 セット A セット…10 セット A セット…10 セット
付属品 Aセット:クランピングブロック+Tナット (14mm) +六角穴付きボルト (M12)
ZA90/ZB90 ※この製品は今のところ受注生産です
●ダクタイル鋳鉄 ( FCD600)製で摺動面はHRC45以上に焼き入れが施してあります。 単位mm
手締め ZA90-390 ZA90-440 ZA90-490 ZA90-540 ZA90-640 ZA90-740 ZA90-900
型 式
油圧 ZB90-390 ZB90-440 ZB90-490 ZB90-540 ZB90-640 ZB90-740 ZB90-900
口 金 開 き L1 80 130 180 230 330 430 590
フレーム長さ L2 390 440 490 540 640 740 900
全 長 L3 415 465 515 565 665 765 925
中間口金開き L4 22 47 72 97 147 197 277
A 90 D 80 G 35 J
寸 法 B 130 E 67 H K
C 50 F 40 I M
スクリュ締付け力 A 35Nm ワーク締付け力 A 300Nm
油 圧 締 付 け 力 B 40Nm 〜 110Nm ワーク締付け力 B 90Nm 〜 160Nm
スクリュ六角対辺 19
付属品 A セット…6 セット A セット…6 セット A セット…6 セット A セット…8 セット A セット…8 セット A セット…10 セット A セット…10 セット
付属品 Aセット:クランピングブロック+Tナット (14mm) +六角穴付きボルト (M12)
⑯ ⑰
Page10
生産性が大幅に向上する ラック式による素早い位置決めと持続する締め付け力
テック・ヤスダの締付治具 リンク式による高精度かつ強力な締め付け力
PAT
MC-QPV-160シリーズ らくらく作業
早い
50
早い 位置決めピン 23
無駄なスペースが無い
High accuracy / High toughness 締付け力
QPV160
1.高精度・高剛性 QPV160
締付け力 ハンドルが届かない… 図1 16
遅い 無駄なスペース 遅い
加工物を締め付けた時の精度が重要です。 R M L1 N K
28
実際に比較して下さい。 締付け力
違いがわかります。 従来品 従来品
締付け力
Wide clamp T D 22 22 D
U
2. B
口金開き大 186
Option(オプション) V A
k Power
600Typeで340mmまで開きます。 UN-LOCK MC-QPV-160-600 Quic
FlexClamp 高精度口金ワークセッター使用で
LOCK
P(4件)/TAIWAN PAT.P/
USA PAT.P
PAT.
Tech.Yasuda Co.,LTD. 締め付け浮き上がり精度 ±0.002
Compact 締め付け時の口金精度 ±0.001
3.コンパクト・省スペース
ower
MCのスプラッシュガード内に UN-LOCK MC-QPV-160-600 Quick P
FlexClamp
LOCK
PAT.P 図2
PAT.P(4件)/TAIWAN PAT.P/
USA
入ります。 Tech.Yasuda Co.,LTD.
R M L1 N K
Abundant option
4.豊富なオプション
UN-LOCK V-160-1200 Quick Power
ワークストッパ、替口金などを MC-QP
LOCK FlexClamp T
PAT.P(4件)/TAIWAN PAT.P/USA
PAT.P D 22 22 D
Tech.Yasuda Co.,LTD. U B 186
そろえています。 V A
Quick & position
5.クイック&ポジション
ポジションはラックピッチ1/2。 ck Power
UN-LOCK MC-QPV-160-1200 Qui
PAT.P(4件)/TAIWAN PAT.P/
USA PAT.P
LOCK FlexClamp
ワーク&クランプ早送りOK。 Tech.Yasuda Co.,LTD.
