


IHはんだ付け装置"S-WAVE"を導入した場合の効果についてまとめました。
時間稼働率、性能稼働率、良品率が従来のはんだ付け装置より大幅にUP!!
はんだ付け装置に改革をもたらします!
関連メディア
このカタログについて
| ドキュメント名 | IHはんだ付けの導入事例 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 1.3Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社スフィンクス・テクノロジーズ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
『ツール交換が不要』
『大熱量で速く、美しく』
生産力をUPさせましょう!
All rights reserved © SFINX Technologies Co., Ltd.
Page2
はじめに
IHはんだ装置 S-WAVEは『ツール交換不要』、『大熱量で速く、美しく』
はんだ付けができる装置として誕生しました。本資料では上記2つの特徴から生じる
生産能力の向上について説明します。
1. S-WAVEによるはんだ付けプロセスフローの変化
2. S-WAVEによる生産能力の向上=OEEの向上とCTの短縮
3. S-WAVEの導入効果の事前検討
4. お客様と目指す競争力
2 2022/9/16
All rights reserved © SFINX Technologies Co., Ltd.
Page3
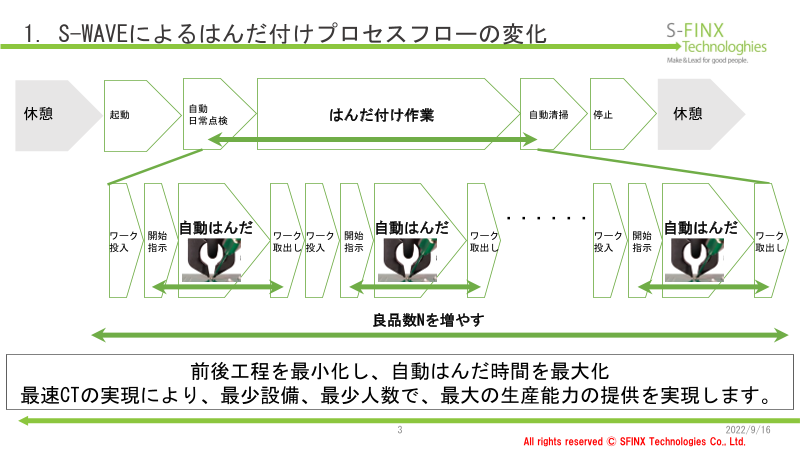
1. S-WAVEによるはんだ付けプロセスフローの変化
休憩 自動
起動 はんだ付け作業 自動清掃 停止 休憩
日常点検
・・・・・・
自動はんだ 自動はんだ 自動はんだ
ワーク 開始 ワーク ワーク 開始 ワーク ワーク 開始 ワーク
投入 指示 取出し 投入 指示 取出し 投入 指示 取出し
良品数Nを増やす
前後工程を最小化し、自動はんだ時間を最大化
最速CTの実現により、最少設備、最少人数で、最大の生産能力の提供を実現します。
3 2022/9/16
All rights reserved © SFINX Technologies Co., Ltd.
Page4
2. S-WAVEによる生産能力の向上=OEEの向上とCTの短縮
生産現場では“設備総合効率(OEE)” と“サイクルタイム(CT)”が重要
JIS Z 8141 : 2022
JIS Z 8141 : 2022
設備総合効率(OEE)↗ サイクルタイム(CT)↘
=時間稼働率×性能稼働率×良品率 生産ラインに資材を投入する時間間隔
貢献!!
設備の使用率の度合 はんだ付け時間 + 前後処理時間 貢献!!
時間稼働率↗ 性能稼働率↗ 良品率↗ 端子・ランド・はんだ ワーク投入・取出し
を効率よく加熱 前処理
生産時間 はんだ付け時間 良品生産時間 移動
はんだ付け
準備時間 前後処理時間 不良品生産時間 クリーニング
起動・点検 フラクサ 早期検出
ツール交換 基板予熱レス 原因究明・対策
停止・保全 クリーニングレス
異常対応 異常対応
S-WAVEは従来のはんだ付け工程に比べて,OEEとCTの性能が向上!!
4 2022/9/16
All rights reserved © SFINX Technologies Co., Ltd.
Page5
2. S-WAVEによる生産能力の向上=OEEの向上とCTの短縮
OEEやCTの性能が向上すると、
設備総合効率(OEE)↗ サイクルタイム(CT)↘
=時間稼働率×性能稼働率×良品率 + 生産ラインに資材を投入する時間間隔
設備の使用率の度合
実際サイクルタイム(ACT)↘
生産能力↗
=就業時間÷良品数N
通常状態で生産可能な最大量
良品が産出される平均時間間隔
良品数N_生産数N↗ ACT ≒ はんだ付け時間 → OEEは最大化
ACT >> はんだ付け時間 → OEEの改善が必要
=(就業時間×設備総合効率)÷サイクルタイム
一日当たりの良品生産能力が向上!!
5 2022/9/16
All rights reserved © SFINX Technologies Co., Ltd.
Page6
2. S-WAVEによる生産能力の向上=OEEの向上とCTの短縮
設備総合効率(OEE)が向上する3つの要素
①時間稼働率 ②性能稼働率 ③良品率
についてご説明します!
6 2022/9/16
All rights reserved © SFINX Technologies Co., Ltd.
Page7
2-1.①時間稼働率
[従来方式] ○○秒 ○○秒 ○○秒 ○○秒 ○○秒
こて先
自動
休憩 起動 交換 はんだ付け作業 清掃 停止
日常点検 休憩
調整
お客様の工場における時間を○○に記入してみてください!!
[S-WAVE]
30秒 20秒 10秒 10秒
自動 自動
休憩 起動 はんだ付け作業 停止
日常点検 清掃 休憩
ポイント
S-WAVE方式では起動、停止7に時間がほぼAll rかights かり 2022/9/16
reserved ©ま SFIせNX Teんchnologies Co., Ltd.
