




自動車部品や航空機部品などの細穴加工のインライン化に最適
細穴放電による難削材の部品加工を提案。量産加工への応用で、二次加工を無くし、生産の効率化を実現。
アステックの高速細穴放電加工ユニットは、各種部品の加工ラインに合わせて、最適な自動加工システムが自在に構築可能なため、利用分野を大幅に拡大できます。 インラインにおけるドリル加工でのバリの問題点を細穴放電加工が解消。加工効率の向上が一気に図れ、部品加工のコスト削減や作業時間の大幅な改善が可能です。
このカタログについて
| ドキュメント名 | 高速細穴放電加工ユニット |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社アステック (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
墨2言一一衆
=●ヨ一EU
HIGH SPEED SMALL‐HOLE DR LL EDM
高速組穴放電加エユニット
自動車部品や航空機部品など細穴加工のインライン化に最適
ldeal for lN‐ Line Smal卜hole D‖‖EDM for F uid or Cooing Holes
in Automot ve and Aerospace Parts
株式会社フステリコ
Page2
錮 穴
瓢 吊弔による難削材の部品加工を提案。
三
塁 産力|工への応用で、二次加工を無くし、生産の効率化を実現。
Processing of dricun matena s and cOmplex parts are possible wlh this sma卜 hole d‖‖EDM
Mass production can be achieved without requirlng secondary operalons giving improved production rates
and reduced cost
アステックの高速細穴放電加エユニットは、各種部品の Due to Astec's modular design purpose bu‖ t production
加エラインに合わせて、最適な自動カロエシステムが自在 ‖nes can be bu‖t or expanded to sutthe requ rements of
the automated process
に構築可能なため、利用分野を大幅に拡大できます。
Dr‖ l EDM produces burrless holes,idealin production ap―
インラインにおけるドリル加工でのバリの問題点を細穴放
p‖cations Due lo the nature of high speed EDllll dr‖ ing,
電加工が解消。加工効率の向上が一気に図れ、部品加 process efficlency is great y improved leading to higher
工のコスト削減や作業時間の大幅な改善が可能です。 production rate and reduced labour costs
r一
す爾””.
●|● ●●
細穴放電加工の主なメリット
The main merits of sma‖ ‐hole dr‖ lEDM
蓼曲面や斜め加工に対して,F接角虫で行えるため、スムーズに細 OD百‖EDM s anon― contact process that a‖ ows produolon
穴加工が行えます of holes vvth acute approach angles in othenvise imposs。
ble app‖ cat Ons
9電気的エネルギーを利用した加工法なので、焼入鋼や超鋼な o using nOn_cOntact electrical energy a‖ ows machining of
どの難削材も簡単に加工できます。 special a‖oys, hardened mater als and other conductve
爾 /加 ペ materials othervtise impossible to machine慣用加工では、加工深さ比 工径比 (ア ス クト比)は 10
e capab‖
程度ですが、細穴放電加工では300~ 500位までの加工が ty to dr‖ holes w th depth lo diameter ratio upto 50可
1lmes more than convent onal rnachining
能です。
O Astec's compact Dr‖ EDM head can easly be mounted for
●慣用加工では不可能な小径の深穴が、曲がることなく加工で machining at any approach angle to the component irom
きます。 the verticalto hor zontal plane
議 饉The burrvvhich is a pЮ慣用加工で問題になるバリは、基本的には発生しません blem in the convent onal processing。(微
used commonly is not generated fundamenta‖ y(there is
細な放電での溶融物付着はありますが、通常無視できる範囲 adheslon ofthe tiny fusion oblect which can be ignOred)
です。) Produoion costs are reduced compared to convent onal ma―
以上のことから、慣用加工に比べてコスト削減が可能です。 chining techniques as secondary operat ons are not requ red