Make parallel 図3
6. R M L2 110 L2 M
並列化
600~800 ☞±0.01mm以内の許容値に入ります。
口100
1000~2010☞±0.015mm以内の許容値に入ります。 90
金
80
の T
70 D 22 22 D
タ
60 X社油圧バイス175型 U B 186
V
オ A
締め付け及び位置決めのしくみ 50 ※この製品は今のところ受注生産です
レ40 型式 MC-QPV-160- ※600 ※800 ※1000 ※1200 ※1600 ※2000
(μ) 30 A社最新型バイス160型 本体の長さ A 635 855 1075 1240 1680 2120
移動量0~19 QPV-160
20
位置決めロッド 口金幅 R 160 160 160 160 160 160
締め付けロッド 10 ワークセッター 口金高さ J 70(65) 70(65) 70(65) 70(65) 70(65) 70(65)
0 使用時
1 2 3 4 口金開き(MAX) L1 0~340 0~560 0~780 0~940 0~1380 0~1820
締付力(ton)
ラックの 口金開き L2 150 350 550 950 1350
下への押し付けを
噛み合わせ ワーク取付面高さ I 110±0.01 110±0.01 110±0.015 110±0.015 110±0.015 110±0.015
保ちながらの
で位置決め 締め付け 50 ガイドブロック T 18hT 18hT 18hT 18hT 18hT 18hT
X社油圧バイス175型 B 415 615 815 1020 1420 1825
40 重量 Kg 64 85 106 128 170 215
K 107 N 78 D 17
浮
30 M 181~200 H 175 I 110
上 寸法
J 65 T 18hT V 238
り20 U 184
(μ)
A社最新型バイス160型 ハンドル 1本 ハンドル 1本 ハンドル 1本 ハンドル 1本 ハンドル 1本 ハンドル 1本
10 QPV-160 クランピングブロック クランピングブロック クランピングブロック クランピングブロック クランピングブロック クランピングブロック
5 標準付属品
ワークセッター 6セット 6セット 8セット 8セット 8セット 10セット
0 使用時
1 2 3 4 ガイドブロック 2個 ガイドブロック 2個 ガイドブロック 2個 ガイドブロック 2個 ガイドブロック 2個 ガイドブロック 2個
締付力(ton)
⑱ ⑲
I J
H
25 50 40
11 95
I J I J
H H
Page11
テック・ヤスダの テック・ヤスダの
PAT
ユニバーサルプッシュリング PAT フレキシブル口金
がボーリング加工を変える!! が手持ちのバイスを変える!!
ボーリング・研削加工精度がマイクロの領域に躍進! 置くだけで汎用性が広がり、経費が節減。
締め付け時のワーク径精度0〜0.0030mm 締め付け時の本体精度0〜0.0010mm
ローラー M8タップ ベース ● 形状に沿ってクランプできる
● クランプ力が維持できる
● 加工時のトラブルがない
グリップピン 本体
力の動き ● メンテナンス不要
①ヒズミ形状の加工物 ②テーパ形状で2個取り ③丸棒多数個取り
上のリング
Rのついた加工物も テーパー面でも確実に 外径のばらつきも気に
確実にクランプ クランプ(点あたり) する事なく多数個取り
さらに2ヶ取り
下のリング
加工物
本製品による締付け
松葉 加工物が変形しても均等な力で締付け
0 0
寸法図 グリップピンタイプ
現在全製品受注生産です。納期は2週間(125巾)〜2ヵ月かかりますのでご了承願います。 E F G
オーダ No
ロック数 A B C D E F G H I J
及び型式
加工物 注)加工面にねじれがないこと 56-125-2-65X 2 125 48 50 38 18.5 88 φ 12 10 12 30
C H
ユニバーサルプッシュリング 56-125-3-65X 3 125 48 50 38 17 46 φ 12 10 12 30 D
+Y 40
60 56-125-4-65X 4 125 48 50 38 20 26 φ 12 10 12 30
ZEISSで測定 56-175-2-65X 2 175 54 50 38 18 139 φ 12 10 12 30 14 A B
40
荷重 56-175-3-65X 3 175 54 50 38 17 70.5 φ 12 10 12 30 ベース M8タップ穴
