


配管の溶接工数を削減したい。寸法精度を上げたい。流体効率を良くしたい。
配管分岐における従来工法との比較、バーリング加工のメリット、及び加工実績等をご紹介します。
このカタログについて
| ドキュメント名 | バーリング加工技術 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 375.9Kb |
| 取り扱い企業 | 荒木技研工業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
流 寸 配
体 法 管
効 精 の
率 度 溶
を を 接
良 上 工
く げ 数
し た を
た い。 削
い。 減
し
た
い。
Page2
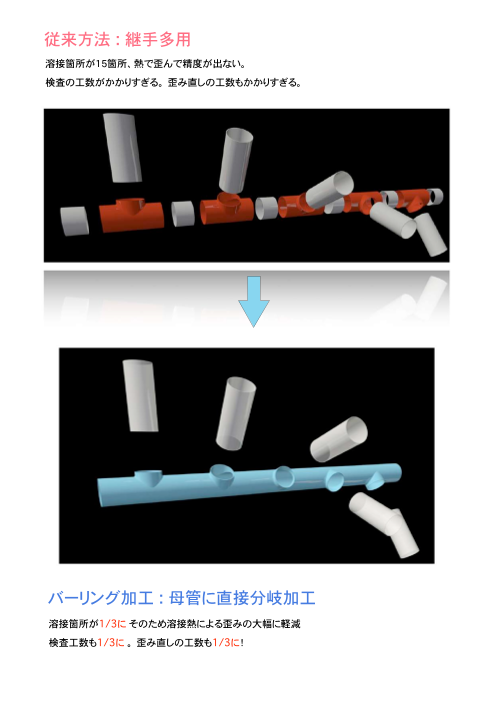
従来方法 : 継手多用
溶接箇所が15箇所、熱で歪んで精度が出ない。
検査の工数がかかりすぎる。 歪み直しの工数もかかりすぎる。
バーリング加工 : 母管に直接分岐加工
溶接箇所が1/3に そのため溶接熱による歪みの大幅に軽減
検査工数も1/3に 。 歪み直しの工数も1/3に!
Page3
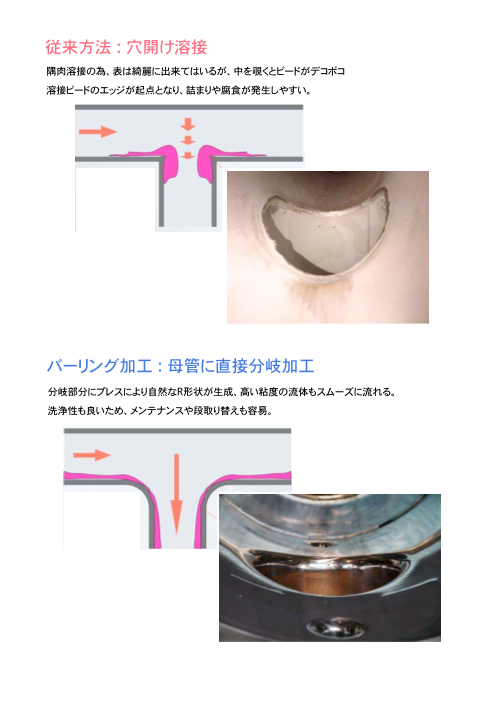
従来方法 : 穴開け溶接
隅肉溶接の為、表は綺麗に出来てはいるが、中を覗くとビードがデコボコ
溶接ビードのエッジが起点となり、詰まりや腐食が発生しやすい。
バーリング加工 : 母管に直接分岐加工
分岐部分にプレスにより自然なR形状が生成、高い粘度の流体もスムーズに流れる。
洗浄性も良いため、メンテナンスや段取り替えも容易。
Page4
従来工法 バーリング加工
欠陥が出やすい 欠陥が出にくい
隅肉溶接 突き合わせ溶接
分岐部を母管から
直接塑性加工
付き合わせ円周溶接が可能! 分岐部の強度もUP!!
消防認定等の過酷な耐久試験もクリア!
曲げ試験、引っ張り試験、水撃圧試験合格
水処理設備
ビル消火設備
発電プラント
造船
半導体・食品・医薬品
Page5
SUS304 TP-S 冷却管 SUS316L TP-S 原子力向
STPY 蒸気用 900A × 900A 100A×80A×50A CROSS 100A×100A 45°Y
サニタリー食品機械用 �STPY 600A×500A
STPG Sch/160 200A×65A
4s×2s×1s 蒸気用ヘッダー
TPY Sch/10s 半導体向け 銅合金 熱交換器用ヘッダー
400A×65A ヘッダー 長穴バーリング加工 φ50×35×15
227-0031 神奈川県横浜市青葉区寺家町311
荒木技研工業株式会社 TEL 045-962-2825 FAX 045-962-1045
Mail info@arakigiken.co.jp