



⾦属3Dプリンターを最⼤限に活⽤するための ポイントなどをわかりやすく解説します
⾦属3Dプリンターの受託造形サービスならモデル作成⽀援 〜仕上げ加⼯まで トータルサポートの東レ・プレシジョン株式会社
■⾦属積層造形について
■設計ルールについて
■サポート例及びサポート回避策
■サポートの除去手段
■造形シミュレーションの活⽤
■弊社の精密加⼯技術について
■⾦属積層造形の事例 1
■⾦属積層造形の事例 2
■材料特性⼀覧
■ご注文方法と会社紹介
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 精密加⼯ 技術ハンドブックVol.2 ⾦属3Dプリンター ハンドブック |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 5.7Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 東レ・プレシジョン株式会社 (この企業の取り扱いカタログ一覧) |

このカタログの内容
Page1
精密加⼯ 技術ハンドブックVol.2
⾦属3Dプリンター ハンドブック
⾦属3 Dプリンターを最⼤限に活⽤するための
ポイントなどをわかりやすく解説します
東レ・プレシジョン株式会社
TORAY PRECISION CO., LTD.
⾦属3Dプリンターの受託造形サービスなら
モ デ ル 作 成 ⽀ 援 〜 仕 上 げ 加 ⼯ ま で
トータルサポートの東レ・プレシジョン株式会社
Page2
INDEX
■⾦属積層造形について …P2
■設計ルールについて …P3
■サポート例及びサポート回避策 …P4
■サポートの除去手段 …P5
■造形シミュレーションの活⽤ …P6
■弊社の精密加⼯技術について …P7
■⾦属積層造形の事例 1 …P8
■⾦属積層造形の事例 2 …P9
■材料特性⼀覧 …P10
■ご注文方法と会社紹介 …P11
AM FACTORY
⾦属積層造形(AM)と
精密加⼯技術を融合させた
新しいものづくりを始めます。
Page3
東レ・プレシジョン株式会社 TORAY PRECISION CO., LTD.
⾦属積層造形について
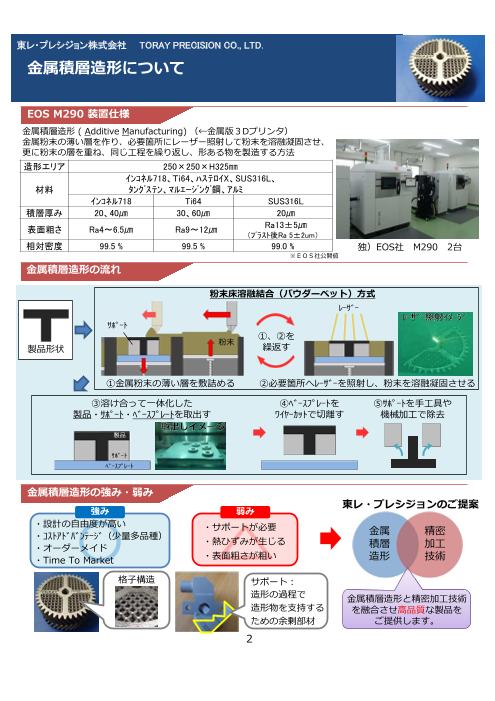
EOS M290 装置仕様
⾦属積層造形 ( Additive Manufacturing) (←⾦属版3Dプリンタ)
⾦属粉末の薄い層を作り、必要箇所にレーザー照射して粉末を溶融凝固させ、
更に粉末の層を重ね、同じ⼯程を繰り返し、形ある物を製造する方法
造形エリア 250×250×H325㎜
インコネル718、Ti64、ハステロイX、SUS316L、
材料 タングステン、マルエージング鋼、アルミ
インコネル718 Ti64 SUS316L
積層厚み 20、40㎛ 30、60㎛ 20㎛
Ra13±5㎛
表面粗さ Ra4~6.5㎛ Ra9~12㎛
(ブラスト後Ra 5±2um)
相対密度 99.5 % 99.5 % 99.0 % 独)EOS社 M290 2台
※EOS社公開値
⾦属積層造形の流れ
粉末床溶融結合(パウダーベット)方式
レーザー
サポート
粉末 ①、②を
製品形状 繰返す
①⾦属粉末の薄い層を敷詰める ②必要箇所へレーザーを照射し、粉末を溶融凝固させる
③溶け合って⼀体化した ④ベースプレートを ⑤サポートを手⼯具や
製品・サポート・ベースプレートを取出す ワイヤーカットで切離す 機械加⼯で除去
製品
サポート
ベースプレート
⾦属積層造形の強み・弱み
強み 弱み 東レ・プレシジョンのご提案
・設計の⾃由度が⾼い ・サポートが必要
・コストアドバンテージ(少量多品種) ⾦属 精密
・オーダーメイド ・熱ひずみが生じる 積層 加⼯
・Time To Market ・表面粗さが粗い 造形 技術
格子構造 サポート︓
造形の過程で ⾦属積層造形と精密加⼯技術
造形物を⽀持する を融合させ⾼品質な製品を
ための余剰部材 ご提供します。
2
Page4
東レ・プレシジョン株式会社 TORAY PRECISION CO., LTD.