20 56-175-4-65X 4 175 54 50 38 20 45 φ 12 10 12 30 平口金タイプ
E F G
-X +X 56-175-5-65X 5 175 54 50 38 17 35 φ 12 10 12 30 J
寸法表 C
-20 ※取付ベースはオプションです。取付穴はユーザーで加工をお願いしています I
A C H
-40 D
40
-60
P 本製品は、お客様の仕様による受注生産です。 -Y 14 A B
E
45゜ (1)サイズ:φ30〜φ300 ベース M8タップ穴
B (2)締め付け力:ご希望に応じます。
⑳ ㉑
-60
-40
-20
20
40
60
Page12
自在口金キット 使用例
PAT.P
手持ちのバイスに置くだけで
スイベルロック
面角度自在バイスに。 フリーロック
フリーロック
仕様の場合
スイベルロック
スイベルロック フリーロック
※平ワークの締付力は接触面の分、分散されますので注意してください。
寸法図 グリップ(オプション)
(薄型:高さ5mm 厚型:高さ7mm) ●フリーロック 締付用スパナ溝
●スイベルロック (専用スパナは付属)
H(グリップなどの取付用) A(口金面の幅) B
スイベルベース C
C E1 D(パットなどの取付用)
約10゜ 約10゜ G
スイベルベースは基本的に固定本体と可動本体で E2
D
構成されています。ゆがみのある加工物を面に沿
B φA
うように動く口金取付ベースです。 6 4 F 8
(移動角度は左右約8度) オーダ No 型式 A B C D E1 E2 F G H フラット面:末尾A
392 FBA-4515 47 15 16 45 26 — 9.5 M5 M5 網目面 :末尾B
393 FBA-8520 95 20 25 85 70 40 12 M5 M5 オーダ No 型式 A B C D 耐圧 (Nm) 口金面
386 FBA-6540 65 40 25 65 40 — 20 M8 M8 394-A FBB-1914-A 19 14 M5 M3 90 フラット
387 FBA-8540 95 40 25 85 60 40 20 M8 M8 395-A FBB-2919-A 29 19 M8 M4 150 フラット
スイベルロック 新機種追加 FBA-4515 48-50X FBA-5040 50 40 20 50 32 — 20 M6 M6 388-A FBB-3825-A 39 25 M8 M4 500 フラット
FBA-8520 48-1-50X FBA-5035 50 40 20 50 32 — 17.5 M6 M6 394-B FBB-1914-B 19 14 M5 M3 90 網目
口金面焼入硬度 口金本体 48-65X FBA-6545 65 45 25 65 40 — 22.5 M8 M8 395-B FBB-2919-B 29 19 M8 M4 150 網目
HRC60 スイベルロックは基本的に口金本体と可動口金で 48-85X FBA-8555 95 55 25 85 50 — 27.5 M8 M8 388-B FBB-3825-B 39 25 M8 M4 500 網目
48-1-85X FBA-8550 95 50 25 85 50 — 25 M8 M8
構成されています。ゆがみのある加工物を面に沿
うようにはさむことができる口金です。 ●スイベルベース ●取付ベース(マグネット2ケ付)
マグネット C±0.01
可動口金 (移動角度は左右約10度) A
110
ほぼ実寸大 C 0の支点 M12
FBA-4515 約8゜ 約8゜ B
※平行に近い状態で使用するとシーソー運動の
フリーロック 新機種追加 FBB-1914( φ19type) さらに口金面に 能力が落ちますので0の支点に近い範囲での
フラットタイプと網目タイプを追加 8 使用はしないでください
FBB-2914( φ29type) B FBC-1540:70mm以下
フリ−ロックは基本的に口金本体と可動口金で構 FBC-2040:100mm以下は不可 口金を決まった位置に調整が出来ます。
口金面材質および焼入硬度 取付用タップM5
D
ベアリング鋼SUJ2 成されています。ゆがみのある加工物を面に沿う A(口金面の幅)
HRC60 78 M8 M10
ようにはさむことができる口金です。
E
(移動角度はあらゆる方向に約15度) 40 9 F
G M8通し
16 H
従来品に比べ… ※Tナットはオプションです。スイベルベースにスイベルロックを取り付ける場合は I
Tナットが必要になります。 J
