


5面加工が可能!
ツール干渉がないシリンダー形状で、ワークの下から引込むことにより、5面加工を実現!
また、テーパー2面拘束により、5μmの繰り返し位置決め精度を実現!
■加工工程の集約■加工精度の向上■治具準備期間の短縮■治具コストの削減■治具干渉レス
関連メディア
このカタログについて
| ドキュメント名 | 引込みクランプの新提案! 「プルフィックス」 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.8Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社イマオコーポレーション (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
5面加工
が可能!
邪
な 魔
ら に
ない!
NE
新たに仲間入り!
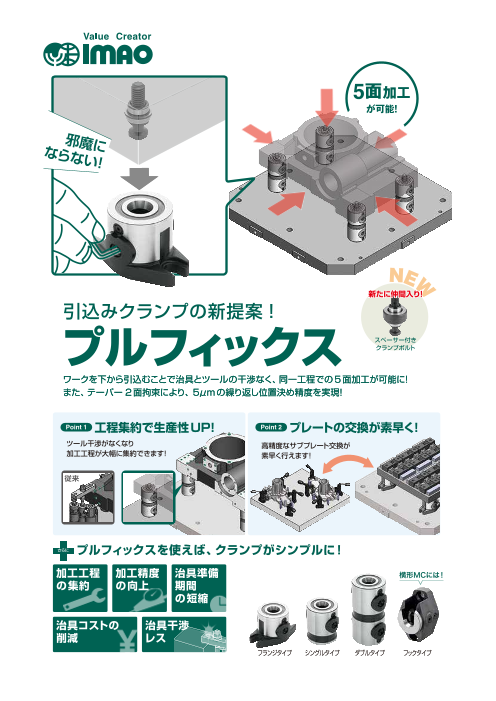
引込みクランプの新提案 !
プルフィックス スペーサー付き
クランプボルト
ワークを下から引込むことで治具とツールの干渉なく、同一工程での5面加工が可能に!
また、テーパー 2面拘束により、5μmの繰り返し位置決め精度を実現!
Point 1 工程集約で生産性UP! Point 2 プレートの交換が素早く!
ツール干渉がなくなり 高精度なサブプレート交換が
加工工程が大幅に集約できます! 素早く行えます!
従来
さらに プルフィックスを使えば、クランプがシンプルに!
加工工程 加工精度 治具準備 横形MCには!
の集約 の向上 期間
の短縮
治具コストの 治具干渉
削減 レス
フランジタイプ シングルタイプ ダブルタイプ フックタイプ
W
Page2
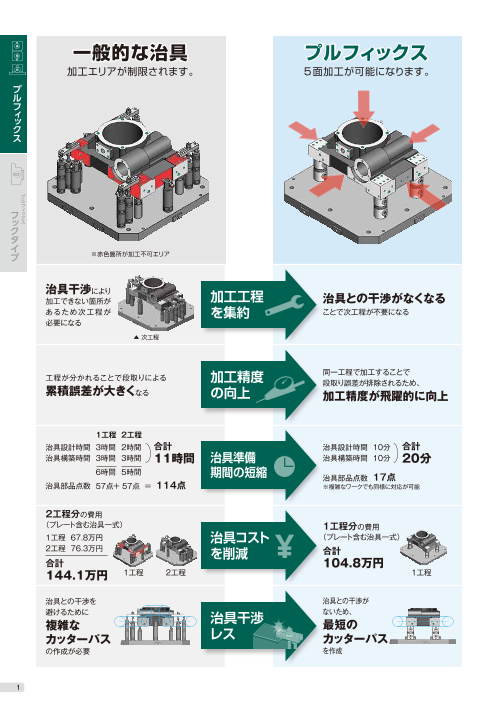
一般的な治具 プルフィックス
加工エリアが制限されます。 5面加工が可能になります。
プ
ル
フ
ッィ
ク
ス
プ
ル
フ
ィ
フッ
ック
ス
ク
タ
イ
プ ※赤色箇所が加工不可エリア
治具干渉により
加工できない箇所が 加工工程 治具との干渉がなくなる
あるため次工程が を集約 ことで次工程が不要になる
必要になる
▲ 次工程
加工精度 同一工程で加工することで
工程が分かれることで段取りによる 段取り誤差が排除されるため、
累積誤差が大きくなる の向上 加工精度が飛躍的に向上
1工程 2工程
治具設計時間 3時間 2時間 合計 治具設計時間 10分 合計
治具構築時間 3時間 3時間 11時間 治具準備 治具構築時間 10分 20分
6時間 5時間 期間の短縮 治具部品点数 17点
治具部品点数 57点+ 57点 = 114点 ※複雑なワークでも同様に対応が可能
2工程分の費用
(プレート含む治具一式) 1工程分の費用
1工程 67.8万円 治具コスト (プレート含む治具一式)
2工程 76.3万円 を削減 合計
合計 104.8万円
144.1万円 1工程 2工程 1工程
治具との干渉を 治具との干渉が
避けるために 治具干渉 ないため、
複雑な 最短の
カッターパス レス カッターパス
の作成が必要 を作成
1
Page3
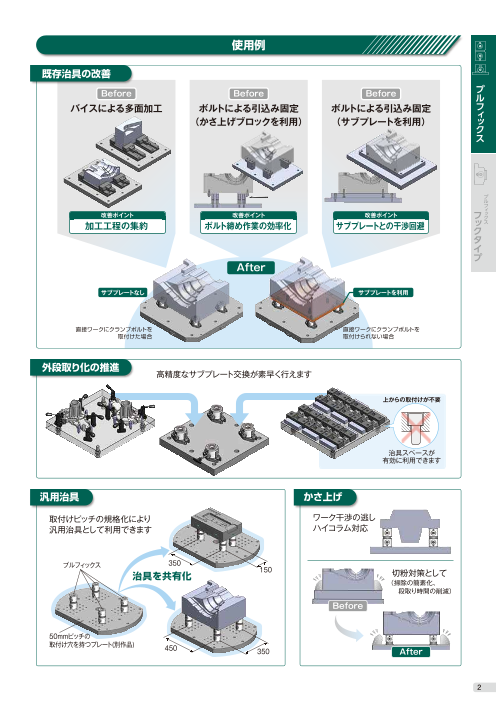
使用例
既存治具の改善
Before Before Before プ
ル
バイスによる多面加工 ボルトによる引込み固定 ボルトによる引込み固定 フ
ィ
(かさ上げブロックを利用) (サブプレートを利用) ッ
ク
ス
プ
ル
フ
ィ
改善ポイント 改善ポイント 改善ポイント フッ
ク
加工工程の集約 ボルト締め作業の効率化 サブプレートとの干渉回避 ッス
ク
タ
イ
プ
After
サブプレートなし サブプレートを利用
直接ワークにクランプボルトを 直接ワークにクランプボルトを
取付けた場合 取付けられない場合
外段取り化の推進
高精度なサブプレート交換が素早く行えます
上からの取付けが不要
治具スペースが
有効に利用できます
汎用治具 かさ上げ
取付けピッチの規格化により ワーク干渉の逃し
汎用治具として利用できます ハイコラム対応
プルフィックス 350
150
治具を共有化 切粉対策として
(掃除の簡素化、
段取り時間の削減)
Before
50mmピッチの
取付け穴を持つプレート(別作品) 450 350 After
2
Page4
ラインアップ・使用方法
プ
ル
フ
ッィ
ク
ス
プルフィックスはクランプユニットやクランプボルトなどを組合わせて使用します。
また連結して使用することも可能です。
プ
ル クランプユニット
フ
ィ
フッ
ック
ス
ク
タ
イ
プ
フランジタイプ P.6 ダブルタイプ P.7 シングルタイプ P.8
最も背が低い 上下にクランプ機構を持つ 高精度な連結が可能なタイプ
六角穴付きボルト固定タイプ 汎用性の高いタイプ
品 番 外形 高さ クランプ力
(mm)(mm) (kN) 品 番 外形 高さ クランプ力 外形 高さ クランプ力
(mm)(mm) (kN) 品 番 (mm)(mm) (kN)
CP150-06025 30 25 5 CP151-06050 30 50 5 CP152-06032 30 32 5
CP150-08040 40 40 8 CP151-08080 40 80 8 CP152-08050 40 50 8
CP150-12063 60 63 15 CP151-12125 60 125 15 CP152-12080 60 80 15
CP150-16080 80 80 25 CP151-16160 80 160 25 CP152-16100 80 100 25
ベースプレートへの取付 ベースプレートへの取付 ベースプレートへの取付
六角穴付き
ボルト 位置決め 位置決め 位置決め 位置決め 位置決め 位置決め
必要 不要 必要 不要 必要 不要
六角穴付き
P.12 P.12 P.13 ボルトのみ
(上段) (上段) P.9 P.11 +六角穴付き
クランプユニットの繰り返し位置決め精度 5μm 0.1mm (上段) (上段) ボルト
クランプユニットの繰り返し位置決め精度 5μm クランプユニットの繰り返し位置決め精度 0.04mm
連結部品として使用する時 連結部品として使用する時
P.12 P.9
(下段) (上段)
繰り返し位置決め精度 繰り返し位置決め精度
0.2mm 5μm
操作方法
ワークにクランプボルトを取付け、 クランプ状態が クランプ
視認できます。
プルフィックスに乗せて、 ① ②
ボディ横にある六角穴をレンチで 乗せる 締める
締めます。 アンクランプ
3
Page5
クランプボルト
主にワークとの接合部分に プ
ル
ご使用いただくボルトです。 フ
ィッ
ク
ス
テーパークランプボルト(基準タイプ) P.9 テーパークランプボルト(ダイヤタイプ) P.9 クランプボルト P.11
位置決めが必要な箇所に 位置決めが必要な箇所に 位置決めが不要な箇所に
プ
ル
フ
ッィフ
ック
ス
全周が基準 対角線上にある ク
2面が基準 タ
ワークの繰り返し位置決め精度: 5μm ワークの繰り返し位置決め精度: 5μm イ
(基準タイプと組合せて使用) プ
W
NEツール干渉が心配な場合には ワーク
テーパー テーパー
スペーサー付きクランプボルトを使用することで クランプボルト クランプボルト
ワークをかさ上げして、ツール干渉を回避できます 回避します 基準タイプ ダイヤタイプ クランプボルト
P.10( 上段) P.10( 下段) P.11( 下段)
テーパークランプボルト ワークの位置決めをする際、テーパークランプボルトの基準タイプとダイヤタイプは下図のように取付けてください。
配置図 ※締付け順序は基準タイプ→ダイヤタイプ→クランプボルトの順に作業してください。
2ヵ所でクランプする場合 4ヵ所でクランプする場合
位置決めの基準
テーパー
位置決めの基準 回転方向の位置決め C クランプボルト
90° E
C 基準タイプ
A B
テーパー
D クランプボルト
回転方向の位置決め ダイヤタイプ
注1)
90°
A B
テーパー テーパー E
クランプボルト クランプボルト D クランプボルト
基準タイプ ダイヤタイプ E
注1)