設計ルールについて
サポートの必要性
以下のような場合にサポートを必要とします。
1.天井形状を有するパーツを造形するときに形状を支持する
2.残留応力によるパーツの変形を抑える
3.形状に依存するが、造形不良が発生しやすい箇所にサポートを
付け、造形不良を防ぐ
ベースプレート
4.造形中の熱を伝熱し、排出する
設計にアイディアを取り込み、サポートを必要としない形状を造形することが理想です
サポート
デザインを変更することでサポートを必要としない造形が理想ですが、
実際はサポートを必要としない形状は数少ないです。
サポートが最小限になるよう設計することで、後処理加工や、
造形時間が短縮されます。
オーバーハング 穴形状
オーバーハングの造形にはサポートが必要となります。 穴形状は造形方向と同じ方向に造形することで真円度が
向上し、サポートなしで造形することができます。
R3 以下
φ10以上
造 φ6以下
形
方
向
0.5mm以下
横穴形状はφ6以下が理想的で、φ6以上は円の上部の
材料、積層厚に依存しますが、0.5mm 面相度が著しく低下します。
以下、
もしくはR3以下のオーバーハングは造形可能です。 φ10以上の横穴はサポートが必要となります。
造形角度 内部穴
角度が小さいアンダーカット部がある造形はサポートが φ6以下の穴形状であれば、内部にサポートなしで
必要となります。 自由に造形が可能です。
φ6以下
45°以上
材料、積層厚に依存しますが、45°以上の 天井形状を有する穴はサポートが必要となり、
アンダーカットはサポートが不要です。 それを取り除くことは困難です。
造形モデル作成の際、お困りごとがあればお気軽にご相談ください。
造形のノウハウを含めた最適な設計方法をご提案致します。
3
Page5
東レ・プレシジョン株式会社 TORAY PRECISION CO., LTD.
サポート例及びサポート回避策
オーバーハング形状
このようなオーバーハング形状を造形しよう
このようなサポートが必要です。
とした場合、サポートが必要となります。
サポート
回避策
オーバーハング部の形状を変更することでサポートなしで造形することができます。
天井形状
□穴のような天井形状を造形しよう
このようなサポートが必要です。
とした場合、サポートが必要となります。
サポート
回避策
□穴の角度を変更し、◇穴形状に 円形にすることでサポートなしの造形ができます。
することでサポートなしの造形が 穴径が大きい場合は、穴の最上部の形状を
できます。 変更することでサポートなしで造形できます。
4
Page6
東レ・プレシジョン株式会社 TORAY PRECISION CO., LTD.
サポートの除去手段
樹脂3Dプリンタのサポートの特徴
樹脂用の3Dプリンターのサポートには以下のような特徴があります。
1.手で簡単に取り除くことができる
2.水や溶剤で溶けるものがあり、簡単に取り除くことができる
3.粉末積層造形法ではサポートが不要
金属3Dプリンタのサポートの特徴
金属用の3Dプリンターのサポートには以下のような特徴があります。
1.手で簡単に取り除くことができない
2.造形物内部にサポートを付けた場合、取り除くことができない
サポート
金属3Dプリンタのサポート除去には、工作機械による2次加工が必要です!
サポートの除去手段(一例)
弊社では以下のような手順によってサポート除去を行っています。
造形後 ワイヤーカット ワイヤーカット後
マシニング サポート除去完了!
5
Page7
東レ・プレシジョン株式会社 TORAY PRECISION CO., LTD.
