


機械の異常を見える化する、良否判定機能付きのサイクルデータロガーです。工作機械など事例の紹介集です。
このカタログについて
| ドキュメント名 | コナンデッセ波形解析装置 応用事例集 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.6Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 中山水熱工業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
conandesse波形解析
応用事例
Dec.2020
中山水熱工業株式会社
1
コナンデッセの主な応用事例
• NC工作機械、マシニングセンター、汎用機、専用機
• 穴あけ、切断、メタルソー、ダイアモンドカッターなど
• 曲げ加工、圧入
• 締め付け、ナットランナー(電動トルクレンチ)
• 鍛造機、鋳造機、樹脂成型機
• プレス、パンチャー(押し抜き)
• 液体注入装置(真空圧)
• 搬送設備(リフトなど)
• ロボット(溶接、塗装、搬送用途など)
• 塗装設備(静電塗装)
• バッチプロセス(熱処理、反応、分離、混合など)
• 品質管理(合否判定、品質クラス分け、寸法検査など)
© NSXe Co.LTD
© NSXe Co.LTD 1
Page2
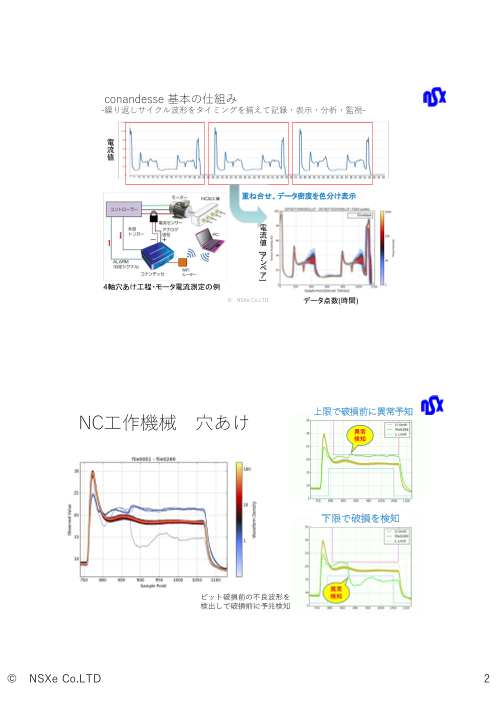
conandesse 基本の仕組み
-繰り返しサイクル波形をタイミングを揃えて記録・表示・分析・監視-
電
流
値
重ね合せ、データ密度を色分け表示
電
流
値
ア
ン
ペ
ア
4軸穴あけ工程・モータ電流測定の例
© NSXe Co.LTD データ点数(時間)
上限で破損前に異常予知
NC工作機械 穴あけ
下限で破損を検知
ビット破損前の不良波形を
検出して©破N損SX前e Cにo.L予TD兆検知
© NSXe Co.LTD 2
[ ]
Page3
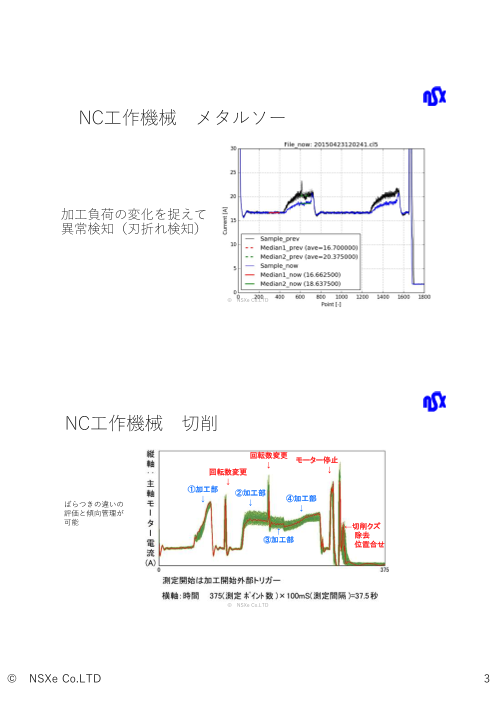
NC工作機械 メタルソー
加工負荷の変化を捉えて
異常検知(刃折れ検知)
© NSXe Co.LTD
NC工作機械 切削
回転数変更
モーター停止
↓
回転数変更 ↓
↓
①加工部 ②加工部
↓
ばらつきの違いの ↓
④加工部
↓
評価と傾向管理が
可能 ←切削クズ
↑
除去
③加工部
位置合せ
© NSXe Co.LTD
© NSXe Co.LTD 3
Page4
NC工作機械 自動車エンジンのアルミヘッド切削加工での事例
正常な範囲にあってもバラツキ度合いの違いが見える
切削
600ポイント目の
600ポイント目の
ヒストグラム
ヒストグラム
横軸が
品質不良が発生する前に 電流値
設備の状態変化を検知
660000ポポイインントト目目のの
ヒヒスストトググララムム © NSXe Co.LTD
NC 研削
同一工程での研削砥石の比較、最適条件の探索
すべて規格内良品での比較
© NSXe Co.LTD
© NSXe Co.LTD 4
Page5
研磨 主軸モータ電流波形
1万回を超えるサイクル
の重ね描き
異常検知や傾向管理が
可能
13258回のサイクル波形の重ね描き
© NSXe Co.LTD
NC 研削 主軸モータ電流波形
ローパルフィルター(LPF)によるシミュレーション
ノイズ除去で比較が容易になった
LPF=0 LPF=15
© NSXe Co.LTD 2つのグループに分かれる
© NSXe Co.LTD 5
Page6
NC マシニングセンター
クリティカルな加工
について上下限波形
で異常検知
© NSXe Co.LTD