注1)クランプユニットの一部は、基準タイプを使用する場合があります。詳しくはP.9をご覧ください。
位置決め機構
①アンクランプ テーパーと着座面の2面拘束で繰り返し位置決め精度 5μm
ワーク
テーパー ②セット ③クランプ
クランプボルト
(基準タイプ) (テーパーのみ接触) (2面拘束)
クランプユニット
(テーパー部) 隙間 着座面
2面拘束
テーパー
4
Page6
許容加工負荷・許容ワーク重量
下表の計算式より、加工負荷及びワーク重量が許容値内であるか確認してください。
なお、本ページで算出される計算値はプルフィックス本体の強度のみですが、実際の加工は治具全体の剛性とワーク剛性にも大きく影響されます。
下記の数値には、これらの治具剛性やワーク剛性は加味されておりませんので、あくまで目安として適切な加工条件の設定にご利用ください。
プ
ル 1個で使用する場合
フ 注1) 回転方向に大きな加工負荷がかかる場合は、位置決めを設けてください。
ィ 許容加工負荷 許容ワーク重量
注2) スペーサー付きクランプボルト1個での使用は推奨しません。 品 番
ッ 許容加工負荷・許容ワーク重量が著しく低下します。 F(kN)F(z kN) W(kg)
ク CP150-06025 50/H 50×100/H
ス ■水平取付け時 ■垂直取付け時 CP151-06050 25/H 1.5 25×100/H
CP152-06032 25/H 25×100/H
Fz(kN) CP150-08040 120/H 120×100/H
F(kN) CP151-08080 70/H 2.5 70×100/H
W(kg) CP152-08050 70/H 70×100/H
CP150-12063 250/H 250×100/H
F(kN) CP151-12125 150/H 7.5 150×100/H
CP152-12080 150/H 150×100/H
プ
ル CP150-16080 500/H 500×100/H
フ
ィ CP151-16160 300/H 15.0 300×100/H
フッ
ク CP152-16100 300/H 300×100/H
ッス
ク 2個で使用する場合
タ 注3) スペーサー付きクランプボルト2個での使用は推奨しません。許容加工負荷・許容ワーク重量が著しく低下します。
イ
プ ■水平取付け時
品 番 許容加工負荷 許容ワーク重量
F1(kN) F2(kN) F(1 kN) F(2 kN)最大値(kN) W(1 kg) W(2 kg) 最大値(kg)
CP150-06025 (0.10P1+ 180)/H 100/H 100×100/H (0.10P2+ 180)×100/H
CP151-06050 (0.05P1+ 90)/H 50/H 1.8 50×100/H (0.05P2+ 90)×100/H 180
CP152-06032 (0.05P1+ 90)/H 50/H 50×100/H (0.05P2+ 90)×100/H
CP150-08040 (0.24P1+ 432)/H 240/H 240×100/H (0.24P2+ 432)×100/H
CP151-08080 (0.14P1+ 252)/H 140/H 3.2 140×100/H (0.14P2+ 252)×100/H 320
CP152-08050 (0.14P1+ 252)/H 140/H 140×100/H (0.14P2+ 252)×100/H
P1 CP150-12063 (0.50P1+ 900)/H 500/H 500×100/H (0.50P2+ 900)×100/H
CP151-12125 (0.30P1+ 540)/H 300/H 6.0 300×100/H (0.30P2+ 540)×100/H 600
■垂直取付け時 CP152-12080 (0.30P1+ 540)/H 300/H 300×100/H (0.30P2+ 540)×100/H
P1 W2(kg) CP150-16080 (1.00P1+1800)/H 1000/H 1000×100/H (1.00P2+1800)×100/H
W (kg) CP151-16160 (0.60P1+1080)/H 600/H 10.0 600×100/H (0.60P2+1080)×100/H 1000
1
CP152-16100 (0.60P1+1080)/H 600/H 600×100/H (0.60P2+1080)×100/H
F1(kN) F2(kN)
(加 H
工位置、 H
ワーク (
重 加
心 工
) 位置、ワーク重心)
4個で使用する場合
注4) スペーサー付きクランプボルトを使用する場合、許容加工負荷・許容ワーク重量が低下します。下表を参考にご使用ください。
品 番 許容加工負荷 許容ワーク重量 スペーサー付き
■水平取付け時 ■垂直取付け時 F(kN) 最大値(kN) W(kg) 最大値(kg) クランプボルト 使用時 注4)
CP150-06025 2×(0.10P1+ 180)/H 2×(0.10P2+ 180)×100/H
F(kN) P1 CP151-06050 2×(0.05P1+ 90)/H 3.6 2×(0.05P2+ 90)×100/H 360 -
W(kg) CP152-06032 2×(0.05P1+ 90)/H 2×(0.05P2+ 90)×100/H
CP150-08040 2×(0.24P1+ 432)/H 2×(0.24P2+ 432)×100/H
F(kN) CP151-08080 2×(0.14P1+ 252)/H 6.4 2×(0.14P2+ 252)×100/H 640 ×50%
CP152-08050 2×(0.14P1+ 252)/H 2×(0.14P2+ 252)×100/H
CP150-12063 2×(0.50P1+ 900)/H 2×(0.50P2+ 900)×100/H
H CP151-12125 2×(0.30P1+ 540)/H 12.0 2×(0.30P2+ 540)×100/H 1200 許容加工負荷
×60%
P1 (加工位置、ワ CP152-12080 2×(0.30P + 540)/H 2×(0.30P + 540)×100/H 許容ワーク重量
1 2
ーク重心) CP150-16080 2×(1.00P1+1800)/H 2×(1.00P2+1800)×100/H
CP151-16160 2×(0.60P1+1080)/H 20.0 2×(0.60P2+1080)×100/H 2000 ×70%
CP152-16100 2×(0.60P1+1080)/H 2×(0.60P2+1080)×100/H
計算例
・垂直取付け <許容加工負荷 F の算出>
・CP151-12125(受け高さ125mm) 4個配置 F= 2×(0.3×P1+540)/H =500P1
・取付けピッチ = 2×(0.3×500+540)/225 W(kg)
P1=500mm = 6.13kN
P2=300mm ※加工負荷3kNは計算値(6.13kN)以内である。 F(kN)
・加工負荷位置 ワーク重心 H=225mm
・F方向加工負荷 3kN
・ワーク重量 375kg <許容ワーク重量 Wの算出>
W= 2×(0.3×P2+540)×100/H ( H=22
= 2×(0.3×300+540)×100/225 加工位置 5
、ワー
= 560kg ク重心)
※ワーク重量375kgは計算値(560kg)以内である。
5
H H
(加工位置、ワーク重心) (加工位置、ワーク重心)
H
(加工位置、ワーク重心)
P P22
P2=300
Page7
CP150 クランプユニット(フランジタイプ)
標
準在庫品 イマオ d
WEB 製品ムービー公開
d
プ
ル
ボディ クランプナット クランプスクリュー フ
SCM440
高周波焼入 SCM440 SCM435 ィッ
四三酸化鉄皮膜 焼入焼戻 焼入焼戻
研磨仕上 四三酸化鉄皮膜 四三酸化鉄皮膜 ク
ス
CP150 -06025 平座金×2
L CP150 -06025
D
G
0.8
★One Point プ
ル
最も背が低い六角穴付き フ
ィ
ボルト固定タイプ フッ
ク
0.8 ス
G W ッ
ク
CP150 -08040、12063、16080 タ
イ
