



三菱マテリアルの切削工具およびその他超硬製品情報をご紹介します。
掲載内容
◆ターニング加工
・小物高精度部品旋削加工用PVDコーテッド超硬材種 MSシリーズ
・ステンレス鋼旋削加工用PVDコーテッド超硬材種 MS7025
・炭素鋼旋削加工用PVDコーテッド超硬材種
・難削材旋削加工用PVDコーテッド超硬材種 MS9025
◆エンドミル加工
・自動旋盤用エンドミル MS plusエンドミルシリーズ MP2ES/3ES/4EC
・難削材加工用多機能ワイドボールエンドミル VQ4WB
◆ドリリング加工
・汎用超硬ソリッドドリル DVASDVAS
・自動盤・小型旋盤用超硬ソリッドドリル DWAE
・座ぐり加工用超硬ソリッドドリル MFEシリーズ など掲載
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 小物高精度部品加工 新製品ダイジェスト JIMTOF2022 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.6Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 三菱マテリアル株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
P802J
小物高精度部品加工
新製品ダイジェスト JIMTOF2022
Page2
小物高精度部品加工新製品ダイジェスト
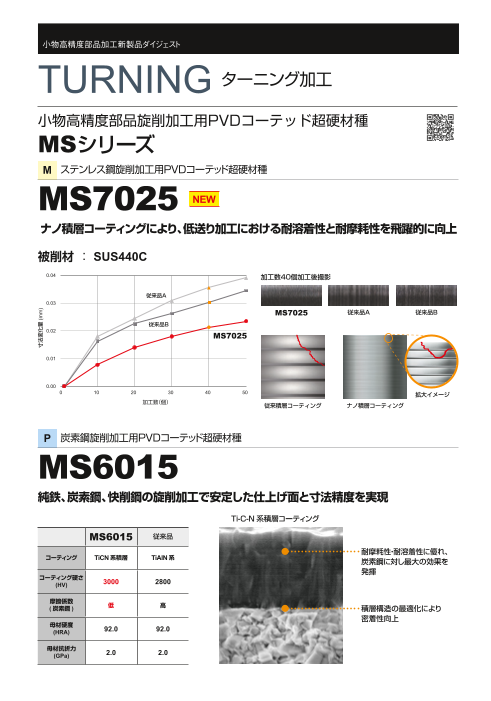
TURNING ターニング加工
小物高精度部品旋削加工用PVDコーテッド超硬材種
MSシリーズ
小物高精度部品加工 M ステンレス鋼旋削加工用PVDコーテッド超硬材種
新製品ダイジェスト JIMTOF2022 MS7025
ナノ積層コーティングにより、低送り加工における耐溶着性と耐摩耗性を飛躍的に向上
被削材 : SUS440C
0.04 加工数40個加工後撮影
従来品A
0.03
MS7025 従来品A 従来品B
従来品B
0.02
MS7025
0.01
0.00
0 10 20 30 40 50 拡大イメージ
加工数(個) 従来積層コーティング ナノ積層コーティング
P 炭素鋼旋削加工用PVDコーテッド超硬材種
MS6015
純鉄、炭素鋼、快削鋼の旋削加工で安定した仕上げ面と寸法精度を実現
Ti-C-N 系積層コーティング
MS6015 従来品
耐摩耗性・耐溶着性に優れ、
コーティング TiCN 系積層 TiAlN 系 炭素鋼に対し最大の効果を
発揮
コーティング硬さ
(HV) 3000 2800
摩擦係数
( 炭素鋼 ) 低 高 積層構造の最適化により
密着性向上
母材硬度
(HRA) 92.0 92.0
母材抗折力
(GPa) 2.0 2.0
寸法変化量 (mm)
Page3
S 難削材旋削加工用PVDコーテッド超硬材種
MS9025
バランスの取れた耐摩耗性と耐欠損性、ステンレス鋼の境界摩耗を徹底抑制
【アルミリッチテクノロジー】
従来(Al,Ti)Nに比べ飛躍的にAl含有量をアップ
Al含有量をアップした“アルミリッチテクノロジー”により、被膜硬度向上および高硬度相安定化が図られ、
耐熱合金、電磁ステンレス鋼旋削加工時の耐摩耗性、耐クレータ性、耐溶着性を大幅に改善しました。
“アルミリッチテクノロジー” 軟質相
Al-rich (Al,Ti)N 高硬度相
3000 従来品
従
2000 来技術
1000
母材 母材
25 50
Al量 (at%)
部品加工に対応したコーナRをマイナス公差に設定。
呼び記号) DCGT11T302 M R-SN 02M R0.2mm (R0.15 – R0.20mm)
DCGT11T304 M -SMG 04M R0.4mm (R0.35 – R0.40mm)
前挽き加工用新ブレーカシステム
FS-P 曲線切れ刃
ブレーカ LS-P ブレーカ
曲線切れ刃により切削抵抗の低減とスムーズな切りくず排出が可能です。被削材への食