●取付ベース 推奨ナット ナベヤ:TNM1008 スーパーツール:TN1008
ほぼ実寸大 非常に壊れにくい(耐圧500Nm) スイベルベースとスイベルロック同時購入の場合はTナットが付属しています。 オーダ No 型式 A B C E D F G H I J
FBB-1914( φ19type) スイベルベースとフリーロック同時購入の場合はTナットが付属しています。 381-A WB-135×40-A 135 40 12 7.5 20 47.5 87.5 127.5
※取り扱い説明書の使用方法を守った場合に限る 382-A WB-150×45-A 150 45 12 15 20 55 95 135
オーダ No 型式 A B C
組み合わせ次第でさまざまな使い方ができます 383-A WB-175×50-A 175 50 12 12.5 20 52.5 67.5 107.5 122.5 162.5
389 FBC-1540 200 48 165
384-A WB-200×55-A 200 55 12 12.5 20 52.5 80 120 147.5 187.5
390 FBC-2040 230 55 202
391 FRB-55×40 40 55 12 20 20
FBC-2040とFBB-3825 FBC-2040とFBA-6540 WB-150×45-AとFBA-6540
の組み合わせ の組み合わせ の組み合わせ FRB-55×40とFBB-3825
㉒ の組み合わせ ㉓
Page13
テック・ヤスダの 高精度を実現する特殊口金 • 加工物の浮き上がり防止に効果を発揮します
マグネット付 • 加工物の反り現象を最小限にし、平行度・直角
高精度口金ワークセッタ・キット 出しを容易にします。
PAT • わざわざハンマーで叩いて沈ませる必要がなく
が手持ちのバイスを変える!! なり、仕事の能率が格段にあがります。
•締付精度がいつも一定になるのでどなたでも
ワークを押す力
置くだけで高精度バイスに。 高精度かつ高品質の加工ができます。
ワークを受ける力
面に沿って
スライド • 口金前面にタップ穴があるので、様々な治具や
(マグネット付なのでワンタッチ取付) 部品が取り付けられます。
締付け時の浮上り量 0〜0.0040mm 加工物を
押し下げる力
加工物を押し下げながら
締付け時の口金精度 0〜0.0010mm 噛み合い一体化
※締付トルク50N以上
使用時の精度比較表
精度 20 従来型バイス
16
浮
き12 精密マシンバイス
上
が
り8 超精密マシンバイス
μ
4
高精度口金ワークセッタ・キット
0 40 80120160 200
高精度口金 締め付け力(N・m)
ワークセッタ・キット
寸法図 ■タップ穴 ■T溝
口金を決まった位置に調整が 左右に自由に口金の調整が
※
65 18 C±0.01 出来ます。 出来ます。
バイスは締め付けると全体に反り、必ず加工物が浮上ります。
40
ワークセッタ・キットは押し下げストロークで浮上り分を吸収し、 B
浮上りゼロの安定性が高いクランプを実現します。 A E
取り付けベース F
G M8通し D 移動量
H
I ※公差表
J 標準 並列
A B A’ B’
●高精度口金ワークセッタ・キット使用 +0.005~ -0.005~ 0~+0.005 0~-0.005
+0.010 -0.010
はめあいがあるので 加工物を押し下げて 高精度口金ワークセッタ ・ キット
大きく浮き上がる 浮き上がり分を吸収
オーダ No. 型式 ベースのタイプ A B C D E F G H I J
加工物 加工物 381-A-65X JUSWB-135×40-A-WS タップ穴 135 40 12 ─ 7.5 47.5 87.5 127.5 ─ ─
締付力 締付力 381-B-65X JUSWB-135×40-B-WS T 溝 135 40 12 135 ─ ─ ─ ─ ─ ─
382-A-65X JUSWB-150×45-A-WS タップ穴 150 45 12 ─ 15 55 95 135 ─ ─
382-B-65X JUSWB-150×45-B-WS T 溝 150 45 12 135〜150 ─ ─ ─ ─ ─ ─
383-A-65X JUSWB-175×50-A-WS タップ穴 175 50 12 ─ 12.5 52.5 67.5 107.5 122.5 162.5
383-B-65X JUSWB-175×50-B-WS T 溝 175 50 12 135〜175 ─ ─ ─ ─ ─ ─