造形シミュレーションの活用
造形シミュレーションソフトの特徴
造形シミュレーションを活用することで以下のような事前検証が可能です。
・造形中に造形失敗リスクの抽出することができる
・造形完了後の変形形状の予測ができる
・造形中や造形完了後の造形物の破壊リスクが予測できる
造形解析
シミュレーション活用例(一例)
造形シミュレーションを活用することで造形時の熱ひずみ量を考慮した造形モデルの調整が可能です。
逆変形モデル
造形解析 出力
・3Dスキャン結果
逆変形無し 逆変形あり
6
Page8
東レ・プレシジョン株式会社 TORAY PRECISION CO., LTD.
弊社の精密加工技術について(一例)
マシニング加工 放電加工
超高精度小型マシン、大型マシン、 型彫放電、超微細放電、ワイヤー
同時5軸加工マシンまで、多彩な 放電加工機を保有し、切削加工が
設備であらゆる製品に対応します。 苦手とする加工に対応します。
高精度大型マシニングセンタ ワイヤー放電加工機
インペラー 人工骨(大腿骨) 同時5軸加工機 微細スリット加工 はめ合せ部品 形彫り放電加工機
(形彫り) (ワイヤー)
旋削加工 ラップ加工(表面仕上げ)
汎用旋盤、CNC自動旋盤など、 平面部には精密ラップ盤、
精密加工機を保有し、主に小物 曲面には手磨きの技術を駆使し、
製品の単品加工、量産など幅広く 表面を鏡面に仕上げます。
対応します。
CNC自動旋盤 精密ラップ盤
ノズル先端 ノズル割断サンプル 鏡面サンプル 真空機器部品
研削加工 品質保証
汎用研削盤からNC研削盤、超精密 3次元測定器、画像測定器、測定顕微鏡、面粗さ
大型研削盤、円筒研削盤を保有し、 測定器,SEM等の測定器,観察器を駆使し、高い
小物から大型製品まで、あらゆる製 精度で製品を検査・評価します。
品をミクロンオーダーで仕上げます。
平面研削盤
スリットダイ(研削超仕上げ) 表面仕上げサンプル 超精密大型研削盤 3次元測定機 電子顕微鏡(SEM)
弊社は1955年の創業以来培った確かな精密加工技術を保有しております。
新規導入した金属積層造形と精密加工技術を融合させ、お客様に新たな価値を提供します。
7
Page9
東レ・プレシジョン株式会社 TORAY PRECISION CO., LTD.
金属積層造形の事例 1 <3次元サニタリ配管>
3次元サニタリ配管 と 内部構造
従来工法では実現困難な
『配管経路』を実現しました。
・自由設計
・省スペース、省容積
・図面寸法保証
80㎜
東レ・プレシジョンの強み
・お客様の仕様や構想図から、3次元造形モデル ・ 2次元製作図を作成できます。
・3次元造形モデルは、造形・2次加工の両面から最適な形状をご提案できます。
・マシニング加工、内面研磨(Ra0.5um)、溶接などトータルで生産工程を構築し、製造できます。
設計提案・金属積層造形
お客様の構想から3次元
モデル、2次元製作図を
製作しました。
確実な造形を実現しました。
マシニング加工・内面研磨
マシニング加工、内面研磨、
溶接などトータルの生産工程
を構築し、製作します。
8
60㎜
Page10
東レ・プレシジョン株式会社 TORAY PRECISION CO., LTD.
金属積層造形の事例 2 <エア流路部材>
エア流路部材 と 内部構造
従来工法では実現困難な
『エア流路』を実現しました。
・自由設計
・図面寸法保証
30㎜ 35㎜
東レ・プレシジョンの強み
・従来部品5点で構成されていた組立部材を金属積層造形で1体物として製作できます。
・ドリルの直線加工では実現できない自由なエア流路を実現できます。
・当社の持つ精密加工技術で間隙0.3㎜、面粗度Ra0.2の細スリットも製作できます(一例)。
部品点数の削減・金属積層造形
① ②
④⑤ ドリル穴を繋げた5点構成の
組立品を金属積層造形では、
自由なエア流路で1体物で
製作できます。
③
精密放電加工
例えば、弊社の精密ワイヤー放
電加工では、間隙0.3㎜、
面粗度Ra0.2を実現します。
9
50㎜
Page11
東レ・プレシジョン株式会社 TORAY PRECISION CO., LTD.