い付き性が良いため、食い付きと離脱を繰返す振動切削に対し優位です。
微小-低切込み用 高いブレーカ壁
FS-P ブレーカ 高いブレーカ壁により、確実に切りくずを分断し、切りくず排出時に被削材を傷付けること
を抑制します。
ポリッシュ(鏡面仕上げ)
耐溶着性を大幅に向上し、切りくず排出性を高めます。
中-高切込み用
LS-P ブレーカ 大きなポケット
大きなポケットにより、高切込み時の切りくず排出性を高め、切りくず詰まりを抑制します。
平行切れ刃
平行切れ刃により、高切込み時の耐欠損性を大幅に向上します。
被膜硬度 (HV)
Page4
小物高精度部品加工新製品ダイジェスト
MILLING エンドミル加工
自動旋盤用エンドミル MS plusエンドミルシリーズ
MP2ES/3ES/4EC
刃先を酷使する加工においても
欠けのない安定した加工を実現
高靭性母材の採用
靭性の高い超硬母材を採用することで、耐欠損性が向上し、
安定した加工を実現します。
MP3ES
切れ刃形状の最適化 2ワーク加工後
すくい角の最適化を行うことで、
バリの抑制を実現します。
刃先処理の改善
Φ6mm以上に微小ギャッシュランドを採用し、
刃先の耐欠損性が向上しました。 工具刃長・全長の最適化
小型自動旋盤刃物台での突出しを 従来品
考慮した刃長、全長を採用しました。 1ワーク加工後
工具先端の欠損
難削材加工用多機能ワイドボールエンドミル SMART MIRACLEエンドミルシリーズ
VQ4WB
アンダカット・内曲面形状などの バリ取り(面取り)加工
5軸加工に最適
280°のワイドな切れ刃と独自の曲線切れ刃、そして最適なすくい面形状が、
マルチ加工アプリケーションを実現します。
マルチアプリケーション
フル曲線切れ刃(280°)の採用により、 背面バリ取り専用端数径サイズをラインアップ
5軸加工をはじめ背面バリ取り加工など
の、安定した加工を実現します。 DC = 1.3, 1.8, 2.8, 3.8, 4.8 mm
高能率加工に対応
°
独自の曲線切れ刃形状と4枚刃の採用で 0
28
高能率と長寿命を両立します。
低抵抗設計
曲線切れ刃とすくい角の最適化で、
バリとびびり振動の発生を抑制します。
スマートミラクルコーティング
耐摩耗性を大幅に向上した(Al,Cr)N系スマートミラクルコーティング
の採用により、難削材や炭素鋼加工で、工具寿命が大幅に向上します。
+50°
Page5
DRILLING ドリリング加工
汎用超硬ソリッドドリル TRISTARドリルシリーズ
DVAS 三菱独自で進化したクーラント穴形状
『TRI-Coolingテクノロジー』
Miniサイズ ø1.0 – ø2.9mm L/D = 2 - 50
小径ドリルに最適化したTRI-Coolingテクノロジーの採用により、クーラント吐出量が従来比の2
待ちなし、折れなし、曲がりなし 倍以上を達成しました。切りくず排出性、切削熱の排熱性が格段に向上し、寿命安定性に大きく寄
与します。
細穴加工の常識を覆す
クーラント流量比較
『5つの新技術』 700
7MPa
600
500 4倍
400
2MPa
300
200 7MPa
100 2MPa
0
DVAS 従来品
DVAS 従来品 使用工具 : DC=ø2mm, L/D=20
切削油剤 : 水溶性
自動盤・小型旋盤用超硬ソリッドドリル 座ぐり加工用
WSTARドリルシリーズ 超硬ソリッドドリル
DWAE MFE シリーズ
Miniサイズ ø1.0 – ø2.9mm 小径サイズ ø0.75 – ø2.95mm
小径加工の高精度化 ・ 長寿命化のポイント 多才な加工で工程短縮
切れ味と耐久性を両立した新刃先処理
三菱独自の新刃先処理により、切れ刃の安定性を保ち優れた
耐欠損性、耐摩耗性を発揮します。 新溝設計
PVDコーテッド材種 DP102A 異なる曲率のRを組み合わせた溝形状により、高
い切りくず処理性を確保します。
潤滑性と耐熱性に優れ、特に低速から中速領域の切削条件下
において、優れた耐摩耗性を発揮します。
タフでユニークなフォルム シンニング形状