バイス 反りが発生する 高精度口金ワークセッタ・キット 384-A-65X JUSWB-200×55-A-WS タップ穴 200 55 12 ─ 12.5 52.5 80 120 147.5 187.5
384-B-65X JUSWB-200×55-B-WS T 溝 200 55 12 135〜200 ─ ─ ─ ─ ─ ─
㉔ ㉕
( )
Page14
の モジュラー レンチで瞬時に締め付け 1秒で位置決め
クランプ 今までの
加工部品 中間ジョーの欠点
加工部品
基準面 たおれ
PAT.P 基準面
が手持ちのバイスを変える!! 均等かつ押し下げる
スライド面 クランプ力
たおれ
スライドし加工物の
置くだけで汎用性が広がり、経費が節減。 治具
誤差を吸収
加工部品は治具の基準面とスライド面に当てられ、
バイス本体スクリューでワーククランプ巾の位置決めプレートをはさみ込むだけ。 瞬時に位置決めとクランプが可能。
後はモジュラクランプ締付けボルトでワークのとりはずしをします。
①両締め中間ジョーとして、加工物が モジュラ・クランプ・キット
加工基準面(固定口金)
浮上らない高精度多数個加工 手 順
①モジュラクランプキットをバイスにセッ ※
トする 位置決めプレート
モジュラクランプ締付け ②ワーククランプ巾と同じ位置決めプレー ワークに合わせて
最大把握力(80N・m) ボルトでワークのとりはずし トをバイス本体のスクリューではさみ込 モジュラ・クランプ・キット ユーザーにて製作。
レンチで瞬時に締め付け
の作業をする ※ワーククランプ巾と同じ
基準面 基準面 む ( 初期セットアップ )
2.3ton / 1ワーク トルクレンチの使用を ③ワークをセットしてモジュラクランプの
お勧めします 締付けボルトでバイス本体の締付け力の
約半分の締付け力で締める
※レンチは付属していません。
後はバイス本体のスクリューは触らず、モ
ジュラクランプの締付けボルトでワークの
取り替えをする
バイス ワークに合わせた
モジュラ・クランプ・キット 位置決めプレート
※ワーククランプ巾と同じものを
モジュラ・クランプキットをはさみこむ 製作のこと
ことで固定側、可動側に基準面ができる
位置決めプレート
ワーククランプ巾
バイス本体ではさみ込む クランプボルトK
異なる加工物でも位置決めプレートを換えるだけ! 適用バイスと仕様寸法図 モジュラ・クランプ・キット 適用加工物 H B H
例えばワークのクランプ巾が50の時は位置決めプレート巾も50となります A
C
D
P E
②ツインクランプでラクラクかつ ③ハイドロ・モジュラ・キットで ※敷板必要な場合があります。
C (ユーザーにて用意してください オプションとして注文も承ります)
安定した加工物のクランプ 自動制御クランプ TSUDAKOMA
※
型式 口金巾 口金高さ オーダ No. 適用モジュラ型式 口金高さ A 巾 B 口金巾 C 間隔 D ベース高さ E ピッチ P クランプボルト K 必要な敷板高さ 適用加工物寸法 H
VN-1220,Vi-1220,1222 125 50 b-40-125 VK-MJC-CA-49-35 35 36 49 27 15 76 M10 max 80
VN-1627,1635,Vi-1627,1635 160 55 b-40-160 VK-MJC-S-63 40 46 63 27 15 90 M12 max 150
VN-2032,Vi-2041 200 65 b-40-200 VK-MJC-S-78 40 55 78 25 15 103 M16 10 max 130
KITAGAWA
※
型式 口金巾 口金高さ オーダ No. 適用モジュラ型式 口金高さ A 巾 B 口金巾 C 間隔 D ベース高さ E ピッチ P クランプボルト K 必要な敷板高さ 適用加工物寸法 H
VE125,VQX125 125 50 b-40-125 VK-MJC-CA-49-35 35 36 49 27 15 76 M10 max 80
VE160,VQX160 160 60 b-40-160 VK-MJC-S-63 40 46 63 27 15 90 M12 5 max 110
VE200,VQX200 200 70 b-40-200 VK-MJC-S-78 40 55 78 25 15 103 M16 15 max 120
TAKEDA KIKAI
※
型式 口金巾 口金高さ オーダ No. 適用モジュラ型式 口金高さ A 巾 B 口金巾 C 間隔 D ベース高さ E ピッチ P クランプボルト K 必要な敷板高さ 適用加工物寸法 H
125HVS,HC125 125 50 b-40-125 VK-MJC-CA-49-35 35 36 49 27 15 76 M10 max 90