造形材料/材料特性
材料特性一覧
金属3Dプリンタ造形物の材料特性(カタログ値)
当社造形可能材料 協力会社造形可能材料
造形物の材料物性 SUS
インコネル718 ハステロイX Ti64 AlSi12Mg マルエージング鋼
(参考値) 316L
造形後 熱処理後 造形後 造形後 熱処理後 造形後 造形後 熱処理後 造形後 熱処理後
密度 kg/m3 8150 8200 4410 7900 2670 8100
相対密度 % 約100% 約100% 99.5% 約100% 99.85% 約100%
垂直方向 634±50 1150±100 545±50 470±50 270±10 230±15 930±150 -
降伏強さ
MPa 1150±80 1010±80
水平方向 780±50 - 630±50 530±50 240±10 230±15 1100±100 -
垂直方向 980±50 1400±100 675±50 540±55 460±20 350±10 1100±150 -
引張強さ
MPa 1290±80 1070±80
水平方向 1060±50 - 820±50 640±50 460±20 345±10 1200±100 -
垂直方向 - 170±20 175±20 120※ 120※ 180 70±10 60±10 140±25 -
ヤング率
GPa
水平方向 160±20 - 195±20 120※ 120※ 185 75±10 70±10 150±25 -
垂直方向 31±5 15±3 39±8 50±20 6±2 11±2 - -
伸び % 8±4 14±4
水平方向 27±5 - 27±8 40±15 9±2 12±2 12±4 -
硬さ 30 47 - 32 - 8 119±5HBW - 33-37 50
※当社実測値
10
Page12
東レ・プレシジョン株式会社 TORAY PRECISION CO., LTD.
お客様にご満足いただける
精密加工技術を提供します
ご注文方法
お打合せ ・製作でお困りのご案件をお気軽にご相談ください。
・金属積層造形を含めた最適な加工方法をご提案します。
・設計段階でもご相談ください。(設計ノウハウがあります。)
お見積り ・機械加工、熱処理、表面処理、検査等2次加工のご提案も致します。
・仕様・構想図からの設計、造形モデルの作製もご相談ください。
造形データの準備 ・3次元モデル、2次元図面のいずれでもお見積り致します。
・2次加工のみのお見積り致します。設計込みのお見積りも致します。
ご発注 ・造形には3次元モデルが必要です。弊社でモデルの作製も可能です。
・造形に適した形状にご変更させて頂く場合があります。
金属積層造形
・お客様からご発注依頼を頂きます。
二次加工・検査 ・(独)EOS社の最新機種M290で、高品位な造形を実施します。
・必要に応じて最適な2次加工・検査を実施します。
ご納品
会社案内
所在地 品質への取り組み
本社・工場 〒520-2141
営 業 所 滋賀県大津市大江1丁目1-40
TEL:(077)545-8804
FAX:(077)545-8824
関東営業所 〒222-0033
神奈川県横浜市港北区新横浜2-7-17
KAKiYAビル9F
TEL:(045)270-3201
FAX:(045)270-7522
中 国 東麗精密科技(蘇州)有限公司(TPCS) 航空宇宙・防衛産業に特化した
〒215122 品質マネジメントシステム
江蘇省蘇州市工業園区唯亭鎮婁上街9号 『JIS Q 9100』の認証取得(2019/6)
TEL:(+86)512-8717-2150
FAX:(+86)512-8717-2152
東レ・プレシジョン イプロス 東レ・プレシジョン
11
Page13
精密加工 技術ハンドブックVol.10
タングステン3Dプリンタ造形事例集
難削材タングステン材と金属3 Dプリンタ造形のコラボで
新たに広がる活用/製品事例をご紹介
333μm
金属3Dプリンタの受託造形サービスなら
モ デ ル 作 成 支 援 ~ 仕 上 げ 加 工 ま で
トータルサポートの東レ・プレシジョン株式会社
Page14
INDEX
■はじめに …P2
■金属積層造形と
タングステンについて …P3
■事例1 タングステン3Dプリンタ