品 番 D H クランプ力 許容締付トルク 質量
(±0.01) D1 L H1 H2 W H3 d P W1 (kN) (N・m) (kg) 価 格 プ
CP150-06025 30 25 15 34.5 12.5 12.5 54 7 6.6 42 3 5 4 0.1 39,000
CP150-08040 40 40 22 46 20 20 65 10 9 50 4 8 8 0.3 42,000
CP150-12063 60 63 32 69 33 30 95 15 13 75 6 15 22 1.4 53,000
CP150-16080 80 80 44 91 40 40 130 20 17 100 8 25 50 3.3 75,000
使用例・使用方法 ・位置決めが必要な箇所は、 C P 1 5 7 - L テーパーブッシュ(基準タイプ)を使用して取付けてください。
・位置決めが不要な箇所は、 C P 1 5 7 - S テーパーブッシュ(標準タイプ)を使用して取付けてください。
■ベースプレート穴加工図 ■ベースプレート穴ピッチ公差
位置決めが必要な箇所(テーパーブッシュ 基準タイプ)の穴ピッチ公差は、±0.02で加工してください。
六角穴付きボルト 注1)位置決めが不要な箇所(テーパーブッシュ 標準タイプ)の穴ピッチ公差は、±0.1で加工してください。
テーパークランプボルト
d (基準タイプ) テーパークランプボルト
CP155-L (ダイヤタイプ)
テーパーブッシュ CP155-D
(基準タイプ)
ベース テーパーブッシュ
プレート (基準タイプ・標準タイプ) P1 CP157-L
2-M
CP157-L・CP157-S
ベースプレート
d ピッチ公差±0.02 注1) テーパーブッシュ
品 番 Lf M P (基準タイプ)
(H7) 1
CP157-L
CP150-06025 8 5.5 M 6×1 42
CP150-08040 12 5.5 M 8×1.25 50
CP150-12063 18 6.5 M12×1.75 75 付属品 技術データ
CP150-16080 22 8 M16×2 100 CP150 -08040、12063、16080 : 平座金…2個 許容加工負荷・許容ワーク重量(P.5)
注)テーパーブッシュ(標準タイプ)の穴加工公差
( d寸法公差)は、 + 00 .1 で加工してください。
■使用例 締付け順序は、1(テーパークランプボルト基準タイプ)→2(テーパークランプボルトダイヤタイプ)→3(クランプボルト)→4(クランプボルト)の順に締付けを行ってください。
※ C P 1 5 0 -06025を使用される場合、テーパークランプボルトは基準タイプ2個でご使用ください。
基準タイプの締付け順が異なると、繰り返し位置決め精度が出ない場合がありますので、ご注意ください。 クランプボルト
テーパークランプボルト 2箇所
(基準タイプ) テーパークランプボルト CP156
CP155-L (ダイヤタイプ) テーパークランプボルト
CP155-D
3 (基準タイプ)
CP155-L テーパークランプボルト
1 (ダイヤタイプ)
2 CP155-D
4
テーパーブッシュ
クランプボルト (基準タイプ)
CP156 テーパーブッシュ テーパーブッシュ
CP157-L (標準タイプ) (基準タイプ)
CP157-S CP157-L
関連製品ページ
・ CP155-L テーパークランプボルト(基準タイプ()P. 9) ワークのかさ上げをしたい場合に
・ CP155-Dテーパークランプボルト(ダイヤタイプ()P. 9) ・ C P155-LS テーパークランプボルト(基準タイプ スペーサー付き()P. 10)
・ CP156クランプボルト(P. 11) ・ C P155-DS テーパークランプボルト(ダイヤタイプ スペーサー付き()P. 10)
・ CP157テーパーブッシュ(P. 12) ・ C P156-S クランプボルト(スペーサー付き()P. 11)
6
Lf
H
H1 H2 P
D1
H3
W1
Page8
CP151 クランプユニット(ダブルタイプ)
標
準在庫品 イマオ
WEB 製品ムービー公開
プ ボディ クランプナット クランプスクリュー
ル SCM440
高周波焼入 SCM440 SCM435
フ
ィ L 四三酸化鉄皮膜 焼入焼戻 焼入焼戻
研磨仕上 四三酸化鉄皮膜 四三酸化鉄皮膜
ッ D
ク G
ス 0.8
プ ★One Point
ル
フ CP151 -06050 CP151 -08080、12125、16160 上下にクランプ機構を持つ
ッィフ 汎用性の高いタイプ
ック 0.8
ス G
ク 品 番 D H D L H W クランプ力 許容締付トルク 質量
(±0.01) 1 1 (kN) (N・m) (kg) 価 格
タ CP151-06050 30 50 15 34.5 12.5 3 5 4 0.2 63,000
イ CP151-08080 40 80 22 46 20 4 8 8 0.7 71,000
プ CP151-12125 60 125 32 69 30 6 15 22 2.6 87,000
CP151-16160 80 160 44 91 40 8 25 50 5.8 103,000
使用例・使用方法 ・位置決めが必要な箇所は、 C P 1 5 5 - L テーパークランプボルト(基準タイプ)を使用して取付けてください。
・位置決めが不要な箇所は、 C P 1 5 6 クランプボルトを使用して取付けてください。
■ベースプレート穴加工図 ■ベースプレート穴ピッチ公差
位置決めが必要な箇所(テーパークランプボルト 基準タイプ)の穴ピッチ公差は、
位置決めが 位置決めが ±0.02で加工してください。
必要な箇所 不要な箇所 注1)位置決めが不要な箇所(クランプボルト)のタップ穴ピッチ公差は、
±0.2で加工してください。
テーパークランプボルト
(基準タイプ) テーパークランプボルト
CP155-L クランプボルト (ダイヤタイプ)
d CP156 CP155-D
テーパークランプボルト
(基準タイプ) テーパークランプボルト
CP155-L (基準タイプ)
CP155-L
ベースプレート M M
品 番 d 注)位置決めが不要な箇所は、
Lf Lf1 M タップ穴の加工のみになります。 ピッチ公差±0.02 注1) ベースプレート
(H7)
CP151-06050 8 9 5.5 M 6×1
CP151-08080 12 13 5.5 M 8×1.25
CP151-12125 18 19 6.5 M12×1.75
CP151-16160 22 23 8 M16×2
■使用例 締付け順序は、1(テーパークランプボルト基準タイプ)→2(テーパークランプボルトダイヤタイプ) ■連結部品として使用
→3(クランプボルト)→4(クランプボルト)の順に締付けを行ってください。 各クランプユニットと連結させて使用できます。
※ C P 1 5 1 -06050を使用される場合、テーパークランプボルトは基準タイプ2個でご使用ください。 〈繰り返し位置決め精度 0.2〉
基準タイプの締付け順が異なると、繰り返し位置決め精度が出ない場合がありますので、ご注意ください。
テーパークランプボルト クランプボルト クランプボルト
(基準タイプ) テーパークランプボルト 2箇所
CP156
CP155-L (ダイヤタイプ) CP156
3 CP155-D ダブルテーパー
1 クランプピン
2 CP158
4 テーパークランプボルト
(ダイヤタイプ)
テーパークランプボルト CP155-D
(基準タイプ)
CP155-L
締付け操作がしやすい方向に クランプユニット クランプユニット クランプユニット
本体の取付け向きが変えられます。 (フランジタイプ) (ダブルタイプ) (シングルタイプ)
クランプボルト テーパークランプボルト
(基準タイプ) CP150 CP151 CP152
2箇所
CP156 CP155-L
関連製品ページ 技術データ
・ CP150クランプユニット(フランジタイプ()P. 6) 許容加工負荷・許容ワーク重量(P.5)
・ CP152クランプユニット(シングルタイプ()P. 8) ワークのかさ上げをしたい場合に