150HVS,HC150 150 55 b-40-160 VK-MJC-S-63 40 46 63 27 15 90 M12 max 120
175HVS 175 55 b-40-200 VK-MJC-S-78 40 55 78 25 15 103 M16 max 110
200HVS 200 65 b-40-200 VK-MJC-S-78 40 55 78 25 15 103 M16 10 max 120
NABEYA
※
型式 口金巾 口金高さ オーダ No. 適用モジュラ型式 口金高さ A 巾 B 口金巾 C 間隔 D ベース高さ E ピッチ P クランプボルト K 必要な敷板高さ 適用加工物寸法 H
LTFV125,LT125,LTCV125 125 50 b-40-125 VK-MJC-CA-49-35 35 36 49 27 15 76 M10 max 80
LTFV150,LT150 150 60 b-40-160 VK-MJC-S-63 40 46 63 27 15 90 M12 5 max 100
最大把握力(80N・m) 最大把握力(80N・m) LTCV160 160 60 b-40-160 VK-MJC-S-63 40 46 63 27 15 90 M12 5 max 120
LTFV175 175 70 b-40-200 VK-MJC-S-78 40 55 78 25 15 103 M16 15 max 100
ツインで4.6ton ツインで4.6ton ※ご使用のバイスの口金高さにあわせて敷板で高さ調整してください。(オプション品として注文も承りますのでお問い合わせください。)
※クランプのしめ代は機種により異なりますので注意してください
㉖ ㉗
Page15
テック ・ヤスダの治具専用締具 モジュラ・クランプの仕様と寸法
MJC-S(標準仕様) MJC-CA(省スペース仕様)
モジュラ ・クランプは機械加工の L3 40.5
L2 ※1A A 36※1
1.5 1.5 L1 1.5 1.5 32
生産効率を大幅に高めます。
豊富な加工事例をご覧ください。 B B
C
C
使用例 ※1ワーククランプ時の推奨開き寸法 ※1ワーククランプ時の推奨開き寸法
●各機械部品加工 特長
浮上がりゼロ構造の両側クランプキット 加工ワーク
使用機械:各種マシニング ワーク誤差を吸収し確実なクランプをする 特長
使用製品:各種モジュラ ・クランプ 構造 浮上がりゼロ構造の両側クラン
仕様 全機種手締め式です。
プキット オーダ No. 型式 A B C
加工物に最適な配置で設計する 専用治具 ワーク誤差を吸収し確実なクラ b-25-29-A MJC-CA-29-25 29 25 10
ンプをする構造 b-25-34-A MJC-CA-34-25 34 25 10
ことで簡単に専用治具が製作で b-25-39-A MJC-CA-39-25 39 25 10
仕様 コンパクト化による加工範囲の b-25-44-A MJC-CA-44-25 44 25 10
きます。 オーダ No. 型式 備考 A B C L1 L2 L3 拡大 b-25-49-A MJC-CA-49-25 49 25 10
b -13-63 MJC-S-63-A 手締め式 63 40 10 40 45 48 b-25-54-A MJC-CA-54-25 54 25 10
b -13-78 MJC-S-78-A 手締め式 78 40 15 50 55 58 b-25-59-A MJC-CA-59-25 59 25 10
b -13-82 MJC-S-82-A 手締め式 82 40 15 55 60 63 b-25-64-A MJC-CA-64-25 64 25 10
b -13-98 MJC-S-98-A 手締め式 98 40 15 55 60 63
油圧式もあります。 口金高さ35mm仕様もあります。
フレックス・クランプに組み込む
ことで高精度な多数個加工ができ MJC-CB(小物多数個治具用) 26 MJC-CC(超小型仕様) 24
A 24※1 21※1A
1.5 1.5 22 1.5 1.5 18
るシステム治具として、機械加工
の生産効率を大幅に高めます。 B B
C C
※1ワーククランプ時の推奨開き寸法 ※1ワーククランプ時の推奨開き寸法
●各機械部品加工 仕様 全機種手締め式です。 仕様 全機種手締め式です。
オーダ No. 型式 A B C オーダ No. 型式 A B C