Page3
アステック高速細穴放電加工機の主な特長
The main features of ASTECIs high‐ speed smal卜 hole Dri‖ EDM
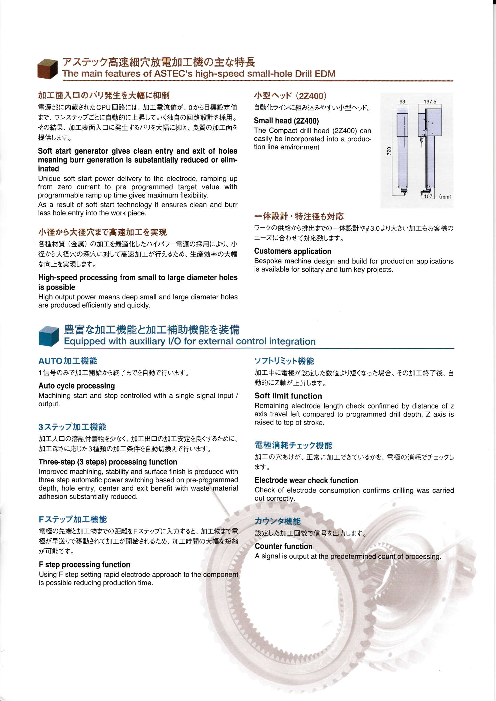
加工面入口のパリ発生を大幅に抑制 小型ヘッド (2Z400)
電源部に内蔵されたCPU回路には、加工電流値が、0から目標設定値 自動化ラインに組み込みやすい小型ヘッド。
その結駒護獣習鯰 、り〔異稽堤暑『緞閻 霊昌を 滑:『露増∫鮒乳ad Pz呻 ∽n
easly be incorporated into a produc‐
n‖ ne env ronment
Soft start generator gives clean entry and exit of holes t°
meaning burr generation is substantia‖ y reduced or elim‐
inated
Unique soft start po、 ver de‖ very to the electrOde, ramping up
from zero current lo pre programmed target value with
prOgrammable ramp up time gives maximurn flexib‖ ity
As a result of soft start technOlogy it ensures clean and burr
less hole entry into the work piece
一体設計・特注径も対応
ワークの供給から排出までの一体設計やφ30より大きい加工もお客様の小径から大径穴まで高速カロエを実現
ニーズに合わせて対応致します。
各種材質 (金属)の加工を最適化したハイパワー電源の採用により、小
径から大径穴の深穴に対して高速加工が行えるため、生産効率の大幅 Customers app‖ caJon
Bespoke machine design and bu‖
な向上を実 します d for producton app‖ cat ons現 。
is ava‖ able for sontary and turn key prOleCtS
High‐speed processing from sma‖ to large diameter holes
is pOssible
High output po、 ver means deep sma‖ and large diameter holes
are produced efficient y and quickly
豊富な加工機能と加工補助機能を装備
Equipped with auxiliary 1/O for external controlintegration
AUTOカロエ機能 ソフトリミット機育ヒ
1信号のみで加工開始から終了までを自動で行います。 加工中に電極が設定した数値より短くなった場合、その加工終了後、自
Auto cycle processing 動的にZ軸が上昇します。
Machining start and stop contro‖ ed wnh a single signalinpllt/ soft limit function
Output Remaining electrode length check confirmed by distance of z
axis travel lei compared io programmed dr‖ depth, Z axis is
raised to top oF stroke
3ステップ加工機能
加工入口の溶局虫付着物を少なく、加工出回の加工安定を良くするために、
加工深さに応じた3種類の加工条件を自動切換えで行います。 電極 消 耗 チェック機 能
加工の穴あけが、正常に加工できているかを、電極の消耗でチェンクし
Three‐ step(3 steps)proceSSing function
ます。
lmproved mach ning,stabilty and surface inish is produced wnh
three step automalc povver sMlitching based on pre― programmed Electrode wear check function
depth, hole entry, center and ext beneft、 vith waste material check of electrode consumption confirms dr‖ ‖ng vvas carr ed
adhesion substant a‖ y reduced out correctly
Fステップ加工機能 ヵゥンタ機能
電極の先端と加工物までの距離をFステップに入力すると、加工物まで電 設定した加工回数で信号を出力します。
極が早送りで移動されて加工が開始されるため、加工時間の大幅な短縮
Counter function
が可能です。
A Ыgnalis Output atthe p"deto「 min9o∞unt Of prOcessing
F step processing function
Using F step sett ng rapld electrode approach to the Component
is pOssible reducing production time
Page4
高速細穴放電加エユニットのシステム展開
System Expansion of Attachment unls fOr High Speed Sma‖ ‐hole Dr‖ :EDM.