・ CP155-L テーパークランプボルト(基準タイプ()P. 9) ・ C P155-LS テーパークランプボルト(基準タイプ スペーサー付き()P. 10)
・ CP155-D テーパークランプボルト(ダイヤタイプ()P. 9) ・ C P155-DS テーパークランプボルト(ダイヤタイプ スペーサー付き()P. 10)
・ CP156クランプボルト(P. 11) ・ C P156-S クランプボルト(スペーサー付き()P. 11)
7
Lf Lf1
Lf
H
H1 H1
D1
W
Page9
CP152 クランプユニット(シングルタイプ)
標
準在庫品 イマオ
WEB 製品ムービー公開
ボディ クランプナット クランプスクリュー プ
SCM440
高周波焼入 SCM440 SCM435 ル
四三酸化鉄皮膜 焼入焼戻 焼入焼戻 フ
研磨仕上 四三酸化鉄皮膜 四三酸化鉄皮膜 ィ
L ッ
D ク
ス
G
0.8
M ★One Point プ
CP152 -06032 CP152 -08050、12080、16100 0.8 高精度な連結が可能なタイプ ル
フ
G d ィ
フッ
ク
ス
品 番 D H D L H H H d H M W クランプ力 許容締付トルク 質量 ッ
(±0.01) 1 1 2 3 (H7) 4 (kN) (N・m) (kg) 価 格 ク
CP152-06032 30 32 15 34.5 19.5 12.5 11.5 8 5 M 6×1 3 5 4 0.2 44,000 タ
CP152-08050 40 50 22 46 30 20 18 12 7.5 M 8×1.25 4 8 8 0.5 52,000 イ
CP152-12080 60 80 32 69 50 30 25 18 10.5 M12×1.75 6 15 22 1.6 61,000 プ
CP152-16100 80 100 44 91 60 40 31 22 12.5 M16×2 8 25 50 3.8 75,000
使用例・使用方法 ・位置決めが必要な箇所は、 C P 1 5 9 ストレートブッシュを使用して取付けてください。
・位置決めが不要な箇所は、六角穴付きボルトのみで取付けてください。
■ベースプレート穴加工図 ■ベースプレート穴ピッチ公差
位置決めが 位置決めが 位置決めが必要な箇所(ストレートブッシュ)の穴ピッチ公差は、±0.02で
必要な箇所 不要な箇所 加工してください。
注1)位置決めが不要な箇所(六角穴付きボルト)の穴ピッチ公差は、
±0.1で加工してください。
ストレートブッシュ テーパークランプボルト
CP159 d (基準タイプ)
CP155-L
d d テーパークランプボルト
ベースプレート 1 1 (ダイヤタイプ)
六角穴付きボルト ストレートブッシュ CP155-D
六角穴付きボルト CP159 ベースプレート
d d1 注)位置決めが不要な箇所は、
品 番 (H7) Lf (+0.2
0 ) 六角穴付きボルト用穴の
加工のみになります。 ピッチ公差±0.02 注1) 六角穴付きボルト
CP152-06032 8 6.5 6
CP152-08050 12 8.5 8
CP152-12080 18 12.5 12
CP152-16100 22 16.5 16
■使用例 締付け順序は、1(テーパークランプボルト基準タイプ)→2(テーパークランプボルトダイヤタイプ) ■連結部品として使用
→3(クランプボルト)→4(クランプボルト)の順に締付けを行ってください。 各クランプユニットと連結させて使用できます。
※ C P 1 5 2 -06032を使用される場合、テーパークランプボルトは基準タイプ2個でご使用ください。 〈繰り返し位置決め精度 5μm〉
基準タイプの締付け順が異なると、繰り返し位置決め精度が出ない場合がありますので、ご注意ください。
テーパークランプボルト クランプボルト
テーパークランプボルト テーパー
(基準タイプ) (ダイヤタイプ) 2箇所 クランプボルト
CP155-L CP155-D CP156 (基準タイプ)
テーパー CP155-L
クランプボルト
3 (基準タイプ) テーパークランプボルト
1 CP155-L (ダイヤタイプ)
2 CP155-D
4
ストレートブッシュ
CP159
クランプユニット クランプユニット クランプユニット
クランプボルト 六角穴付きボルト ストレートブッシュ (フランジタイプ) (ダブルタイプ) (シングルタイプ)
CP156 4箇所 CP159 CP150 CP151 CP152
関連製品ページ 技術データ
・ CP150クランプユニット(フランジタイプ()P. 6) 許容加工負荷・許容ワーク重量(P.5)
・ CP151クランプユニット(ダブルタイプ()P. 7)
・ CP159 ストレートブッシュ(P. 13) ワークのかさ上げをしたい場合に
・ CP155-L テーパークランプボルト(基準タイプ()P. 9) ・ C P155-LS テーパークランプボルト(基準タイプ スペーサー付き()P. 10)
・ CP155-D テーパークランプボルト(ダイヤタイプ()P. 9) ・ C P155-DS テーパークランプボルト(ダイヤタイプ スペーサー付き()P. 10)
・ CP156クランプボルト(P. 11) ・ C P156-S クランプボルト(スペーサー付き()P. 11)
8
Lf
H
H1 H2
D1
H3
H4
W
Page10
テーパークランプボルト
基準タイプ ダイヤタイプ
・ C P 1 5 1 クランプユニット(ダブルタイプ)の位置決めにご使用ください。 ・ワークの位置決めに基準タイプとセットでご使用ください。
・ワークの位置決めにダイヤタイプとセットでご使用ください。 ・ダイヤタイプのテーパーブッシュは、基準面を規制したい方向に回転させてから固定してください。
プ 注)クランプユニット06タイプ用は用意しておりません。
ル C P 1 5 0 -06025、 C P 1 5 1 -06050、 C P 1 5 2 -06032を使用される場合は、基準タイプ
フ 2 個でご使用ください。
ッィ ■穴加工図 ■ベースプレート及び ■使用例 クランプボルト
2箇所
ク 基準タイプ ワークの穴ピッチ公差
d CP156
ス ワーク
ピッチ公差±0.02 ダイヤ
タイプ 基準タイプ
基準
M タイプ ダイヤタイプ
ベースプレート ワーク
基準タイプ・ダイヤタイプ
基準 クランプユニット
(ダブルタイプ) 基準
プ
ル サイズ d タイプ タイプ
フ (H7) Lf Lf1 M CP151 基準タイプ
ッィフ CP155-06001 8 9 5.5 M 6×1
ック
ス CP155-08061 10 13 5.5 M 6×1 ベース
CP155-08001 12 ピッチ公差±0.02
ク M 8×1.25 プレート
タ CP155-12081 12 13 5.5 M 8×1.25 クランプユニット
イ CP155-12001 18 19 6.5 M12×1.75 (ダブルタイプ) クランプボルト 基準タイプ
プ CP155-16121 18 19 6.5 M12×1.75 CP151 2箇所
CP155-16001 22 23 8 M16×2 CP156
CP155-L テーパークランプボルト(基準タイプ)
標
準在庫品 L L W ■クランプユニット(シングルタイプ)を連結
1
クランプユニット(シングルタイプ)を
G
0.8 連結する時に基準タイプを
ご使用ください。 基準タイプ クランプユニット
〈繰り返し位置決め精度 5μm〉 (シングルタイプ)
CP152
M L2
テーパーブッシュ クランプボルト
S45C SCM435
四三酸化鉄皮膜 焼入焼戻 クランプユニット クランプユニット クランプユニット
研磨仕上 四三酸化鉄皮膜 (フランジタイプ) (ダブルタイプ) (シングルタイプ)
CP150 CP151 CP152
品 番 M D1
(g6) L2 L1 D L D 質量
2 D3 W (g) 価 格
適用
クランプユニット
CP155-06001L M 6×1 8 5 13 11.5 10 8 4.8 2.5 6 7,600 CP150-06025、CP151-06050
CP152-06032