NC旋盤 主軸モータ電流値波形
217回の加工サイクルの重ね描き 不良(不要)を除いた208サイクル
© NSXe Co.LTD
© NSXe Co.LTD 6
Page7
圧入(電動モータ電流)
疑わしいものを含めて確実な不良検出
4118サイクル中40件の異常検知で実際の製品不良は3件
不良ケースをハイライト
上下限波形で不良検知、4118サイクル波形の重ね©描NきSXe Co.LTD
鍛造機 油圧波形計測
油圧サイクル波形
スタートをそろえて重ね描き
繰り返し精度の検証と傾向管理
© NSXe Co.LTD
© NSXe Co.LTD 7
Page8
鍛造 油圧波形による異常監視
© NSXe Co.LTD
鋳造 遠心鋳造機の振動波形(加速度)
加速度ピーク波形 上下限波形で異常監視© NSXe Co.LTD
© NSXe Co.LTD 8
Page9
ロボット AE波形
アコースティックエミッション (AE)エンベロープ波形
ローパスフィルターによる高周波ノイズを除去
すると、大きな変化の違いが識別できる
ローパスフィルター
縦軸スケー LPF=11 多軸アームロボットの台座に
ルの違い AEセンサーを取り付けた。
に注意! FANUC M-900/A 350
© NSXe Co.LTD
ロボット AE波形と電流波形
3日間の連続測定結果(上段:電流,下段:AE)
電流
480th
2748回(3日分)のサイクル波形の重ね描 サイクル開始から480番目のデータ点のトレ サイクル開始から480番目のデータ点のヒストグ
き ンド ラム
AE 480th
© NSXe Co.LTD
© NSXe Co.LTD 9
Page10
ナットランナー モータ電流波形
トレーサビリティ
トルク到達点の管理から、
トルクカーブ(波形)
管理へ
電流値がトルクと比例
© NSXe Co.LTD
樹脂成形 油圧波形
© NSXe Co.LTD
© NSXe Co.LTD 10
Page11
熱処理炉 温度サイクル波形
© NSXe Co.LTD
電磁ブレーキ 波形の揃え直しによる分析
© NSXe Co.LTD 波形の揃え直し結果
© NSXe Co.LTD 11
Page12
電磁ブレーキ 波形の揃え直しによる分析
© NSXe Co.LTD 波形の揃え直し結果
バッチプロセス
反応槽 かくはん機モータ電流波形
フィード終了時点でタイミングをそろえて、オーバーシュート
反応のバラツキを評©価NしSXたe C結o.L果TD、収率を上げることができた
© NSXe Co.LTD 12
Page13
パンチャー(打ち抜き) モータ電流波形
部分拡大、1サイクルをハイライト(緑色)
© NSXe Co.LTD
プレス 荷重波形(ロードセル)
ピーク付近
の経時変化
(トレンド)
ピーク付近
の度数分布
金型に設置したロードセルの荷重波形 (ヒストグラム)
コイル材の固さや厚さなどの違いによ
るばらつきが評価できる
© NSXe Co.LTD
© NSXe Co.LTD 13
Page14
塗装 静電圧
© NSXe Co.LTD
切断機
(メタルソー)
すくい角
20℃
モータ電流の比較で
加工トルクの違いがわかる
【生産技術】
加工条件の探索が素早くで
きる
すくい角
15℃
© NSXe Co.LTD
メタルソーでのパイプ切断・刃先角度の比較
© NSXe Co.LTD 14
Page15
液体注入装置 真空圧力波形
液体注入の真空圧力の
異常による注入不足や
噴きこぼれを検知
© NSXe Co.LTD
シーラ塗布装置 定量ポンプモータ電流
吐出装置の定量ポンプ
モータの電流値波形
© NSXe Co.LTD
© NSXe Co.LTD 15