豊富な外部入出力 ■オプション
Abundant external!/0 OC軸高速回転 0001pm)cAH1000:小 径力1工の抜け際に最適。
●噴射ノズル2連“CN‐2:加工物抜け際の、加工安定化に役立ちます。
電源の監視および各種操作が行えます。 ●電極ガイド噴射ノズル GNl:電 極ガイドの周囲から加工液を噴射
eエラー出力 します。加工の安定化に役立ちます。
●ソ ‐フトリミット出力 ■ ■ ■ ●Z軸中間振れ止め ZCGl:加工中の電極の.:=■ 芯振れを防ぎます。加1磋
0加工完了出力 ‐ 工がより安定し、穴径精度のパラツキが減少します。■
11‐:ヽ ●特注ガイド:ロン お のニーズに
E0加伴工竜開始亀/う停ま止で入.力■、主■ミ≒
グガイドなど 客様 対応致します。
`
1.■ オ ●循環装置 :連続運転に必要な循環装置も多数ラインアップ。
。Z軸上昇/下降入力 `富
0ポンプON/OFF入 =..1`i ■Options力響無
憔
ダ eHigh speed c_ax s(1000rpm)cAH1000:Gives oplmal inish_ 11ヽ ° 1. =■ ofsma‖―hole dr‖ ‖ng
器錦庶鳳:日∫瑶織 す羹 espray nOzzle CN2: Aux‖ iary flushing to aid in dr‖ ‖ng
O Error output ll・ “‐ 「「 | breakthrough
O Soft‖mn output .|■ . ‐ OElectrode―guide spray no221e GNl:Spray the processing fluid
from the perimeter ofthe electrode guide alding dr‖ ‖ng start
訛 鰤 淵 ittT霊 :鰤 ‐i OZ‐axis center stab‖ izer ZCGl: Prevents electrode def ect on
when dr‖ ‖ng stabie dr‖ ‖ng cond tions increase hole‐ diameter
O Processing stattstop input
accuracy
OZ‐axis ascend/descend input OSpecial order guide:As requ red by the customer long seres
O Pump ON/OFF input for example
●Process‐f uid fitrat on system:Astec are able to provide many
solutions, a‖ are designed to de‖ ver the best soluton for a
given app ication
Page5
■加工表面状態 Cond■ ion of EDM d“ lled surface
ミクロ検査画像 細穴放電加工機加工法
(× 100) Micro lnspection lmage (X500) Process ng Method by the Smal holo DII EDM
加工液の供給/加工屑の /加エ
部の冷却 "1出
鋼 障の高圧「水+力1工液(磁)Jを通す.
スラッジ排除 冷却 .
H gh pressuro(6MPa)WaerSo u‖ o■
(5・ .bro∞Ing and ttm● .h9Ы ud9o
電極は回,し サーボ状娘で降下する.
く詭旦硬 φ05× 64t> くSuS420F φOフ X06t>
Carbide
一 轍 消耗材 )lo 2~ 00 BS●極ガイド
Cu000~ 400mm電極動 工 消
E eotrOde gu Oe
耗しながら 自動的に降下する。
■各種電極による加工速度と消籠比 日eclrode Diameler Vs Processing Speed and wear Ra‖ o \
加工層
加工物 :SKDll t=20mm Procesdng
Work:SKDll t=20mm ― カロエ速度
‐ 瀧 比 Wear RaOo
80 400
70 350 __加 勲
O WorkⅢeco
①
① ^ 60 300 て
加 Q
く 消
O 0
工 E 50
250 0 耗
〓 「
200 比 カロエ用パ プt イ 電極の種類速 O を 40 刃0 率 K nds ofthe E ectrode lor Process ng
度 E 3 30 150
●
0
● %
Ш 20 100
10 50
0 0
φ02 φ05 φ10 ψ15 φ20 φ25 φ30
電極径 E ectrode Diameter
■深穴カロエ Deep hOle Machining
臨 臨 悩 鳳
SKH51※ 1 Bs φ0 3 100 mm 1 8 rnin
SKDll Bs φ0 5 200 mm 9mn
SKDll※ 2 Bs φ3 0W 400 mm 26 min 43 sec
績用機種名:A33M34CNC
使用bl工 液ソヽ イカットGT11 5%他水道水
M∝h ne Name appled:A33M34CNC
P,ocessinO Liquid:Tap vVater with 5%so uton of High cut GT/1 added
※l SKH51/100mm
■部品加工 Parts Machining
鳳 編 麒 鳳 皿
SCM415 Bs φ0 45 08mm 7-8 sec 55~65%
SCM415 BS ψ0 9 1 9mm 5-6 sec 90~ 100%
SCM420 Bs φ1 2V 10mm 20-22 sec 55~65%
SCM420 Bs φ1 6W 12mm 25-27 sec 80~85%
SWCM12A Bs φ1 6VV 1 9mm 8~ 10 sec 45~55%
使用機種名:22400′ P2P3
使用加工液ンヽ イカットGTV 5%他 水道水
IMachine Name appled:2Z400′ P2 P3 ※2 SKDl1/400mm
Process ng Liqu d:HiOh Cut GTV 5%dluted by tap water
Page6
高速細穴放電カロエ機
Hlgh speed Sma「 hole D百 ‖EDM
星き言一
一一案
A22M/P2
一
H0EEし
より速く、よIJ精密に、そしてより経済的に,
お客様のニーズに合わせて、最適な機種を
お選びいただ|す ます。
We offer a co圏 plete range of Dri‖ 巨DM,