CP155-08061L M 6×1 10 5 17 15.5 16.5 11 6.5 3 17 7,800 CP150-08040、CP151-08080
CP155-08001L M 8×1.25 12 20 7,800 CP152-08050
CP155-12081L M 8×1.25 12 5 17 52 8,500 CP150-12063、CP151-12125
CP155-12001L M12×1.75 18 6 24 24.5 25 16 9.5 5 70 8,500 CP152-12080
CP155-16121L M12×1.75 18 6 24
CP155-16001L M16×2 22 7.5 30 31.5 33 21 13 6 125 9,100 CP150-16080、CP151-16160
150 9,100 CP152-16100
CP155-D テーパークランプボルト(ダイヤタイプ)
標在庫品 L1 L W
準
G
0.8
テーパーブッシュ クランプボルト
S45C SCM435
四三酸化鉄皮膜 焼入焼戻
M L 研磨仕上 四三酸化鉄皮膜
2
品 番 M D1 質量 適用
(g6) L2 L1 D L D2 D3 W (g) 価 格 クランプユニット
CP155-08061D M 6×1 10 5 17 15.5 16.5 11 6.5 3 17 8,500 CP150-08040、CP151-08080
CP155-08001D M 8×1.25 12 20 8,500 CP152-08050
CP155-12081D M 8×1.25 12 5 17
CP155-12001D M12×1.75 18 6 24 24.5 25 16 9.5 5 51 9,000 CP150-12063、CP151-12125
70 9,000 CP152-12080
CP155-16121D M12×1.75 18 6 24 31.5 33 21 13 6 123 9,700 CP150-16080、CP151-16160
CP155-16001D M16×2 22 7.5 30 150 9,700 CP152-16100
9
D1 D1 Lf Lf1
G G
0.8 0.8
D3 D3
D2 D2
D D
Page11
テーパークランプボルト(スペーサー付き)
★One Point 基準タイプ
ワークをかさ上げして ・ワークの位置決めにダイヤタイプとセットでご使用ください。
ツール干渉を回避 スペーサー
ダイヤタイプ スペーサーは取外し可能です。 プ
ワーク ・ワークの位置決めに基準タイプとセットでご使用ください。 上下面を定期的に清掃してください。 ル
・ダイヤタイプのテーパーブッシュは、基準面を規制したい方向に ※クランプボルト本体からの脱落に フ
回転させてから固定してください。 ご注意ください。 ィ
ツール干渉が ッ
回避できます 注意事項 ご使用前に「プルフィックス 許容加工負荷・許容ワーク重量」を必ずご確認ください。(P. 5) ク
ス
■穴加工図 ■ワーク穴ピッチ公差 ■使用例 ピッチ公差±0.02
ワーク M ピッチ公差±0.02 ダイヤ
基準タイプ タイプ クランプボルト
(スペーサー付き)
2箇所
ワーク 基準タイプ CP156-S プ
d ル
基準タイプ ダイヤタイプ フ
テーパー ィ
ダイヤタイプ クランプボルト クランプユニット フッ
ク
(基準タイプ) (ダブルタイプ) テーパー ッス
CP155-L CP151 クランプボルト ク
(基準タイプ)
ベース タ
サイズ d
(H7) Lf Lf1 M プレート CP155-L イ
テーパークランプボルト
テーパー プ
CP155-08001 12 13 5.5 M 8×1.25 (基準タイプ)
クランプボルト
CP155-12001 18 19 6.5 M12×1.75 CP155-L クランプユニット
クランプボルト (基準タイプ)
CP155-16001 22 23 8.0 M16×2.00 (ダブルタイプ)
2箇所 CP155-L
CP151
CP156
CP155-LS テーパークランプボルト(基準タイプ スペーサー付き)
標
準在庫品
L1 L3 L W
NEW
G
0.8
テーパーブッシュ クランプボルト スペーサー
S45C SCM435 S45C
四三酸化鉄皮膜 焼入焼戻 焼入焼戻
研磨仕上 四三酸化鉄皮膜 四三酸化鉄皮膜
M L2 研磨仕上
品 番 M D1 L L L3 質量
(ɡ6) 2 1 D L D2 D3(±0.01)D4 W(g)価 格 適用クランプユニット
× CP150-08040 CP151-08080
CP155-08001LS 、
M 8 1.25 12 5.0 17 15.5 16.5 11 6.5 10 23 3 53 12,000
CP152-08050
CP150-12063 CP151-12125
CP155-12001LS 、
M12×1.75 18 6.0 24 24.5 25.0 16 9.5 17 34 5 190 12,500
CP152-12080
× CP150-16080、CP151-16160
CP155-16001LS M16 2.00 22 7.5 30 31.5 33.0 21 13.0 20 45 6 402 13,500
CP152-16100
CP155-DS テーパークランプボルト(ダイヤタイプ スペーサー付き)
標
準在庫品 L1 L3 L W
NEW
G
0.8
テーパーブッシュ クランプボルト スペーサー
S45C SCM435 S45C
四三酸化鉄皮膜 焼入焼戻 焼入焼戻
四三酸化鉄皮膜
M L2 研磨仕上 四三酸化鉄皮膜 研磨仕上
品 番 M D1
(ɡ6)L2 L1 D L D D L3
2 3(±0.01)D W 質量4 (g)価 格 適用クランプユニット
× CP150-08040、CP151-08080
CP155-08001DS M 8 1.25 12 5.0 17 15.5 16.5 11 6.5 10 23 3 53 12,500
CP152-08050
CP150-12063 CP151-12125
CP155-12001DS 、
M12×1.75 18 6.0 24 24.5 25.0 16 9.5 17 34 5 190 13,000
CP152-12080
CP150-16080 CP151-16160
CP155-16001DS M16× 、
2.00 22 7.5 30 31.5 33.0 21 13.0 20 45 6 402 14,000
CP152-16100
10
Lf1 Lf
D4 D4
D1 D1
G G
0.8 0.8
0.8 0.8
G G
D3 D3
D2 D2
D D
Page12
CP156 クランプボルト
標在庫品 L1 L W
準
本体
プ
ル SCM435
焼入焼戻
フ 四三酸化鉄皮膜
ィッ M
品 番 M L D L D D W 質量 価 格 適用
ク 1 1 2 (g) クランプユニット
ス CP156-06001 M 6×1 8 11 10 8 4.8 2.5 5 2,200 CP150-06025、CP151-06050
CP152-06032
CP156-08061 M 6×1 9 15 16.5 11 6.5 3 13 2,400 CP150-08040、CP151-08080
CP156-08001 M 8×1.25 12 16 2,400 CP152-08050
CP156-12081 M 8×1.25 12 46 2,700
CP156-12101 M10×1.5 15 24 25 16 9.5 5 51 2,700 CP150-12063、CP151-12125
CP156-12001 M12×1.75 18 57 2,700 CP152-12080
プ CP156-16101 M10×1.5 15 102 3,000
ル
フ ★お客さまのご要望にお応え CP156-16121 M12×1.75 18 31 33 21 13 6 108 3,000 CP150-16080、CP151-16160
ッィフク ネジサイズM10登場! CP156-16001 M16×2 22 125 3,000 CP152-16100
ッス
ク サイズ ワークのネジ穴M10に
対応できるようになりました!
