
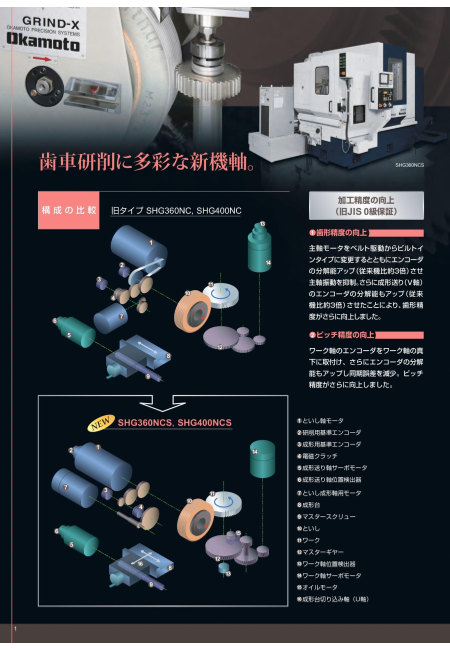



歯形・歯すじ・ピッチ精度を向上し旧JIS0級の加工精度を実現。
・主軸モータをベルト駆動からビルトインタイプに変更するとともにエンコーダの分解能をアップ(従来機比 約3倍)させ主軸振動を抑制。さらに成形送りのエンコーダの分解能もアップ(従来機比約3倍)させたことにより、歯形精度がさらに向上。
・ワーク軸のエンコーダ取付位置をワーク軸の真下に取付、エンコーダの分解能もアップし同期誤差を減少。ピッチ精度がさらに向上。
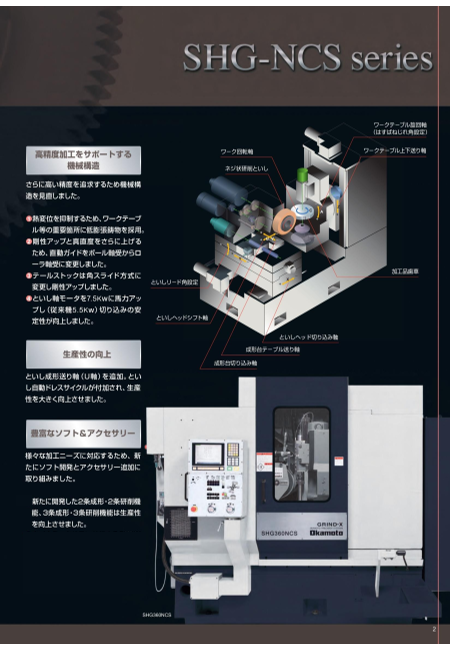
・熱変位を抑制するため、ワークテーブル等の重要箇所に低膨張鋳物を採用。高精度の加工をサポートする機械構造。
・砥石成形送り軸を新しく標準機能にすることによりドレスサイクルが自動で可能に。
ツインロータリードレス方式にすることにより、ドレス時間の短縮・ダイヤの寿命も向上。
このカタログについて
| ドキュメント名 | 高精度CNC歯車研削盤SHG-NCSシリーズ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社岡本工作機械製作所 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page12
MTRWEB20230425