all wtth a H:gh Performttnce/Lo・ AI Cost
Rtttio You can solect the m3chine or
system thaヽ :s most suiteS for your
app:ication
高速細穴放電カロエ機 CNC高速細穴放電加工機
High speed Sma‖ hole DII EDM CNC High Speed Sma卜 hoe DI‖ EDM
A33M/P3 /QCl
目
型
1
/OClまオブション
Oplon OCi
CNC高速細穴放電加工機 CNC大型高速細穴放電カロエ機
CNC H19h Speed Sma‖ hole DI‖ EEIM Large Capacty High Speed Sma‖ hole DrI EDM
A34CNC3/AEC2/AGC2 A66CNC3/AEC2/AGC2
滅
■
, |
7
●
llCロ ータリーテーラル
● :AB250W iオ ブション
NC Rotary,T I Tab e
'
Forinie9rated 6 axis caPabl ty
tAB250W 1 0ptOn,
Page7
アステック自動機用細穴放電加工機の主な仕様
Malor SpecrlcaJOns ofthe Attachment Unl
■機械系ZttAssy:22400 Mechanical Z Axis Assemble:2Z400
使用電極径 Ap口 cabb Eいclrode Dhmeler φ02~30mm
Z軸サーボ送り距離 ZA対 s Seivo Stro●
Z軸サーボ方式 Z AxO SeⅣo DCサーボ方式 DC SeⅣ o Motor
電桓回転方式 Eにclrode Revdulon DO■―夕 DC Molor
電極回転速度(最高速度)Eleclrode nev。●|。 n SpeeO(Max,RPM) 0~9ステップ(210中 m)0 0 Steps
■カロエ電源部 Power Supply Part Processor
本体寸法 (幅×奥行×高さ)Body Sレe(WxLxH) 340× 640X1584mm
最大平均加工電流値 Max mum Average Proces● nO Current
最大入力 Max mum mput
入力電圧 lnput V。 lage AC200220V 50る OHz
パルス発生方式 Puse generalbn ′ヽワーMos FET Power Mos FET
電流値高値切換え Swnching Range ofthe umt current 1~15ス テップ 1 15 Sleps 1~23ス テップ 1 23 Steps
パルス幅制御 Puにe Width RanOe 1~099(μ sec)
パルス休止幅制御 Puお e RestT me 1~999(μsec)
加工条件プリセット Pre set Proces■ nO COndⅢ ons 15種 15 Condlons
コン 0~8ステデンサー ッ
プ(9ス テップはオプション)
Capacilt r
0‐3 Steps(9 Slep iS an oplion)
■標準装備 Standard Equipment
高圧ボンプWP OAor WP 5A H Oh Pressure P slom Pump WP oA or WP SA
タッチセンサー Touch Senso子
インチ ミリ表示切替え、XYワーク座標:2座標 XY Coord nale syslem wth nch′ metlc optOn and G ass Sca es
自動・手動モード切彗え Automalc or manuJ Mode
加工時間計測 EDM DⅢ Time Monnor
lPス テップアップ機能 P Step up Funclon
Z軸 の原点復帰機能 ZA苅 s O10h Reset Functbn
Z軸加工停止下限ソフトリミット機能(電極長さ不足で力1工途中停上回避機能)Z Ax s Lolver Sol umt Func10n(To aVdd process stoplng bythe Eloolrode Sho崚 ness)
Z軸 の機械座標表示 (機械座標/ワーク座標の切替え)Indに ation ofthe machne∞ ordinale oithe Z A対 s(SwIChthe Maohne o「 Work COordnale)
カロエ数カウント Mach ned Ho e Counler
■オプション Opt:Onal Accessaries
ノイズフィルター NF‐30B No se Fller NF‐ 30B
Z軸中間振れ止めZCG` C ectrode center slab市 zer unt
リモートコントロールボックス(国 内のみ)Remole Control Box(」 APAN use ony)
νO端子合 170 1erm nJ Ыock
作業灯 (ハロゲン)HL lB Pendentlght(halogen)H1lB
各種消耗部品 OonsumaЫ e Sup口Os
※カタログ内に記載されている仕様および外観は 改良のため予告なく変更することがあ|,ま 九
※Specl catons n th s cata ogue may be su●ecltO Change for mprOvement of perorman∝
wthout p10r nolce
Page8
High Speed Sma‖‐hole D百‖EDM and Attachments
■製造元 Manufacturer ■販売代理店 Dealer
員「尋仄尋貰 株式会社17スコFリコ
〒1920154東京都八王子市下恩方町350番地 TEL 042 651 9411(代 )FAX 042 651 7423
350 SIM00NGATA CHO`HACH10UJ卜 ●Tγ TOKYO.1920154」 APAN
〒4670842愛 知県名古屋市瑞穂区妙音通4 8 TEL 052 838 7871(代 )FAX 052 338 7872
48 MYOON‐ DORl,MIZUHO KU,NAGOYA C TY,AICHl,4670342」 APAN
〒5780947大 阪府東大阪市西岩口3 5 65 119 TEL 06 6787 3411(代 )FAX 06 6787 3316
35-65119,N,SIWATA,H10ASH10SAKA CITY OSAKA,5780947」 APAN
http//w― astec‐ edm oo,p
Pr nt“ in uapan 12 12 3000ADUP