タ
イ テーパークランプボルト
(基準タイプ)
プ CP155-L
使用例・使用方法 ・ C P 1 5 1 クランプユニット(ダブルタイプ)の テーパークランプボルト
ベースプレートへの取付けにご使用ください。 (ダイヤタイプ)
・ワークに取付けてご使用ください。 CP155-D
・位置決めが不要な箇所にご使用ください。 テーパークランプボルト
・タップ穴のピッチ公差は、±0.2で加工してください。 (基準タイプ)
CP155-L テーパークランプボルト
(基準タイプ)
CP155-L
クランプユニット
(ダブルタイプ)
CP151
CP156-S クランプボルト(スペーサー付き)
標
準在庫品 L1 L2 L W
NEW
クランプボルト スペーサー
SCM435 S45C
焼入焼戻 焼入焼戻
M 四三酸化鉄皮膜 四三酸化鉄皮膜
研磨仕上
品 番 M L1 D L D1 D L2 質量
2(±0.01)D3 W(g)価 格 適用クランプユニット
CP156-08061S M 6×1.00 9 45 5,000 CP150-08040、CP151-08080
15 16.5 11 6.5 10 23 3
CP156-08001S M 8×1.25 12 47 5,000 CP152-08050
CP156-12081S M 8×1.25 12 165 6,000
× CP150-12063、CP151-12125
CP156-12101S M10 1.50 15 24 25.0 16 9.5 17 34 5 170 6,000
CP152-12080
CP156-12001S M12×1.75 18 176 6,000
★One Point CP156-16101S M10×1.50 15 348 7,000
ワークをかさ上げして × CP150-16080、CP151-16160
CP156-16121S M12 1.75 18 31 33.0 21 13.0 20 45 6 354 7,000
ツール干渉を回避 CP152-16100
CP156-16001S M16×2.00 22 372 7,000
ワーク
ツール干渉が テーパークランプボルト
回避できます (基準タイプ スペーサー付き) テーパークランプボルト スペーサー
CP155-LS (ダイヤタイプ スペーサー付き)
CP155-DS
使用例・使用方法
・ワークに取付けてご使用ください。 テーパークランプボルト
テーパークランプボルト
・位置決めが不要な箇所にご使用ください。 (基準タイプ)
(基準タイプ)
・タップ穴のピッチ公差は、±0.2で加工してください。 CP155-L CP155-L スペーサーは取外し可能です。
上下面を定期的に清掃してください。
注意事項 クランプユニット クランプボルト ※クランプボルト本体からの脱落に
ご使用前に「プルフィックス 許容加工負荷・許容 (ダブルタイプ) 2箇所 ご注意ください。
ワーク重量」を必ずご確認ください。(P. 5) CP151 CP156
11
D3 D
G
0.8
0.8
G
D2 D2
D1 D1
D
Page13
CP157 テーパーブッシュ
標
準在庫品
D
M プ
(取外し用ネジ穴) ル
0.8 フ
G ィ
D1 ッ
本体 ク
CP157-L CP157-S CP157-L CP157-S ス
(基準タイプ) (標準タイプ) (基準タイプ) (標準タイプ) S45C
四三酸化鉄皮膜
研磨仕上(基準タイプのみ)
基準タイプ 標準タイプ
品 番 D 質量
1 価格 品 番 D1 価格 D H H1 M (g) 適用クランプユニット
(g6) (-0.02
-0.05)
CP157-06001L 8 5,100 CP157-06001S 8 1,620 11.5 4 5 M 6×1 4 CP150-06025 プ
ル
CP157-08001L 12 5,100 CP157-08001S 12 1,620 15.5 5 5 M 8×1.25 8 CP150-08040、CP160-08040R、CP160-08040L フ
ィ
CP157-12001L 18 5,300 CP157-12001S 18 1,840 24.5 8 6 M12×1.75 27 CP150-12063、CP160-12063R、CP160-12063L フッ
ク
CP157-16001L 22 5,600 CP157-16001S 22 2,100 31.5 10 7.5 M16×2 51 CP150-16080、CP160-16080R、CP160-16080L ッス
ク
使用例・使用方法 ・ C P 1 5 0 クランプユニット(フランジタイプ)のベースプレートへの取付けに使用してください。 タ
・位置決めが必要な箇所は、基準タイプを使用してください。
・位置決めが不要な箇所は、標準タイプを使用してください。 イ
プ
■ベースプレート穴加工図 ■ベースプレート穴ピッチ公差 ■使用例
クランプユニット 基準タイプの穴ピッチ公差は、±0.02で加工してください。
(フランジタイプ) 注)標準タイプの穴ピッチ公差は、±0.1で加工してください。 クランプボルト
CP150 六角穴付き テーパークランプボルト テーパークランプボルト 2箇所
ボルト (基準タイプ) (ダイヤタイプ) CP156
CP155-L CP155-D テーパー
クランプボルト テーパー
d (基準タイプ) クランプボルト
CP155-L (ダイヤタイプ)
基準 クランプユニット ベース CP155-D
タイプ (フランジタイプ)
CP150 プレート 基準タイプ
基準タイプ
ベースプレート
d ピッチ公差±0.02 注) 基準タイプ
サイズ Lf クランプユニット
(H7) (フランジタイプ)
06001 8 5.5 CP150 標準タイプ
CP157 08001 12 5.5
12001 18 6.5
16001 22 8.0
注) 標準タイプの穴加工公差(d寸法公差)は、
+ 0 0 . 1で加工してください。
CP158 ダブルテーパークランプピン
標
準在庫品 使用例・使用方法
C P 1 5 1 クランプユニット(ダブルタイプ)の
連結にご使用ください。
〈繰り返し位置決め精度 0.2〉
L
L クランプユニット
1 L1 (ダブルタイプ)
CP151
本体
SCM435
焼入焼戻
四三酸化鉄皮膜
品 番 D L D D L 質量
1 2 1 (g) 価 格 適用
クランプユニット
CP158-08001 15.5 33 11 6.5 16.5 24 1,840 CP150-08040、CP151-08080、CP152-08050
CP158-12001 24.5 50 16 9.5 25 85 2,100 CP150-12063、CP151-12125、CP152-12080 クランプユニット クランプユニット クランプユニット
CP158-16001 31.5 66 21 13 33 190 2,400 CP150-16080、CP151-16160、CP152-16100 (フランジタイプ) (ダブルタイプ) (シングルタイプ)
CP150 CP151 CP152
12
Lf
D2
D1
D
0.8
G
H1 H
G
0.8
Page14
CP159 ストレートブッシュ
標
準在庫品
プ D
ル d
フ
ィ 本体 品 番 d D H 質量 適用
ッ SK95 (h6) (g) 価 格 クランプユニット
ク 焼入焼戻 CP159-06001 6 8 11 2 1,410 CP152-06032
ス 四三酸化鉄皮膜 CP159-08001 8.5 12 15 7 650 CP152-08050
研磨仕上 CP159-12001 12.5 18 22 22 1,620 CP152-12080
CP159-16001 16.5 22 28 35 2,200 CP152-16100
使用例・使用方法 C P 1 5 2 クランプユニット(シングルタイプ)のベースプレートへの取付け(位置決め)にご使用ください。
プ
ル
フ
ィ
フッ ■ベースプレート穴加工図 ■ベースプレート穴ピッチ公差 ■使用例
ック
ス クランプユニット テーパークランプボルト テーパークランプボルト クランプボルト
ク (シングルタイプ) (基準タイプ) (ダイヤタイプ) 2箇所
タ CP152 CP155-L CP155-D CP156
イ
プ テーパークランプボルト
(基準タイプ)
d クランプユニット CP155-L
(シングルタイプ)
CP152
クランプユニット
(シングルタイプ)
ベースプレート
ベース ピッチ公差±0.02 CP152
プレート
六角穴付きボルト
品 番 (d H7) Lf 六角穴付きボルト テーパークランプボルト
CP159-06001 8 6.5 4箇所 (ダイヤタイプ)
CP159-08001 12 8.5 CP155-D
CP159-12001 18 12.5
CP159-16001 22 16.5
13
Lf
H
0.8
G
Page15
横形マシニングセンタ用
プルフィックス プ
ル
フ
ィ
フックタイプ ッ
ク
ス
かぎ形状の引込みボルトにより
クランプ前のフッキングが可能!
横形マシニングセンタでの
プ
素早く安全な段取り作業を ル
フ
ィ
実現します。 フッ
ック
ス
ク
タ
イ
プ
一般的な治具 プルフィックス フックタイプ
最短のカッターパスで加工!
加工時間を短縮
治具設計と部品手配が簡単!
治具準備期間の短縮
治具スペースが削減!
多数個取りが可能に
ワーク・治具交換に
ワーク交換、治具交換や
重量物の載せ降ろし作業も、
フック構造により、
素早く安全に行えます。
操 1ワークアプローチ 2フッキング 3ワーク接地 4 レンチ操作で
作
手 クランプ完了!