使用機械:各種マシニング 特長 b-26-23-A MJC-CB-23-17 23 17 8 特長 b-27-18-A MJC-CC-18-10 18 10 8
浮上がりゼロ構造の両側クラン b-26-28-A MJC-CB-28-17 28 17 8 浮上がりゼロ構造の両側クラン b-27-23-A MJC-CC-23-10 23 10 8
使用製品:各種モジュラ ・クランプ プキット b-26-33-A MJC-CB-33-17 33 17 8 プキット b-27-28-A MJC-CC-28-10 28 10 8
b-26-38-A MJC-CB-38-17 38 17 8 b-27-33-A MJC-CC-33-10 33 10 8
:各種フレックス ・クランプ ワーク誤差を吸収し確実なクラ b-26-43-A MJC-CB-43-17 43 17 8 ワーク誤差を吸収し確実なクラ b-27-38-A MJC-CC-38-10 38 10 8
ンプをする構造 b-26-48-A MJC-CB-48-17 48 17 8 ンプをする構造 b-27-43-A MJC-CC-43-10 43 10 8
加工物に合った位置決めプレー コンパクト化による加工範囲の b-26-53-A MJC-CB-53-17 53 17 8 コンパクト化による加工範囲の b-27-48-A MJC-CC-48-10 48 10 8
拡大 拡大
ト兼受け台を使用することで基 口金高さ25mm仕様もあります。 口金高さ18mm仕様もあります。
準面ができ、高精度な多数個加 受注生産の製品もありますので 締付力
工が行なえます。 ご確認をお願い致します。 締付動力 MJC-S MJC-CA MJC-CB MJC-CC
手動 トルクレンチ ワーク圧 (ton) ワーク圧 (ton) ワーク圧 (ton) ワーク圧 (ton)
(N•m)
20 0.6 0.7 1.2 1.4
40 1.2 1.5 2.0 ―
60 1.8 2.2 ― ―
80 2.4 ― ― ―
●モジュラ・クランプ特別付属品
フレックス・クランプ フレックス・クランプ
片締仕様 取付け用フック 取付け用ベース 中間固定ブロック 治具取付け用ベース
㉘ ㉙
Page16
テック・ヤスダの治具専用締具モジュラ・クランプは
① ② ③
多数個取り、高精度、組替え自由で高効率生産を実現。
①加工物の多数個取りを実現した装置 ③組替え自由で設備投資を大幅節減
Ⓘ Ⓕ 治具X
モジュラ・クランプ Ⓗ Ⓖ
Ⓐ Ⓔ
Ⓓ
Ⓑ Ⓒ
モジュラ・クランプ
治具Y
割出台と組合せする治具装置にモジュラ・クランプを用いる
ことで16個の加工物をコンパクトにセットできます。
Ⓐ Ⓓ
②素早いクランプと高精度加工を実現する特殊構造を採用 Ⓒ
Ⓑ
締付け時に加工物が浮上がることがありません。また、口金の
当たりに関係なく均等な力で確実なクランプが実現できます。
レンチで瞬時に締め付け バイスに置くだけで汎用性拡大
今までの
モジュラー
クランプ 加工部品 中間ジョーの欠点
モジュラ・クランプ(口金) モジュラ・クランプ
加工部品 モジュラ・クランプ(本体) 基準面
たおれ
基準面 切粉侵入防止ウレタンゴム
ワーク圧(ton)
スライド面 モジュラ・クランプ締付力
モジュラ・クランプ(ベース) 3.5
治具 モジュラ・クランプ(スライドナット) 3
均等かつ押し下げるクランプ力 たおれ 2.5
スライドし加工物の誤差を吸収 MJC-S-78,82,98
2 MJC-S-63
モジュラ・クランプの六角穴をレンチで回せば、加工部品は治具の基準面と MJC-CA
1.5 MJC-CB
MJC-CC
スライド面に当てられ、瞬時に位置決めとクランプが可能となります。 1
0.5
0
10 20 30 40 50 60 70 80 90 100 締付力(トルクレンチN・m)
Page17
FlexClamp PAT. / TAIWAN PAT. / USA PAT. 創意工夫
PCT(EP)(KR)(CN)(US) Factory innovation
実用例集
生産性が大幅に向上する
テックヤスダの治具専用締具
モジュラクランプシリーズ
加工物 モジュラ・クランプ
加工物ストッパー
補助ベース モジュラ・クランプを使用した回転割出治具
フレックス・クランプ
株式会社テック・ヤスダ
JS22A 〒920-0022 石川県金沢市北安江4丁目16-7
TEL (076)265-8655 FAX (076)265-5842
http://www.f-yasuda.co.jp
E-mail art1440@f-yasuda.co.jp Instagram テックヤスダ