3Dモデルからダイレクト製造 …P4
■事例2 符号化開口マスク …P5
■事例3 平行多孔コリメータ …P6
■事例4 収束多孔コリメータ …P7
■事例5 ピンホールコリメータ …P8
■金属3Dプリンタ 装置仕様/適用材質 …P9
■難削材微細加工サービス …P10
■弊社の精密加工技術について …P11
■材料特性一覧 …P12
■ご注文方法と会社紹介 …P13
AM FACTORY
金属積層造形(AM)と
精密加工技術を融合させた
新しいものづくりを始めます。
1
Page15
はじめに
東レ・プレシジョンは
精密微細加工を得意とする受託加工の会社です。
東レ・プレシジョンは、東レの合成繊維紡糸用ノズルをはじめ
半導体・電気電子・航空宇宙・医療分野等のさまざまな製造業のお客様に
高精度な微細加工製品を製作・販売しています(受託加工)。
東レ・プレシジョンでは長年培った「精密微細加工技術」で
下記のようなお悩みを持ったお客様の課題解決に向けて尽力しています。
・高品質・高精度な微細加工部品を製作してくれる加工屋を探している
・高精度なノズルを製作したい
・難削材(ex:タンタル,タングステン,モリブデン,白金等)や
脆性材料(ex:セラミックス,ガラス,超硬合金)の微細加工がしたい
・欲しい部品の構想はあるが、どうやって具現化したらいいかわからない
お悩み例
・部品製作では、設計→加工→仕上げまでワンストップで製作してほしい
微細加工技術ラインナップ
東レ・プレシジョンの微細加工技術ラインナップは、下図で示す通りです。
精密微細加工技術
孔加工 溝加工 平面研削 仕上げ加工 部品加工 金属3D造形
タングステン造形
今回は金属3D造形で数ある適用材質の中で
高密度、高硬度、低熱膨張、高熱伝導率など、他の金属にない特長をもつ難削材「タングステン」に
着目し、3D造形事例等について紹介します。
2
Page16
金属積層造形とタングステンについて
3Dプリンタ造形(または積層造形)には、複数の方式があります。
東レ・プレシジョンが提供する金属3Dプリンタ造形サービスでは、 「粉末床溶融結合(パウダーべッ
ド)方式」の装置を用いています。下記に原理・流れを紹介します。
金属積層造形の流れ
粉末床溶融結合(パウダーベッド)方式
レーザー
サポート
①、②を
粉末
製品形状 繰返す
①金属粉末の薄い層を敷詰める ②必要箇所へレーザーを照射し、粉末を溶融凝固させる
③溶け合って一体化した ④ベースプレートを ⑤サポートを手工具や
製品・サポート・ベースプレートを取出す ワイヤーカットで切離す 機械加工で除去
製品
サポート
ベースプレート
昨今では開発が進み、金属3Dプリンタ造形で適用可能な材質の種類が格段に広がりました。
しかし、加工難易度の高い材質では、金属3Dプリンタ造形の適用が難しいのも事実です。
この度、非常に魅力的な材質でありながら、加工難易度の高いタングステンが3Dプリンタで造形でき
るようになりました。タングステンの特長は下記の通りです。
タングステンの特長
メリット 出典 : 機械工学便覧 日本機械学会編 物理的性質等データ集
・高密度 (比重19.3) → 遮蔽性能に優れる (放射線等の遮蔽部品として使用される)
・高融点 (融点3409 ℃) → 耐熱性に優れる (熱処理の炉や、るつぼに使用される)
・低熱膨張(熱膨張係数4.6×10-6 1/K)
・高熱伝導(伝導率167 W/m・K)
デメリット:
加工が難しい
3Dプリンタ造形 今までできなかった
タングステン × ・形状の自由度高い → 新たな活用の幅が広がる
・ダイレクト造形
次ページより、タングステンの3Dプリンタ造形事例について紹介していきます。
3
Page17
タングステン造形事例1
タングステン3Dプリンタ
3Dモデルからダイレクト製造
純タングステンを3Dプリンタで造形できる。ご存じでしたか?
3Dプリンタは3Dモデルから製品をダイレクトで製造する画期的な方法です。
特にタングステンのような超難削材料に3Dプリンタを用いると、これまでに実現困難だった形状を
作れるかもしれません。こんな形が欲しいを実現するツールとして3Dプリンタを活用しませんか。
3Dモデル 3Dプリンタ造形品
外寸:40㎜×30㎜×高さ13㎜
Φ8㎜マイクロタービン、回転中!