順
2
3
14
Page16
組合せ表
クランプユニット
2 1 フックタイプ 品 番 高さ クランプ力
プ (mm) (kN)
ル P.16 CP160-08040R
CP160-08040L 40 8
フ
ィ CP160-12063R
CP160-12063L 63 15
ッ M
ク C 6 1 ボルト 3
ワーク CP160-16080R
CP160-16080L 80 25
ス ブ
ロ 7
ッ テーパークランプボルト
ク 4 2 基準タイプ 品 番 ネジサイズ ワークの
フック付き 繰り返し位置決め精度
P.17 CP165-08001LH M 8
CP165-12001LH M12 5μm
(基準タイプ2本を使用)
プ CP165-16001LH M16
ル
フ 5
ィ 3 基準タイプ 品 番 ネジサイズ ワークの
フッ
ク フック無し 繰り返し位置決め精度
ッス P.17 CP165-08001L M 8
ク CP165-12001L M12 5μm
(基準タイプ2本を使用)
タ CP165-16001L M16
イ
プ テーパーブッシュ クランプボルト
6 基準 品 番 クランプユニットの
タイプ 繰り返し位置決め精度 4 フック付き 品 番 ネジサイズ
P.12 CP157-08001L P.17 CP166-08001H M 8
CP157-12001L 5μm CP166-12001H M12
CP157-16001L CP166-16001H M16
7 標準
品 番 クランプユニットの
タイプ 5 フック無し
繰り返し位置決め精度 品 番 ネジサイズ
P.12 CP157-08001S P.17 CP166-08001 M 8
CP157-12001S 0.1mm CP166-12001 M12
CP157-16001S CP166-16001 M16
使用例
締付けは、フック付きのクランプボルトから順に行ってください。初めに締めた箇所が基準となります。配置は以下のパターンをご参照ください。
C P 1 6 5 -L H C P 1 6 5 -L テーパークランプボルト(基準タイプ)と C P 1 5 7 -L テーパーブッシュ(基準タイプ)をペアで使用し、
C P 1 6 6 - H C P 1 6 6 クランプボルトと C P 1 5 7 - S テーパーブッシュ(標準タイプ)をペアで使用します。
パターン1 パターン2 パターン3
テーパークランプボルト テーパークランプボルト テーパークランプボルト
(基準タイプ フック付き) (基準タイプ フック付き) (基準タイプ フック付き)
テーパークランプボルト テーパーブッシュ(基準タイプ)
(基準タイプ フック無し)
クランプボルト(フック無し)
テーパークランプボルト(基準タイプ フック付き)
テーパーブッシュ(基準タイプ) テーパークランプボルト(基準タイプ フック付き)
テーパークランプボルト(基準タイプ フック付き)
テーパーブッシュ
(基準タイプ) ※ワークの位置決めが不要な場合は
CP 16 6 -H C P1 66 クランプボルトのみで構成してください。
注意事項
クランプユニットを締付けるまでは、
テーパークランプボルト(基準タイプ フック無し)
テーパーブッシュ(標準タイプ) 決して吊り具を外さないでください。
クランプボルト(フック無し)
15
Page17
CP160 クランプユニット(フックタイプ)
標
準在庫品 イマオ
WEB 製品ムービー公開
プ
ボディ クランプナット クランプスクリュー ル
SCM440
高周波焼入 SCM440 SCM435 フ
2-M 六角穴付きボルト用
四三酸化鉄皮膜 焼入焼戻 焼入焼戻 ィ
L 研磨仕上 四三酸化鉄皮膜 四三酸化鉄皮膜 ッ
D ク
G ス
0.8
0.8
G L1 W
プ
注)寸法図はCP160-Rです。CP160-Lは操作用六角穴(W1)が反対側にあります。 ル
フ
ッィ
品 番 D H D L H H W L H M P H W クランプ力 許容締付トルク 質量 フク
(±0.01) 1 1 2 1 3 4 1 (kN) (N・m) (kg) 価 格 ッス
CP160-08040R ク
CP160-08040L 34 40 20 46 22 18 70 40 13 M 8 50 5 4 8 8 0.4 56,000
56,000 タ
CP160-12063R イ
CP160-12063L 52 63 30 69 35 28 100 60 20 M12 75 8 6 15 22 1.4 70,000
70,000 プ
CP160-16080R 91,000
CP160-16080L 70 80 40 93 44 36 140 80 26 M16 100 10 8 25 50 3.2 91,000
使用例・使用方法
・位置決めが必要な箇所は、 C P 1 5 7 - L テーパーブッシュ(基準タイプ)を使用して取付けてください。
・位置決めが不要な箇所は、 C P 1 5 7 - S テーパーブッシュ(標準タイプ)を使用して取付けてください。
■ベースプレート穴加工図 ■ベースプレート穴ピッチ公差
テーパーブッシュ 位置決めが必要な箇所(テーパーブッシュ 基準タイプ)の穴ピッチ公差は、±0.02で加
(基準タイプ・標準タイプ) 工してください。
CP157-L・CP157-S テーパークランプボルト
テーパーブッシュ(基準タイプ) (基準タイプ フック付き)
CP157-L CP165-LH
六角穴付きボルト
2-M Lf
ベースプレート
注1)
サイズ d
(H7) Lf M P1 位置決めが不要な箇所
CP160-08040 12 5.5 (テーパーブッシュ 標準
M 8×1.25 50 タイプ)の穴ピッチ公差
CP160-12063 18 6.5 M12×1.75 75 は、±0.1で加工してくだ
CP160-16080 22 8 M16×2 100 さい。
注)テーパーブッシュ(標準タイプ)の穴加工公差(d寸法公差)は、
+ 0 .10 で加工してください。 テーパークランプボルト
(基準タイプ フック無し)
CP165-L
テーパーブッシュ(基準タイプ)
ベースプレート CP157-L
■配置
ワーク側から向かって、右からレンチで操作したい場合はCP160-Rタイプ、 ※製品の配置はP.15をご参照ください。
左から操作したい場合はCP160-Lタイプをお選びください。
CP160-R
関連製品ページ
右 ・ CP157 テーパーブッシュ(P. 12)
・ CP165-LH テーパークランプボルト(基準タイプ フック付き()P. 17)
・ CP165-L テーパークランプボルト(基準タイプ フック無し()P. 17)
・ CP166-Hクランプボルト(フック付き()P. 17)
左 ・ CP166 クランプボルト(フック無し()P. 17)
ワーク
CP160-L 技術データ
許容加工負荷・許容ワーク重量(P.18)
16
P1
H
H1 H2 P
d
D1
ピッチ公差±0.02 注1) H4
H3
W1
Page18
CP165-LH テーパークランプボルト(基準タイプ フック付き)
標
準在庫品 イマオ
WEB 製品ムービー公開 L1 L W
G
0.8
プ
ル
フ テーパーブッシュ クランプボルト Oリング
ィ M S45C SCM435
ッ ニトリルゴム
Oリング L2 四三酸化鉄皮膜 焼入焼戻
ク 研磨仕上 四三酸化鉄皮膜 (NBR)
ス
品 番 M D1 適応Oリング 質量
(g6) L2 L1 D L W1 W (g) 価 格 適用クランプユニット
呼び番号
CP165-08001LH M 8×1.25 12 5 17 15.5 25 15 12 SS050(線径1 内 径 5) 30 9,000 CP160-08040R、CP160-08040L
CP165-12001LH M12×1.75 18 6 24 24.5 40 23.5 19 S8 ( 線径1.5 内径 7.5) 115 9,300 CP160-12063R、CP160-12063L
CP165-16001LH M16×2 22 7.5 30 31.5 51 30 24 S12 ( 線径1.5 内径11.5) 235 10,100 CP160-16080R、CP160-16080L
注)Oリング(市販品)はクランプボルトの向きを維持する為の回転防止用です。 また、消耗部品ですので効果を失った場合はお客様にて手配・交換をお願いします。
プ
ル CP165-L テーパークランプボルト(基準タイプ フック無し)
フ
フッィ 標
ック 準在庫品ス L1 L W
ク
タ G
0.8
イ
プ テーパーブッシュ クランプボルト Oリング
M S45C SCM435
L 四三酸化鉄皮膜 焼入焼戻 ニトリルゴム
2
Oリング 研磨仕上 四三酸化鉄皮膜 (NBR)
品 番 M D1 L 適応Oリング 質量
(g6) 2 L1 D L W1 W (g) 価 格 適用クランプユニット
呼び番号
CP165-08001L M 8×1.25 12 5 17 15.5 13 15 12 SS050(線径1 内 径 5) 22 8,800 CP160-08040R、CP160-08040L
CP165-12001L M12×1.75 18 6 24 24.5 21.5 23.5 19 S8 ( 線径1.5 内径 7.5) 81 9,100 CP160-12063R、CP160-12063L