中心部の切りくずポケットを確保しながら、R形状
首下部の長さが最小限となる独自デザインを採用し、工具剛 により切りくずをスムーズにカールさせ、切削抵
性の向上と切りくず排出性の確保を両立させました。 抗を低減します。
切りくず排出領域をテーパ部にかけて設定することで、従来
のデザインよりも工具剛性が50%程度向上し、高精度加工
を実現します。
約50%
150% UP
100%
MFE 従来品
50%
0%
DWAE 従来品
<解析条件> シャープな独自切れ刃形状
解析モデル : DC=ø2mm, L/D=4
DWAE 従来品 全 長 : OAL= 50mm
束 拘 面 : シャンク端0–30mmの範囲 切れ刃コーナ部にフラットランドを設けることに
荷 重 : 逃げ面部からZ方向へ分布荷重 130N より、強度を確保しつつ、切れ刃全域において
30 シャープさを維持することで、バリを低減します。
20
<切削条件>
被 削 材 : S10C
10 使用工具 : DC=Ø2mm, L/D=4
切削速度 : vc= 30m/min
送 り 量 : fr= 0.04mm/rev.
0
DWAE 従来品A 従来品B 穴 深 さ : 8mm
加工形態 : 湿式切削 外部給油
(水溶性切削油剤)
拡大代 (μm)
工具剛性(%)
クーラント流量 (g/min)
Page6
GROOVING 溝入れ/突切り加工
溝入れ旋削工具
GY シリーズ
溝切削革命
独自の締結システムが実現した
信頼の溝入れ加工。
溝幅1.2㎜を
追加し、使用範
囲拡大
低送り突切り加工用
GSブレーカ
リード角 8° / 15°
低抵抗設計と寸法精度を向上したことにより、
芯残りの量を減少させ、良好な仕上げ面を実現します。
溝入れ突切り旋削工具
刃幅
GW 2.0-4.0㎜
シリーズ 対応
低抵抗インサートと強リード角インサートを追加
リード角 8°と低抵抗インサートを追加し、バリや芯残りを抑制します。
低送り加工用 中送り加工用
勝手なし 右勝手(5°) 右勝手(8°) 勝手なし 右勝手/左勝手(5°)
GS ブレーカ GM ブレーカ
高信頼のインサートクランプ
凸面受けにより、
高精度にクランプ
抜け難い
テーパクランプ
セーフティ・キーにより、インサートの動きをロック
Page7
BORING ボーリング加工
極小内径加工用ボーリング工具
ステッキィツイン(新材種)
極小内径旋削加工のエキスパート
新材種88型番追加( MS7025 / MS9025)近日発売
●最小加工径φ2.2mmから
●1本で2つの切れ刃
●内径加工から端面加工まで連続加工が可能
●同一径でブレーカ付き/なしの2タイプ
ステッキィツイン用
油穴付きスリーブ
近日発売
適用範囲
ISO PVD ISO PVD ISO PVD
連続 連続 連続
10 10 10
20 20 20
P M S
30 30 30
40 40 40
断続 断続 断続
鋼
MS6015
MS7025
ステンレス鋼
MS7025
MS9025
耐熱合金、チタン合金
MS9025
Page8
B275J TOOL NEWS B255J-H TOOL NEWS B225J TOOL NEWS
MS6015/MS7025/MS9025 GY/GWシリーズ GWシリーズ
TOOL NEWS B275J TOOL NEWS 2022.9 改訂 2019.7 改訂
B255J-H TOOL NEWS B225J
小物高精度部品旋削加工用PVDコーテッド超硬材種 MSシリーズ 溝入れ突切り旋削工具 GY/GWシリーズ 溝入れ突切りバイト
MS6015/MS7025/MS9025 シリーズ
拡大 小物高精度加工用ホルダ シリーズ GWシリーズ インサート
拡大 追加
小物高精度加工を超えていく 突切り加工時のトラブルを解決
ワークの変化・高精度・高生産性・高品質な加工のために 溝奥まで強力にサポートする新高剛性設計 長寿命で使いやすい、
低送り加工用PVDコーテッド超硬材種 MS7025を発売 刃幅 1.2 mmと低送り突切り加工用GSブレーカにリード角 8°/15°を追加 溝入れ突切りバイト。