一体造形サンプル
金属3Dプリンタ造形物 (参考値)
材料特性 寸法特性
硬さ Hv 357 縦穴 φ0.3㎜~
密度 g/cm3 17.97-19.3 横穴 φ0.4㎜~
比熱 J/Kg・K 0.134 スリット 0.3㎜~
熱伝導率 W/m・K 120 薄壁 0.08㎜~
線膨張係数 ×10-6 1/K 4.3 斜め壁角度 45°まで
形状精度 ±0.1㎜程度
面粗さ Ra5~10μm
※面粗さはブラスト処理後
4
Page18
タングステン造形事例2
符号化は開じ口めにマスク
金属3Dプリンタを用いて純タングステン製のコーデットマスクを製造します
放射線遮蔽性能が高い純タングステンを使用したコーデットマスクです。
X線、ガンマ線、アルファ線などを遮蔽/透過を所望のパターンに従って制御可能です。
コーデットマスク(coded-mask)、コーデットアパーチャー(coded-aperture)・符号化開口や
符号化多孔窓と称されるイメージングコンポーネントです。
東レ・プレシジョンが開発した金属3Dプリンタを用いた製造手法では従来のエッチング手法(薄板
重ね合わせ)で課題であった遮蔽物を保持するブリッジが不要になり検出精度向上が期待できます。
材質:純タングステン
パターン領域寸法:47㎜×42㎜×厚み1㎜
特長
●放射線遮蔽性能が高い純タングステン材料を使用 材質:純タングステン
●ブリッジ不要で自由度の高い設計を実現
●パターン形状は四角、六角、丸いずれにも対応
●厚みは0.1㎜程度から対応可能
●間隙は0.3㎜以上から対応可能
スペック
材質 タングステン、チタン、耐熱合金など
最小間隙 300μm程度
厚み 100μm~数10㎜
アルファ線、エックス線、ガンマ線などの
用途と効果
放射線のパターン作成用マスク 大小様々な形状に対応可能
お客様オリジナル形状を実現します。ポンチ絵からのモデル作成、コリメータ製造も承ります。
5
Page19
タングステン造形事例3
平行多孔はじコめリにメータ
金属3Dプリンタを用いて純タングステン製の平行多孔コリメータを製造します
放射線遮蔽性能が高い純タングステンを使用した平行多孔コリメータをご紹介します。
X線、ガンマ線、アルファ線などの遮蔽用途に使用可能です。散乱線除去グリッドなどに適用下さい。
最大の特徴は金属3Dプリンタを用いてコリメータを製造する点にあり、これまで所望の形状を実現
し難かったタングステン材料であっても高い設計自由度に対応可能です。
ガンマカメラ、分子イメージング、トモグラフィーなどの高精度の検出器の実現に貢献します。
外寸:50㎜×20㎜×高さ15㎜
特長
四角 六角 丸
●センサの形状、仕様に合わせたカスタマイズ設計が容易
●多孔形状は丸型、四角型、六角型など希望形状を実現
●壁厚みは80μm、最小セプタ間隔は300μm
間隔1.0㎜ 間隔0.3㎜
●アスペクト比は100も実現可能
スペック
壁厚み80μm、セプタ間隔1.0㎜品
SEM撮像画像 樹脂埋め後
材質 タングステンなど マイクロスコープ撮像画像
最小壁厚み 80μm
最小孔径(mm) 300μm
アスペクト比 100倍も対応可能
333μm
お客様オリジナル形状を実現します。ポンチ絵からのモデル作成、コリメータ製造も承ります。
6
Page20
タングステン造形事例4
収束多孔コリメータ
金属3Dプリンタを用いて純タングステン製のコンバージングコリメータを製造します
放射線遮蔽性能が高い純タングステンを使用したコンバージング型コリメータを紹介します。
X線、ガンマ線、アルファ線などの遮蔽用途に使用可能です。散乱線除去グリッドなどに適用下さい。
最大の特徴は金属3Dプリンタを用いる点にあり、パラレル(平行型)だけでなく、コンバージング
(収束型)・ダイバージング(発散型)・ファンビーム(扇型)・バイラテラル(双方向型)・スラ
ントホール(傾斜型)などの所望の形状のコリメータが製造可能です。
ガンマカメラ、分子イメージング、トモグラフィーなどの高精度の検出器の実現に貢献します。
外寸:50㎜×20㎜×高さ15㎜
材質:タングステン
テーパ角度 14゚
特長
30°収束型の表裏
●センサの形状、使用に合わせたカスタマイズ設計が容易
45°傾斜まで対応可能
●多孔形状は丸型、四角型、六角型など希望形状を実現
●壁厚みは80μm、最小セプタ間隔は300μm
※傾斜角に応じて対応可能仕様変化します。
●アスペクト比は100も実現可能 材質:タングステン
スペック
チューブ型
材質 タングステンなど
最小壁厚み 80μm
最小孔径(mm) 300μm
アスペクト比 100倍も対応可能
材質:Ti64
お客様オリジナル形状を実現します。ポンチ絵からのモデル作成、コリメータ製造も承ります。
7