CP165-16001L M16×2 22 7.5 30 31.5 27 30 24 S12 ( 線径1.5 内径11.5) 170 9,900 CP160-16080R、CP160-16080L
注)Oリング(市販品)はクランプボルトの向きを維持する為の回転防止用です。 また、消耗部品ですので効果を失った場合はお客様にて手配・交換をお願いします。
CP166-H クランプボルト(フック付き)
標
準在庫品 L1 L W
テーパーブッシュ クランプボルト Oリング
M S45C SCM435
Oリング 四三酸化鉄皮膜 焼入焼戻 ニトリルゴム
四三酸化鉄皮膜 (NBR)
品 番 M L D L W W 適応Oリング 質量
1 1 (g) 価 格 適用クランプユニット
呼び番号
CP166-08001H M 8×1.25 12 15 25 15 12 SS050(線径1 内 径 5) 26 5,100 CP160-08040R、CP160-08040L
CP166-12001H M12×1.75 18 24 40 23.5 19 S8 ( 線径1.5 内径 7.5) 103 5,400 CP160-12063R、CP160-12063L
CP166-16001H M16×2 22 31 51 30 24 S12 ( 線径1.5 内径11.5) 213 6,200 CP160-16080R、CP160-16080L
注)Oリング(市販品)はクランプボルトの向きを維持する為の回転防止用です。 また、消耗部品ですので効果を失った場合はお客様にて手配・交換をお願いします。
CP166 クランプボルト(フック無し)
標
準在庫品 イマオ
WEB 製品ムービー公開 L1 L W
テーパーブッシュ クランプボルト Oリング
M S45C SCM435 ニトリルゴム
Oリング 四三酸化鉄皮膜 焼入焼戻
四三酸化鉄皮膜 (NBR)
品 番 M L1 D L W1 W 適応Oリング 質量 適用
呼び番号 (g) 価 格 クランプユニット
CP166-08001 M 8×1.25 12 15 13 15 12 SS050(線径1 内 径 5) 18 4,900 CP160-08040R、CP160-08040L
CP166-12001 M12×1.75 18 24 21.5 23.5 19 S8 ( 線径1.5 内径 7.5) 69 5,200 CP160-12063R、CP160-12063L
CP166-16001 M16×2 22 31 27 30 24 S12 ( 線径1.5 内径11.5) 147 6,000 CP160-16080R、CP160-16080L
注)Oリング(市販品)はクランプボルトの向きを維持する為の回転防止用です。 また、消耗部品ですので効果を失った場合はお客様にて手配・交換をお願いします。
参照ページ ・ テーパークランプボルトの使用方法(P.18) ・ 許容加工負荷・許容ワーク重量(P.18)
17
D
D D1
D D1
D
G
0.8
G
0.8
W1 W1
W1 W1
Page19
テーパークランプボルトの使用方法
テーパークランプボルト(基準タイプ) サブプレート及びワークの位置決めにご使用ください。
クランプボルト 位置決めが不要な箇所にご使用ください。
プ
■穴加工図(基準タイプ) Lf1 Lf ル
CP165-LH CP165-L フ
注)・ サブプレートのように常にテーパークランプボルトを取り付けた状態で使用する場合は、穴 ィ
加工公差は ーー 0.00 . 0 12 05( 中間ばめ)で加工してください。サブプレートとブッシュは隙間が無い状 ッ
態で固定されるため、切粉の侵入による精度不良を防げます。 ク
・ ワークに取り付ける場合は、穴加工公差はH7(すきまばめ)で加工してください。ワークに
ブッシュが固定されませんが、取付け取外しは簡単にできます。 ス
サブプレート/ワーク M
d ■サブプレート及びワークの穴ピッチ公差
サ イ ズ 注) Lf Lf1 M 位置決めが必要な箇所(テーパークランプボルト 基準タイ
CP165-08001 12 13 5.5 M 8×1.25 プ)の穴ピッチ公差は、±0.02で加工してください。
CP165-12001 18 19 6.5 M12×1.75 注)位 置決めが不要な箇所(クランプボルト)のタップ穴
CP165-16001 22 23 8 M16 2 ピッチ公差は、±0.2で加工してください。
× プ
テーパーブッシュ テーパークランプボルト ル
(基準タイプ) (基準タイプ フック付き) フ
ィ
■取付手順 CP157-L CP165-LH フッ
ク
①クランプボルトをサブプレート ②上面の矢印が下向きになるように ③矢印が下向きの状態を維持 ッス
またはワークに最後まで 一回転以内で戻します。 しながらクランプユニット ク
ねじ込みます。 (クランプボルトとテーパーブッシュの ( フックタイプ)に挿入します。 タ
間に隙間が生じます。) イ
プ
クランプボルト 隙間
テーパークランプボルト
(基準タイプ フック無し)
ベースプレート CP165-L
サブプレート/ワーク テーパーブッシュ(基準タイプ)
CP157-L
※製品の配置はP.15をご参照ください。
許容加工負荷・許容ワーク重量
下表の計算式より、加工負荷及びワーク重量が許容値内であるか確認してください。
なお、本ページで算出される計算値はプルフィックス本体の強度のみですが、実際の加工は治具全体の剛性とワーク剛性にも大きく影響されます。
下記の数値には、これらの治具剛性やワーク剛性は加味されておりませんので、あくまで目安として適切な加工条件の設定にご利用ください。
2個で使用する場合
P1 W(2 kg)
W(1 kg)
サ イ ズ 許容加工負荷 許容ワーク重量
F(1 kN) F(2 kN) F(1 kN) F(2 kN)最大値(kN) W(1 kg) W(2 kg) 最大値(kg)
CP160-08040 (0.24P1+ 432)/H 240/H 3.2 240×100/H (0.24P2+ 432)×100/H 320
CP160-12063 (0.50P1+ 900)/H 500/H 6.0 500×100/H (0.50P2+ 900)×100/H 600
CP160-16080 (1.00P1+1800)/H 1000/H 10.0 1000×100/H (1.00P2+1800)×100/H 1000
(加工 H ( H
位 加
置 工
、ワ 位
ー 置
ク 、
重 ワ
心 ー
) ク重心) 注意事項
4個で使用する場合 (2個使用、4個使用ともに)
P1
W(kg) 構造上、ワークを取外
許容加工負荷 許容ワーク重量 す方向に強い負荷が
サ イ ズ かかる加工はワークが
F(kN) F(kN) 最大値(kN) W(kg) 最大値(kg) ずれる恐れがあるので
CP160-08040 2×(0.24P1+ 432)/H 6.4 2×(0.24P2+ 432)×100/H 640 避けてください。
CP160-12063 2×(0.50P1+ 900)/H 12.0 2×(0.50P2+ 900)×100/H 1200
CP160-16080 2×(1.00P1+1800)/H 20.0 2×(1.00P2+1800)×100/H 2000
(加工 H
位置、ワーク重心)
0
計算例 P1=50 W(kg)
・CP160-12063R/L( 受け高さ63mm) <許容加工負荷Fの算出> <許容ワーク重量Wの算出> F(kN)
計4個配置 F=2×(0.5×P1+900)/H W=2×(0.5×P2+900)×100/H
・取付けピッチ =2×(0.5×500+900)/200 =2×(0.5×300+900)×100/200
P1=500mm P2=300mm =11.5kN =1050kg
・加工負荷位置 ワーク重心 H=200 ※加工負荷5kNは ※ワーク重量600kgは ( H=20
・F方向加工負荷 5kN 計算値(11.5kN)以内である。 計算値(1050kg)以内である。 加工位置 0
、ワー
・ワーク重量 600kg ク重心)
18
P2
P2
d
P2=300
ピッチ公差±0.02 注)
Page20
どんどん借りて
どんどん使っち
ゃおう!
製品貸出しサービス
プルフィックスの動きや操作感など、カタログだけではわからない部分も イマオ 製品貸出し
しっかりご理解いただけるよう、製品を無料で貸出しいたします !
プルフィックス以外にも多くの製品を貸出ししております。
対象製品の中には、実際に試用可能なサンプル品や、動作確認が可能な
デモ機がございます。
まずはお手元で、お客さまのご希望に合うかどうか、ゆっくりご検討ください !
【 お問い合わせ】
技術部 〒501-3706 岐阜県美濃市須原605
TEL 0575-32-2239 FAX 0575-32-2247
※本カタログは2022年5月に作成されました。
※本カタログに記載されている製品の仕様、外観、価格等は予告なく変更する場合がありますのでご了承ください。最新の情報はウェブサイトでご確認ください。
※本カタログに記載されている表示価格は上述の作成時点の価格です。最新の価格はウェブサイトでご確認ください。また消費税は含まれておりません。
※本カタログ掲載製品の不具合等によってお客様に生じた損害について、当社が賠償責任を負う場合、当社の責に帰すべき事由の有無にかかわらず、
当社の賠償額については、いかなる場合でも、お客様がご購入し当該損害を発生させた製品の代金額を上限とさせていただきます。
※会社名、製品名は、各社の商標または登録商標です。 PLF-005