ブランクインサート追加(2019.7)
YouTube
B267J TOOL NEWS B257J TOOL NEWS B233J TOOL NEWS
DVAS DWAE MFEシリーズ
TOOL NEWS 2021.3 改訂 2021.4 改訂 2018.9 改訂
B267J TOOL NEWS B257J TOOL NEWS B233J
汎用超硬ソリッドドリル TRISTARドリルシリーズ 自動盤・小型旋盤用 超硬ソリッドドリル WSTARドリルシリーズ 座ぐり加工用超硬ソリッドドリル
DVAS サイズ アイテム
Mini サイズ ø1.0mm – ø2.9mm 新発売
L/D=2 – 50 DWAE 拡大 MFEシリーズ 追加
待ちなし、折れなし、曲がりなし 低抵抗で切りくず処理に優れ 多才な加工で工程短縮
細穴加工の常識を覆す 安定した穴加工を実現!! 独自なフォルムにより、安定加工で長寿命
~より短時間で、より多くの正確な穴を~ Mini サイズ Ø1.0mm‒Ø2.9mmを追加
Max.50D
小径サイズを追加 DC0.75mm-2.95mm
φ7シャンクアイテムを追加
A
B205JG-F TOOL NEWS B262J TOOL NEWS
MP2ES/3ES/4EC VQ4WB
TOOL NEWS B205J-F TOOL NEWS B262J
自動旋盤用エンドミル MS plusエンドミルシリーズ 難削材加工用多機能ワイドボールエンドミル
MP2ES/3ES/4EC 新発売 新発売
SMART MIRACLE エンドミルシリーズVQ4WB
小型自動盤にこだわった 280°のワイドな切れ刃が
耐欠損性とバリの低減 マルチアプリケーションを実現!!
280°
180°+100°
安全について
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内で使用し、工具交換は早めに行ってください。 ●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねな
どの保護具を使用してください。 ●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●インサートや部品の取付けは、付属のレンチやドライバーを用いて確実に取り付けてください。 ●工具を回転して使用する場
合、必ず試運転を実施し振れ、振動、異常音がないことを確認してください。
加工事業カンパニー
https://carbide.mmc.co.jp/
北海道・東北・上信越ブロック 関 東 ブ ロ ッ ク 近 畿 ・ 北 陸 ブ ロ ッ ク
苫 小 牧 営 業 所 0144-57-7007 東 京 営 業 所 048-641-4719 金 沢 営 業 所 076-233-5701 ●電話技術相談室(携帯電話からも通話可能です)
仙 台 営 業 所 022-221-3230 横 浜 営 業 所 045-332-6921 栗 東 営 業 所 077-554-8570 ヨ イ 工 具
郡 山 営 業 所 024-973-6014 富 士 営 業 所 0545-65-8817 大 阪 営 業 所 06-6355-1051
新 潟 営 業 所 025-247-0155 明 石 営 業 所 078-934-6815
小 山 営 業 所 0285-25-8380 岡 山 営 業 所 086-435-1871 0120-34-4159
太 田 営 業 所 0276-47-3422
上 田 営 業 所 0268-23-7788 東 海 ブ ロ ッ ク 九 州 ・ 中 国 ブ ロ ッ ク
浜 松 営 業 所 053-450-2030 広 島 営 業 所 082-221-4457
安 城 営 業 所 0566-77-3411 福 岡 営 業 所 092-436-4664
名 古 屋 営 業 所 052-684-5536
(仕様はお断りせずに変更する場合がありますのでご了承ください) EXP-22-B011
2022.10.E