Page8
2-2. ②性能稼働率 はんだ付け時間+前後処理時間(ツール交換や清掃)
[従来方式] ツール清掃時間は1回1回は短くても塵も積もれば、、
3秒+7秒+1秒
開始
自動はんだ ワーク ワーク 自指動示はんだ ワーク ワーク 自動はんだ
1 取出し 投入 1 取出し・・・・・・ 投入 1
ワーク 開始 開始 開始 ワーク
投入 指示 指示 指示 取出し
自動はんだ こて先 自動はんだ こて先 こて先 自動はんだ
2 清掃 2 清掃 清掃 2
[S-WAVE] ヘッド清掃時間は10s以下!しかも毎回清掃する必要がありません!
3秒+3秒+1秒
自動はんだ ワーク 自動はんだ ワーク 自動はんだ ワーク
1 取出し 1 取出し ・・・・・・ 1 取出し
ワーク 開始 ワーク開始 ワーク開始
投入 指示 投入 指示 投入 指示
自動はんだ ヘッド 自動はんだ ヘッド 自動はんだ ヘッド
2 清掃 2 清掃 2 清掃
ポイント
ヘッド清掃時間8 は必ず短縮! 2022/9/16
※はんだ付け時間はコテと同等もしくは短縮されます。無料テストAlをl r実igh施ts中 reserved © SFINX Technologies Co., Ltd.
Page9
2-3. ③良品率
製品1つ当たりのはんだ付け時間を短くしても、不良品が多ければ意味無し!!
従来方式 S-WAVE方式
はんだ不良 推定原因 説明 対策案 推定因子 説明 対策案
未はんだ ①:コテ先の劣化 ①:加熱不足 ①-1:交換周期の見直し なし IHはんだ装置の加熱出力が -
①-2:コテ先材質変更 正常であることを日常的に
による寿命延長 点検いただければ、未はんだ
の発生事例はこれまで
確認されていません。
非接触による
再現性の高さ
なじみ不足 ①:コテ先の劣化 ①:加熱不足 ①-1:交換周期の見直し ①:ワーク位置ずれ ①IHはんだ装置ヘッドと加熱対象の ①-1;電線の位置決め精度向上
①-2:コテ先材質変更 ②:ワーク寸法の 高さ方向の距離が離れる ①-2:基板の位置決め精度向上
(赤目) による寿命延長 ばらつき ②端子等の加熱部の寸法が短い ②-1:端子等の加熱方法から
適切な寸法条件に設定
②-2:上記寸法条件における
良品はんだ付け条件の設定
非接触による
再現性の高さ
ブリッジ ①:輻射熱 ①:隣接端子への加熱 ①-1:コテ先温度を下げ、 なし IHはんだ装置は輻射熱がなく、 -
②:はんだ供給 ②:隣接端子にはんだ 輻射熱を抑える 1ポイント毎に加熱するため、
ポイントのズレ が触れる ②-1:部品の傾きを管理 良品はんだ付け条件を設定すれば、
③:はんだ供給量の ③:②と同様 ②-2:はんだ供給ニードルの 隣接する端子にはんだが
ばらつき 固定方法見直し なじむことはありません。
②-3:はんだ送り装置の
送り量精度向上 高周波による S-WAVE
局所加熱 仕上がり
接合不良 ①:コテ先の劣化 ①:加熱不足 ①-1:交換周期の見直し なし IHはんだ装置の加熱出力が -
①-2:コテ先材質変更 正常であることを日常的に
による寿命延長 点検いただければ、
未はんだの発生事例は
これまで確認されていません。
非接触による
再現性の高さ
ポイント
ツールの摩耗が不良につながる、9ツール摩耗なしで不 2022/9/16
All rights reserved ©良 SFINをX Te抑chnoえlogiesる Co., !Ltd.
Page10
3. S-WAVEの導入効果を事前検討
[事例紹介]従来方式とS-WAVEで比較された例です。
●お客様より提供いただいた情報とS-WAVEテスト結果より
項目 従来方式 S-WAVE 備考
就業時間 [時間] 15 15 2交代制
サイクルタイム CT[秒] 41 37 ワーク出し入れ含む
1ワークのはんだ付け時間 ST[秒] 28 28 1ワークあたり8箇所
ワーク出し入れ[秒] 11 7
装置台数[台] 2 2
生産数[個/日] 2,000 2,900 設備総合効率,サイクルタイムから算出
+45%
●生産能力
項目 従来方式 S-WAVE 備考
実際サイクルタイム (ACT) [秒/個] 27.0 18.6 就業時間÷生産数(良品)
CT/ACT比
76% 99% 設備が稼働している時間の99%がはんだ付け時間に使用
時間稼働率の達成度
ST/ACT比 はんだ付け時間の内、ツール清掃等にかかる割合は
52% 75%
設備総合効率による生産能力の達成度 48%→25%に減少
ポイント
生産能力が45%10以上増加!! 2022/9/16
All rights reserved © SFINX Technologies Co., Ltd.
Page11
4. お客様と目指す競争力
私たちがS-WAVEを通し、お客様へ提供するコト
速く、
『 誰よりも、 速く、
良い品質を、 手間をかけずに、
モノづくり、 し続ける。 』
生産現場を改革しませんか?
11 2022/9/16
All rights reserved © SFINX Technologies Co., Ltd.
Page12
お問い合わせ
弊社製品に関してのご質問等はHPから可能です
お気軽にお問い合わせください。
本資料を読んでいただきありがとうございました。
クリックでHPに移動します
12 2022/9/16
All rights reserved © SFINX Technologies Co., Ltd.